Изобретение относится к области обработки металлов резанием и может быть использовано при обработке отверстий.
Цель изобретения - повышение эффективности процесса резания путем управления вибрациями.
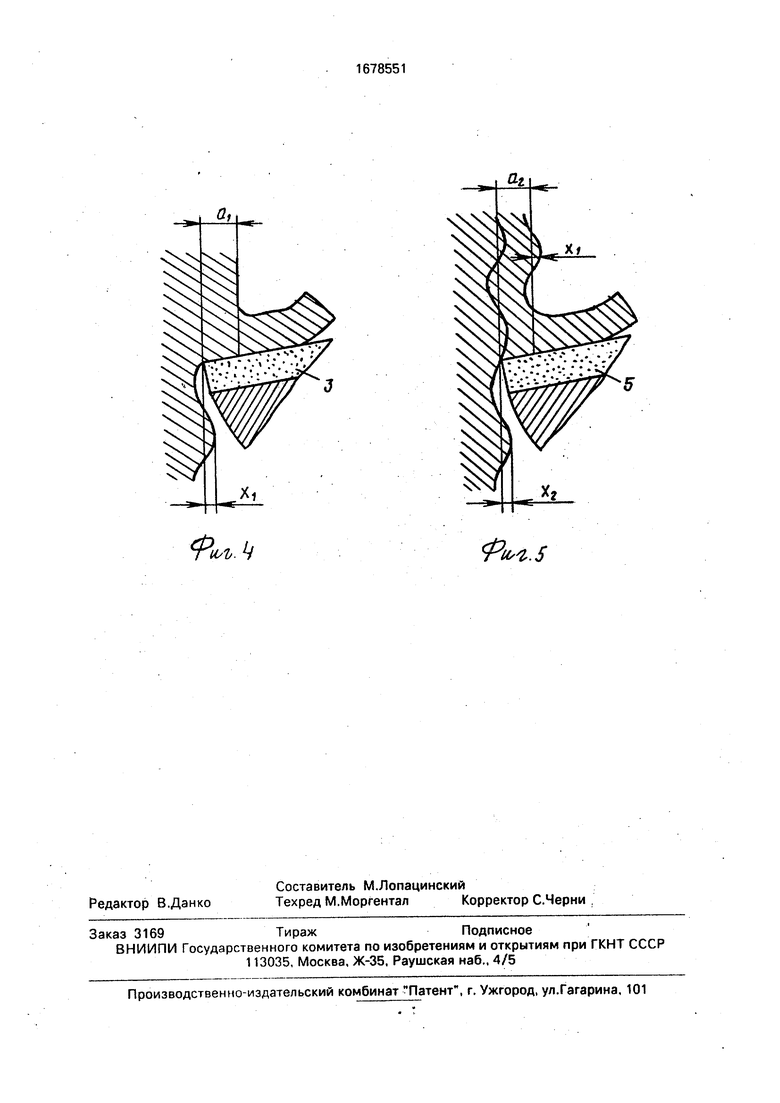
На фиг. 1 изображен инструмент для осуществления способа обработки отверстий, общий вид; на фиг. 2 - случай расточки отверстия двумя режущими лезвиями, вершины которых расположены в одной осевой плоскости; на фиг. 3 - случай расточки отверстия двумя режущими лезвиями, вершины которых расположены в плоскости, перпендикулярной осевой плоскости; на фиг. 4 и 5 - развертка поверхности резания
резцом, расположенным в плоскости, перпендикулярной осевой плоскости
Для осуществления способа используют инструмент, содержащий корпус 1, в пазах которого установлены регулируемые в радиальном и осевом направлениях кассеты 2 с режущими пластинами 3-6. Пластины крепятся с помощью прихватов 7 и крепежных винтов 8. При расточке отверстия двумя режущими пластинами, смещенными в осевом направлении одна относительно другой на расстояние Н (фиг 2), первая пластина работает с глубиной ti, вторая - ta. Инструмент или деталь вращается с угловой скоростью Шо, инструмент двигается вдоль оси со скоростью подачи S.
о VI
00
сл сл
Колебания, обусловленные работой пластины 3, начинаются с точки О и вызваны любым случайным толчком, геометрией, ликвациями материала заготовки, падающей характеристикой силы резания. В результате возникающих радиальных колебаний инструмент образует волнистую поверхность, профиль которой соответствует развертке колебаний системы во времени. Вторая пластина 4, начиная с точки О, должна снимать стружку периодически меняющейся ширины. Сила резания Р, а следовательно, и ее составляющая Ру, периодически модулируется частотой, равной частоте колебаний системы. Установим взаимовлияние возникающих колебаний и их влияние на общие вибрации инструмента,
Пусть колебательная система имеет массу т, жесткость К, постоянную затухания С.
Положение режущей кромки инструмента относительно среднего положения при первом проходе обозначим через yi, при втором - через уа, приняв направление вверх за положительное.
Глубина резания в каждый момент времени при снятии первой стружки
ti ti -yi. При снятии второй стружки
Х21 t2-y2 + yi.
Силу резания выразим через коэффициент глубины V. который определяет степень воздействия процесса резания на колебательную систему и равен отношению приращения силы d P, действующей на колебательную систему, Ј величине деформации у, умноженному на косинус угла р между плоскостью колебаний и плоскостью, перпендикулярной к режущей кромке.
В нашем случае
г
dP
cosy),
«;
главный угол в плане. Сила резания равна
Р щ. Составляющая
РУ rti cos/5, Введя обозначение
г г
имеем
Ру- ryt1.
Уравнение колеблющейся массы для движения в направлении у, при работе пер- вой пластины имеет вид
myi + Cyi + Kyi Руср-гу yi.(2)
Постоянная сила Руср не влияет на ха- рактер колебаний, поэтому
myi + cyi + (К + ry) yi 0.
(3)
Как известно, решение /равнения (3) 15 имеет вид
У1 sin(ovt + pyO, (4) 20
Cty v(lT+ гу )/т - ( С/2т у .
Таким образом, уравнение (4) описыва- ет форму волнистой поверхности после первого прохода.
Переменная глубина резания при втором проходе равна
t2 У1 - У2.
Сила резания изменяется в зависимости от координаты х согласно выражению
РУ2 ry(yi-y2).
Уравнение движения колебательной системы при втором проходе имеет вид
40тУ2 + Су2 + Ку2 (yi - У2)гу;
ту2 гу
+ Су2 + (К + гу)у2 гу yi 2j sin (ttyt ).
(5)
Следовательно, вид уравнения колебательного движения в направлении у при работе второй пластины определяется тем, что левая часть его совпадает с левой частью уравнения движения для первой пластины, а в правой части находится интеграл этого уравнения, умноженный на гу. Введем обозначения
D 2jryAy e /m; Р С/т:
q (К + ry)/m. Тогда уравнение (5) примет вид
У2 + Ру2 + РУ2 D sin (aij t +1/, ). (6) Как известно, общее решение неоднородного уравнения представляется как сумма какого-нибудь частного решения у этого уравнения и общего решения у соответствующего однородного уравнения. Как было показано, общее решение однородного уравнения имеет вид
У2 2jAy е sin ( My t + )
Частное решение неоднородного уравнения ищем в форме
у
У2 М cos/3t + N .
В последнем выражении частота колебаний /3 равна частоте колебаний внешней силы Ру2. Как указывалось, причиной возникновения периодической внешней силы является регенеративный след на обработанной поверхности, профиль которого соответствует развертке колебаний первой пластины во времени. Как было установлено в результате решения уравнения (3), частота этих колебаний равна fty Таким образом, сила Ру2 периодически модулируется частотой о)у, равной частоте колебаний первой пластины
/3-ov
С учетом последнего выражения У2 М cos My t + N sin My t.(7)
Определяя значения М и N подстановкой выражения (7) в исходное дифференциальное уравнение, найдем частное решение неоднородного уравнения, которое имеет вид
- - Я sln (У +
Общий интеграл уравнения (6) равен
У2 у2 + у2
-2jAe 1 sin (Myt +py2) +
Dsln (Myt +УУ ) V(g-a$y +
Обозначив
Dv
имеем
У2
mV(g-ft#y+P a$ sin ( +py2) +
+ 2 j Av e ;l Dy sin ( djy t + yv ) . (9)
Уравнения волнистой поверхности для первой (4) и второй (8) пластин выведены при условии, что они работают независимо друг от друга. Однако в рассматриваемом случае обе пластины жестко закреплены в одном корпусе, и. следовательно, результирующее колебательное движение у корпуса инструмента с пластинами подчиняется принципу суперпозиции и равно сумме колебаний, возбуждаемых первой и второй пластинами, т.е.
15
y yi + (sin(«jyt + + ) + sin ( My t + ) + Dy sin X
x(ftvt+)).(10)
В последнем выражении фазовые углы
и зависят от выбора точки начала
отсчета, а угол уОу - от соотношения амплитуд М и N. Сместив начало координат в на- чало первой синусоиды, получим
-Я
у 2jAye At (sin(Myt +
+ 1/-V ) + sin ft t + Dy sin (rty t + )) ,
(11)
где i/V W2 сдвиг фаз между колебаниями первой и второй пластин.
С другой стороны, фазовый угол YV мож- но представить в виде
W to .
где to время работы первой пластины до момента врезания второй;,
Шо - угловая скорость вращения. В свою очередь
45
50
to L/V,
где L - путь резания;
V - линейная скорость.
Эти величины выражаем следующим образом
L nx2 л: Do/2; V Ofe Do/2,
где пх - число оборотов, которое совершает заготовка до момента врезания второй пластины;
Оо - диаметр обработки.
Число оборотов
nx H/S
где Н - расстояние между пластинами, мм:
S - подача, мм/об
Подставив эти величины в уравнение (11), получим
W
0)0 Н 2 п D0/2 S W0 Do/2
2 тг H/S .
(12)
С учетом выражения (12) общие колебания инструмента описываются уравнением
у 2JAye t (sin(wyt+- |) +
О
+ Sin toy t + Dy sin (ft)y t +py)).(13)
Рассмотрим условия, при которых выражение (13) обращается в нуль, т.е. отсутствуют вибрации инструмента. Очевидно, при наличии первичных колебаний величина А всегда отлична от нуля. Поэтому для выяснения условий виброгашения приравняем к нулю выражение в скобках и решим его относительно i/)y . Предварительные расчеты показывают, что величина Dy на два порядка меньше амплитуд первых двух синусоид, поэтому в дальнейших расчетах с большой степенью точности величиной
Dy sin ( ft t + (fa ) можно пренебречь. Таким образом
sin 0)y t + sin ( Wyt + 2 тг H/S ) 0 ; sin % t - sin ( Wyt + 2 Jt H/S ) 0 ;
6ткуда
2 n H/S я(2 К + 1 ).
где К - целое число, находящееся в пределах от 23 до 949.
Окончательно имеем
H/S (2K+ 1)/2.
Таким образом, для повышения виброустойчивости системы путем гашения вибраций режущие пластины необходимо сместить в осевом направлении одну относительно другой на расстояние, связанное с величиной подачи соотношением (14),
В случае, если фазовый угол гру будет равным нулю или кратным 2 л , колебания будут синфазными и в результате сложения общие вибрации будут усиливаться. Это явление при определенных условиях можно использовать как источник дополнительных полезных вибраций, интенсифицирующих процесс резания Условие генерирования
дополнительных вибраций может быть записано в виде
2лН/5 я К. или
5H/S K.(15)
Таким образом, для создания радиальных колебаний, повышающих эффективность процесса резания, режущие лезвия должны быть смещены в осевом направле10 нии одно относительно другого на расстояние, связанное с величиной подачи соотношением (15).
Рассмотрим случай обработки по схеме деления подачи, когда нагрузка на инстру15 мент распределяется между режущими кромками, расположенными по диаметру инструмента, при этом вершины режущих кромок находятся в одной диаметральной плоскости и центральный угол между ними
20 равен 0(фиг. 3). Предположим, что колебания первой пластины обусловлены любыми случайными причинами, в результате чего образуется волнистая поверхность, которая может служить причиной регенеративного
25 эффекта, т.е. являться источником вторичных колебаний.
При этом вторая режущая пластина снимает стружку периодически меняющейся толщины, что обусловливает колебания ин 30 струмента в осевом направлении. Это явление может служить причиной резонансных колебаний в том случае, если в каждый момент времени векторы колебаний первой и второй пластин имеют одинаковое на35 правление. В противном случае, т.е. когда колебания имеют противоположные направления, в результате сложения общие вибрации инструмента могут снижаться. Рассмотрим условия возникновения
40 вторичных регенеративных колебаний и их влияние на общие вибрации инструмента. Положение режущей кромки пластины 3 относительно среднего положения (т.е. плоскости резания) обозначим через xi.
45 режущей кромки пластины 5 - через Х2.
Толщина среза в каждый момент времени при снятии первой стружки
50
ai ai -XL
при снятии второй стружки a2l a2-x2 + xi.
где ai и аа - номинальные толщины среза соответственно пластин 3 и 5.
По аналогии с рассмотренным случаем колебания инструмента вдоль оси X можно описать уравнением
mxi + C/1 f(K + rx)xi-0 (16)fV)+.DxSln()) (20) „ Аналогично уравнению (13) условие виб- Очевидно, уравнение колебательногорогашения определяется выражением движения вдоль оси X, вызванного переменной толщиной среза, аналогично уравнению 5tAt я( 21 4-1 1 (211 колеблющейся массы в направлении оси Y,
когда колебания вызываются переменной, чи находящееся в пределах
глубиной резания. Поэтому по аналогии сот 6 до 150
уравнением (3) решение уравнения (16) име- jrnnnn
л . Угловое расстояние между двумя режует видщими кромками можно записать следую1щим образом
xi 2jAxe At sln(Mxt+0 i). (17)
0 QJict0+Vb.(22)
гдеА С/2т;15
где to - время, за которое инструмент соверШх V( | 4- rx )/m - Я2 .шит часть оборота, соответствующую центральному углу в. Выражение (17) является уравнениемС другой стороны

| название | год | авторы | номер документа |
|---|---|---|---|
| Вибросверлильное устройство | 1988 |
|
SU1690966A1 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2007 |
|
RU2365469C2 |
| Виброгасящий резец | 1982 |
|
SU1087261A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| Способ токарной обработки | 1987 |
|
SU1502203A2 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| Режущая пластина | 1991 |
|
SU1798045A1 |


Изобретение относится к обработке металлов резанием и может быть использовано при обработке отверстий. Целью изобретения является повышение эффективности процесса резания путем управления вибрациями. Для осуществления способа используют инструмент с по меньшей мере четырьмя режущими пластинами, установленными попарно в радиальной и осевой плоскостях. Управление вибрациями инструмента в радиальной плоскости осуществляют изменяя расстояние Н между режущими пластинами в осевом направлении, а управление вибрациями в осевом направлении осуществляют изменяя центральный угол в между пластинами в радиальной плоскости. Для гашения вибраций режущие пластины смещены в осевом направлении на расстояние Н (2К + 1). где S - осевая подача мм/об, К - целое число, находящееся в пределах 23-949, а центральный угол между пластинами в радиальной плоскости равен 0 тг(2| + 1) 1 + + ( 30 . я п ) (Ох - частота осевых вибраций, Гц, п - частота вращения инструмента, об/мин, i - целое число, находящееся в пределах 6-150. Для возбуждения вибраций режущие пластины смещены в осевом направлении на расстояние Н S К. а центральный угол между пластинами равен 1 + (30о)х : яп ) 4 з.п ф-лы, 5 ил. сл с
развертки поверхности резания после пер- 20 вой пластины.
Переменная толщиь второй пластины равна
вой пластины.д яп
Переменная толщина среза при работе30
где п - частота вращения инструмента. 32И xi - Х2оц Из последнего выражения имеем
Сила резания изменяется согласно вы-to 30 В/жг
ражению
Рх2 rx(xi - ха). Подставляя значение to в формулу (22),
Уравнение колебательного движения до ПОЛУЧИМ при работе второй пластины имеет вид
0 300од/яп +VV.
тх2 + Сх2 + 1x2 (xi - Х2)гх;
Отсюда
тх2 + Сх2 + 0 + Гх)х2 rxxi.(18) 35
ух в( - 30 (Мх/я п ) .
Вид уравнения колебательного движения в направлении оси X при работе второйУчитывая выражение (21), имеем пластины аналогичен уравнению (6), описывающему колебания второй пластины при од/-1 30 оы , . ,„„. изменении глубины резания. Поэтому реше- яп ние уравнения (18) можно записать в виде
Таким образом, для гашения вибраций
Х2 2 j Ах е ( sin (oh t +0x5 ) +при Размеи ении режущих лезвий по диа,„45 метру инструмента конструктивные и техно+ Dx sin (шх t )) .логические параметры должны быть
мд)связаны соотношением (23).
Как указывалось,усиление вибраций
Как и-при переменной глубине резания. происходит в случае, если фазовый угол уравнения (17) и (19) описывают форму раз- 5Q i/ы равен 0 или кратным 2 л вертки поверхности резания при условии,
что пластины работают независимо друг отд/ i .„««
друга. Однако суммарные вибрации инстру- Ч j ) - 2 л: I.U4)
мента являются следствием сложения колебаний, вызываемых первой и второй 55 Таким образом, для повышения эффек- пластинами. Поэтому колебания инструмен- тивности процесса резания путем создания та вдоль оси X можно описать уравнениемосевых колебаний инструмента режущие
лезвия размещают по диаметру инструменх 2 ) Ахе (sin(Ух t + sin ((Uxt +та, причем конструктивные параметры связаны соотношением (24).
Формула изобретения
Н
2 К + 1
где Н - осевое расстояние между лез- 30 виями, мм;
S - осевая подача, мм/об;
6 8 фцц.11
0
5
0
5
К - целое число, находящееся в пределах от 23 до 949.
р gr(2i + 1) 1 , ЗОоь
где в - центральный угол между пластинами, рад;
(М - частота осевых вибраций, Гц;
п - частота вращения инструмента, об/мин;
I - целое число, находящееся в пределах от 6 до 150.
2я1
1 +
30 а
ЯП
Обрабатываемая поверхность
Поверхность®аг- Ъ
резания
Обработанная поверхность
#W2
UV
Ри..5
| Способ обработки отверстий | 1985 |
|
SU1323248A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
