Изобретение относится к абразивной обработке материалов, в частности шлифованием, и предназначено для осуществления врезного шлифования деталей в условиях мелкосерийного производства.
Цель изобретения - повышение производительности шлифования.
На фиг.1 показан вид шлифовальный круг, вид спереди; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1.
Абразивный круг состоит из корпуса 1 с конической базирующей поверхностью 2, на которую установлено абразивонесущее кольцо 3, имеющее аналогичную базирующую коническую поверхность.
На базирующей поверхности 2 корпуса 1 выполнены прорези 4, параллельные оси отверстий 5 в торце корпуса 1. В отверстие
5установлены втулки 6, в отверстиях которых размещены крепежные винты 7, вкрученные в резьбовые отверстия 8 корпуса 1. Винты 7 во втулах 6 зафиксированы от осевых перемещений с помощью разрезной шайбы 9, установленной в кольцевой про- тчоке 10 на винте 7 со стороны, обратной головке винта с внутренним шестигранником 11 под ключ.
На цилиндрической поверхности втулок
6выполнены пересекающиеся под прямым углом осевой паз 12 и кольцевая проточка 13, два угловых паза 14, а на торцовой поверхности - два отверстия 15 под ключ.
В абразивонесущем кольце выполнены проточки 16, в которые закреплены пальцы 17 таким образом, что они проходят через прорези 4 и контактируют с боковой поверхностью кольцевой проточки 13 Шарик 18, пружина 19, расположенная в отверстии 20, предназначены , для фиксации втулки 6 в двух положениях
Закрепление абразивонесущего кольца осуществляется следующим образом
Перед закреплением кольца 3 втулки 6, установленные на крепежных винтах 7 в отверстиях 5 корпуса 1, находятся в исходном положении, которое характеризуется тем, что пзз 12 втулок 6 совмещен с прорезью 4, выполненной на базирующей поверхности 2. Это положение втулки 6 фиксируется с помощью шарика 18, пружины 19, установленных в отверстии 20, в результате контакта шарика с поверхностью углового паза 14.
Абразивосодержащее кольцо 3 в процессе установки на базирующую поверхность 2 корпуса 1 пальцами 17, закрепленными в проточках 16, вводится через
прорезь 4 и паз 12 в кольцевую проточку 13. После этого втулки 6 с помощью ключа, введенного в отверстия 15, поворачивается на 90°, занимая рабочее фиксированное положение.
Затем, с помощью ключа, введенного в шестигранное отверстие 11, начинается последовательная затяжка крепежных винтов 7, вкрученных в резьбовое .отверстие 8, до возникновения нормальной силы на конической поверхности 2, способной исключить проворот абразивонесущего кольца 3 на ко- рупсе 1.
Раскрепление кольца осуществляется последовательным выкручиванием винтов
до момента, когда за счет действия разрезного кольца,установленного в проточке 10, через втулку 6, поверхность кольцевой проточки 13, пальцы 17, зажимные силы на поверхности 2 станут равными нулю. Затем
втулки 6 разворачиваются в исходное положение, и кольцо 3 снимается с корпуса 1.
Таким образом, при закреплении и раскреплении абразивонесущего кольца крепежные винты должны поворачиваться на
0,5-1 оборот, вместо их полного выкручивания из корпуса. В результате сокращается время на переналадку инструмента по высоте и форме рабочей поверхности при использовании набора колец и одного
корпуса, что повышает производительность процесса шлифования
Фор мула изобретения
Абразивный круг выполненный в виде корпуса и абразивонесущего кольца, зафиксированного на корпусе посредством втулок, и размещенных в их кольцевых прорезях опорных элементов, отличающ и и с я тем, что, с целью повышения производительности шлифования путем ускорения процесса закрепления абразивонесущего кольца, в последнем выполнены радиально расположенные отверстия, и
опорные элементы жестко установлены в них. при этом на каждой из втулок выполнен осевой паз, пересекающийся с кольцевой прорезью втулки.
15
11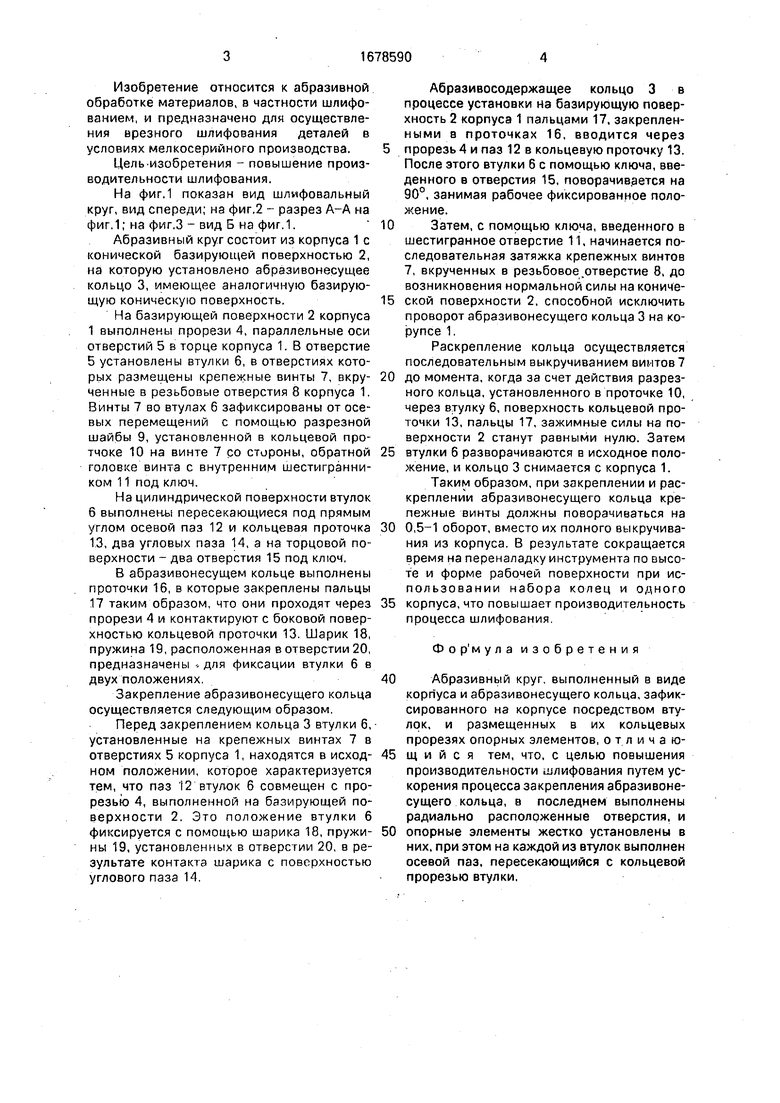
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1990 |
|
SU1771940A1 |
| Абразивный круг | 1987 |
|
SU1458188A1 |
| Абразивный инструмент | 1989 |
|
SU1645125A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| Абразивный инструмент | 1988 |
|
SU1604592A1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2300455C2 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2008 |
|
RU2390403C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| Устройство для шлифования | 1988 |
|
SU1516332A1 |

Изобретение относится к абразивной обработке материалов, в частности шлифованием, и предназначено для осуществления врезного-шлифования деталей в условиях мелкосерийного производства. J б 9 Ю Цель изобретения - повышение производительности шлифования. На базирующей поверхности 2 корпуса 1 выполнены прорези 4, параллельные оси отверстия в торце корпуса 1. На цилиндрической поверхности втулок 6 выполнены пересекающиеся под прямым углом осевой паз и кольцевая проточка 13. В абразифнесущем кольце/выполнены радиально.расположенные проточки 16, в которых закреплены опорные элементы - пальцы 17, входящие в прорези 4 с возможностью контакта с боковой повер/ хностью кольцевой проточки 13, 3 ил. А А 15 17 1} (Л 01 Ю
Фиг.1
ВидБ
/
