1
Изобретение относится к машиностроению и может быть использовано при фрезеровании деталей торцовыми фрезами.
Цель изобретения - повышение производительности и стойкости режушего инструмента.
Способ обеспечивает максимальное уменьшение износа и выкрашивания зуба фрезы в результате создания оптимальных условий процесса резания в связи с уменьшением воздействия на зуб касательных напряжений.
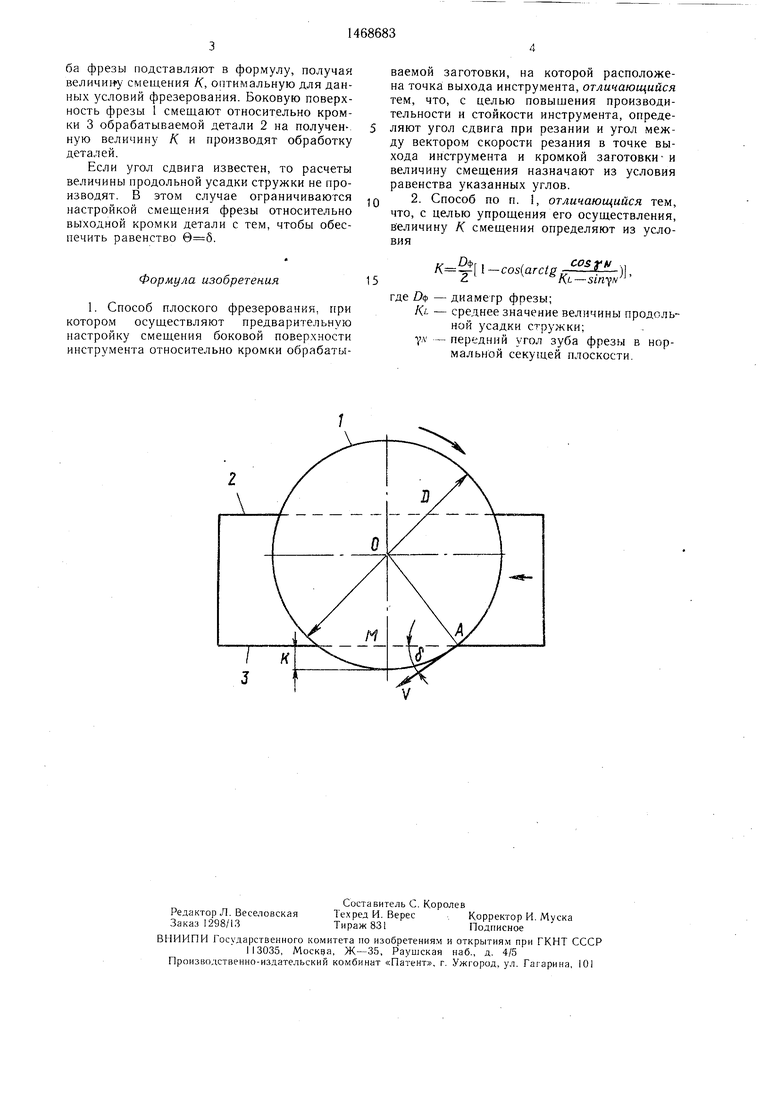
На чертеже представлена схема осуш.ест- вления предлож енного способа.
Согласно описываемому способу торцовая фреза 1 диаметром D обрабатывает заготовку 2 со смещением К относительно кромки 3 заготовки. Угол между вектором V скорости резания и кромкой 3 регулируется путем смещения фрезы 1 по оси, перпендикулярной направлению подачи заготовки, его устанавливают равным углу сдвига при резании 6. Угол б определяется из треугольника АОМ
Отсюда
8 arccos() /((l-cos6).
Угол сдвига в можно найти из известной формулы
@ arctg
cos
рг
KL sinyf
Так как , то путем подстановки получают формулу, по которой определяют величину смещения К.
Предложенный способ реализуется следующим образом.
Определяют значение угла сдвига для данного режима резания обрабатываемого и инструментального материалов путем определения величины продольной усадки стружки (среднее арифметическое значение) при кратковременном (0,5-1 мин) фрезеровании. После этого значения продольной усадки стружки, диаметра фрезы и переднего угла зуN
05
оо
05 СХ)
со
ба фрезы подставляют в формулу, получая величин у смещения /С, оптимальную для данных условий фрезерования. Боковую поверхность фрезы I смещают относительно кромки 3 обрабатываемой детали 2 на пoлyчeнv ную величину К. и производят обработку деталей.
Если угол сдвига известен, то расчеты величины продольной усадки стружки не производят. В этом случае ограничиваются настройкой смещения фрезы относительно выходной кромки детали с тем, чтобы обеспечить равенство .
ваемои заготовки, на которой расположена точка выхода инструмента, отличающийся тем, что, с целью повыщения производительности и стойкости инструмента, определяют угол сдвига при резании и угол между вектором скорости резания в точке выхода инструмента и кромкой заготовки и величину смещения назначают из условия равенства указанных углов.
2. Способ по п. , oтлuчaюu uйcя тем, что, с целью упрощения его осуществления, величину К смещения определяют из условия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки поверхностей заготовок | 1987 |
|
SU1484474A1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
Изобретение относится к машиностроению и может быть использовано при фрезеровании деталей торцовыми фрезами. Цель изобретения - повышение производительности, стойкости режущего инструмента. Указанная цель достигается максимальным уменьшением износа и выкрашивания зуба фрезы путем создания оптимальных условий процесса резания. Предварительную настройку смещения боковой поверхности фрезы относительно кромки обрабатываемой детали, на которой расположена точка выхода инструмента, осуществляют из условия равенства угла между вектором скорости резания в точке выхода инструмента и кромкой детали, на которой расположена указанная точка, углу сдвига при резании. Для упрощения осуществления способа величину смещения определяют из зависимости K(){ - cos{arctgX X(cosyi :(K.L-sinyN))}, где К - величина смещения; Оф - диаметр фрезы; К - - среднее значение величины продольной усадки -стружки; Y V - передний угол фрезы в нормальной секущей плоскости. 1 з.п. ф-лы, 1 ил.
Формула изобретения
. Способ плоского фрезерования, при котором осуществляют предварительную настройку смещения боковой поверхности инструмента относительно кромки обрабаты15
-cos(arctg- 4) KL-sin
диаметр фрезы;
среднее значение величины продольной усадки стружки;
передний угол зуба фрезы в нормальной секущей плоскости.
| Аврутин С | |||
| В | |||
| Фрезерное дело | |||
| М.: Профтехиздат, 1963, с | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
