Изобретение относится к машиностроению и может быть использовано при механической обработке.
Цель изобретения - упрощение способа и расширение технологических возможностей за счет использования способа в условиях прерывистого резания, обработки с переменным припуском и инструментом с криволинейной поверхностью.
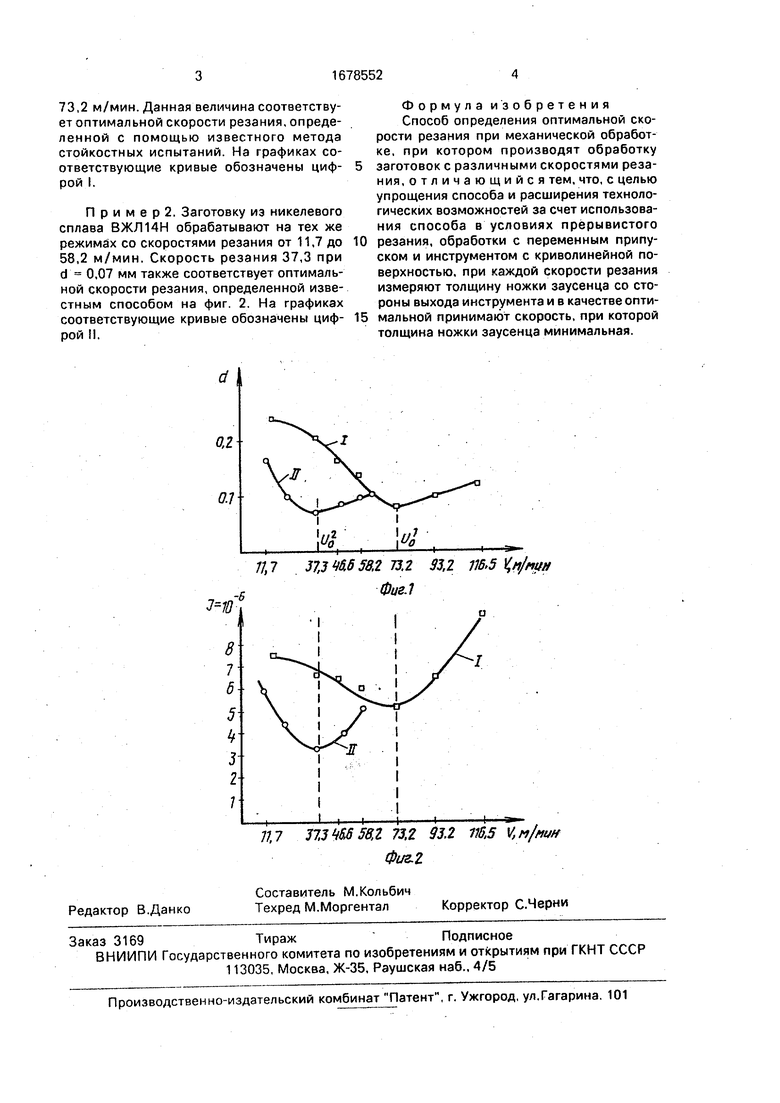
На фиг. 1 представлен график зависимости средней толщины основания ножки заусенца, образованного на обработанной детали со стороны выхода режущего инструмента, от скорости резания при торцевом фрезеровании двух различных материалов; на фиг. 2 - график линейной интенсивности износа режущих кромок торцевой фрезы (определяется как отношение величины износа к пути резания режущей кромки) также при торцевом фрезеровании двух различных материалов.
Для обработки берут заготовку и производят обработку ее при различных скоростях v резания при постоянной подаче на зуб. Для каждой скорости на выходе инструмента измеряют толщину ножки заусенца d. Строят график зависимости толщины ножки заусенца от скорости реза ния. Из графика определяют, что скорость резания при минимальной толщине ножки заусенца считают оптимальной. Эта скорость соответствует скорости, определенной из графика зависимости между скоростью резания и износом I режущих кромок фрезы (фиг. 2).
Пример. Призматическую заготовку из жаропрочной стали ХН35ВТЮ обрабатывали торцевой твердосплавной фрезой диаметром 106 мм на скоростях резания 12,6-116,5м/мин при постоянной подаче на зуб 0,037 мм. Глубина резания 1,5 мм. СОЖ 4% АКВОЛ ЮМ. Время обработки 30 с. На выходной стороне детали измерялась толщина основания ножки заусенца с точностью 0,01 мм. Как следует из графика на фиг. 1, скорость резания, при которой осно- ваниеножки достигает минимума, равна
(Л
С
о
00
ел ел
к
73,2 м/мин. Данная величина соответствует оптимальной скорости резания, определенной с помощью известного метода стойкостных испытаний. На графиках соответствующие кривые обозначены цифрой I.
П р и м е р 2. Заготовку из никелевого сплава ВЖЛ14Н обрабатывают на тех же режимах со скоростями резания от 11,7 до 58,2 м/мин. Скорость резания 37,3 при d 0,07 мм также соответствует оптимальной скорости резания, определенной известным способом на фиг. 2. На графиках соответствующие кривые обозначены цифрой II.
0
5
Формула изобретения Способ определения оптимальной скорости резания при механической обработке, при котором производят обработку заготовок с различными скоростями резания,отличающийся тем, что, с целью упрощения способа и расширения технологических возможностей за счет использования способа в условиях прерывистого резания, обработки с переменным припуском и инструментом с криволинейной поверхностью, при каждой скорости резания измеряют толщину ножки заусенца со стороны выхода инструмента и в качестве оптимальной принимают скорость, при которой толщина ножки заусенца минимальная.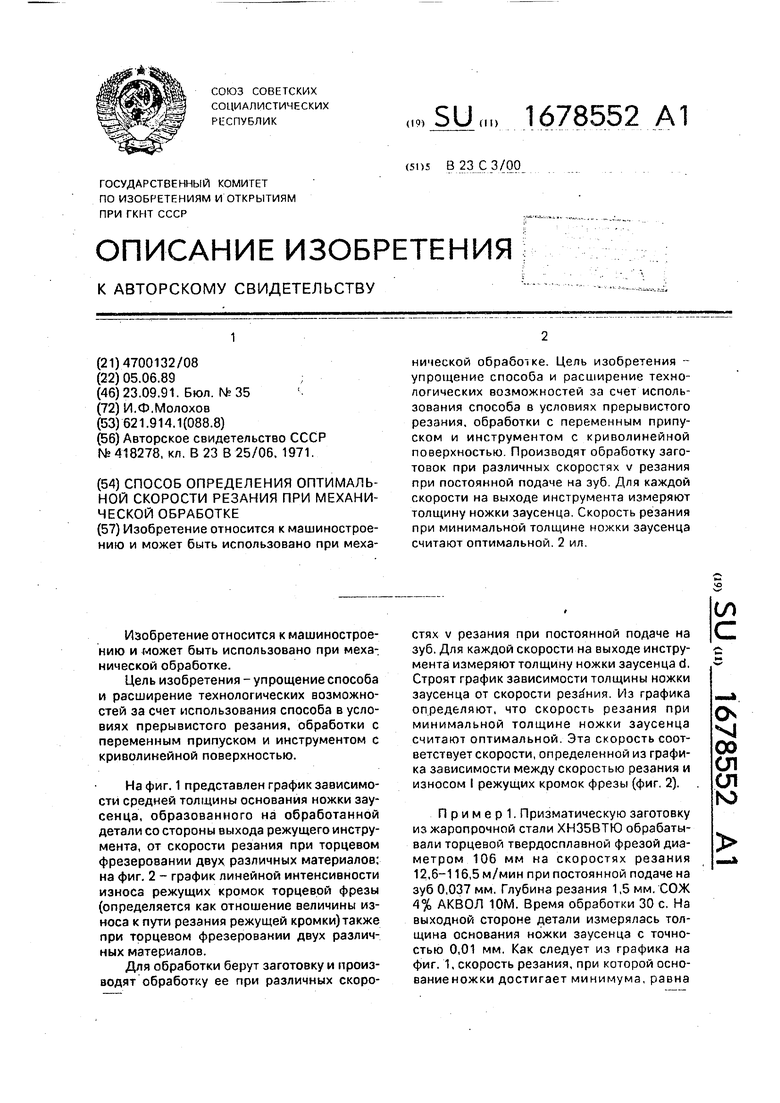
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании | 2019 |
|
RU2712154C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| Способ плоского фрезерования | 1987 |
|
SU1468683A1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
Изобретение относится к машиностроению и может быть использовано при механической обработке. Цель изобретения - упрощение способа и расширение технологических возможностей за счет использования способа в условиях прерывистого резания, обработки с переменным припуском и инструментом с криволинейной поверхностью Производят обработку заготовок при различных скоростях v резания при постоянной подаче на зуб Для каждой скорости на выходе инструмента измеряют толщину ножки заусенца. Скорость резания при минимальной толщине ножки заусенца считают оптимальной. 2 ил.
0.1
77,7 37,3 Ш 58,2 73.2 93,2 118.5 Щ/цш
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИРЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕМЕТАЛЛОВ СО СНЯТИЕМ СТРУЖКИ | 1971 |
|
SU418278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
