Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления деталей гибкой длинномерных прутков в нескольких плоскостях, например педали акселератора автомобилей.
Целью изобретения является повышение производительности и уменьшение габаритов.
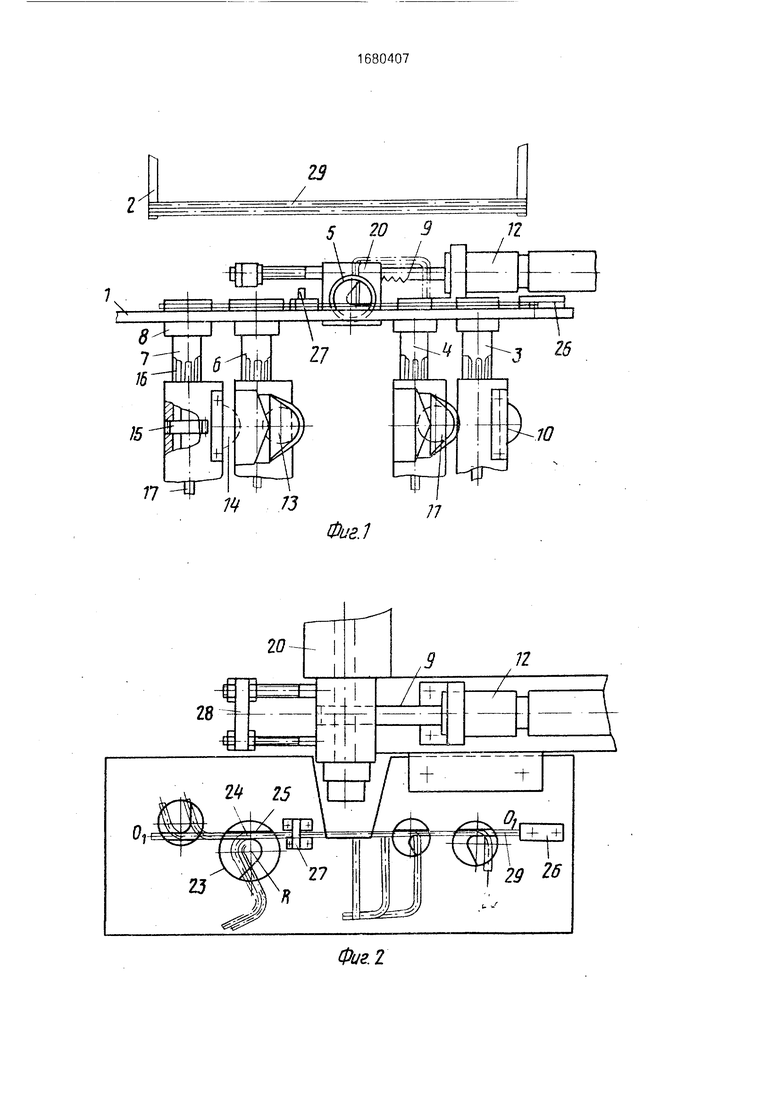
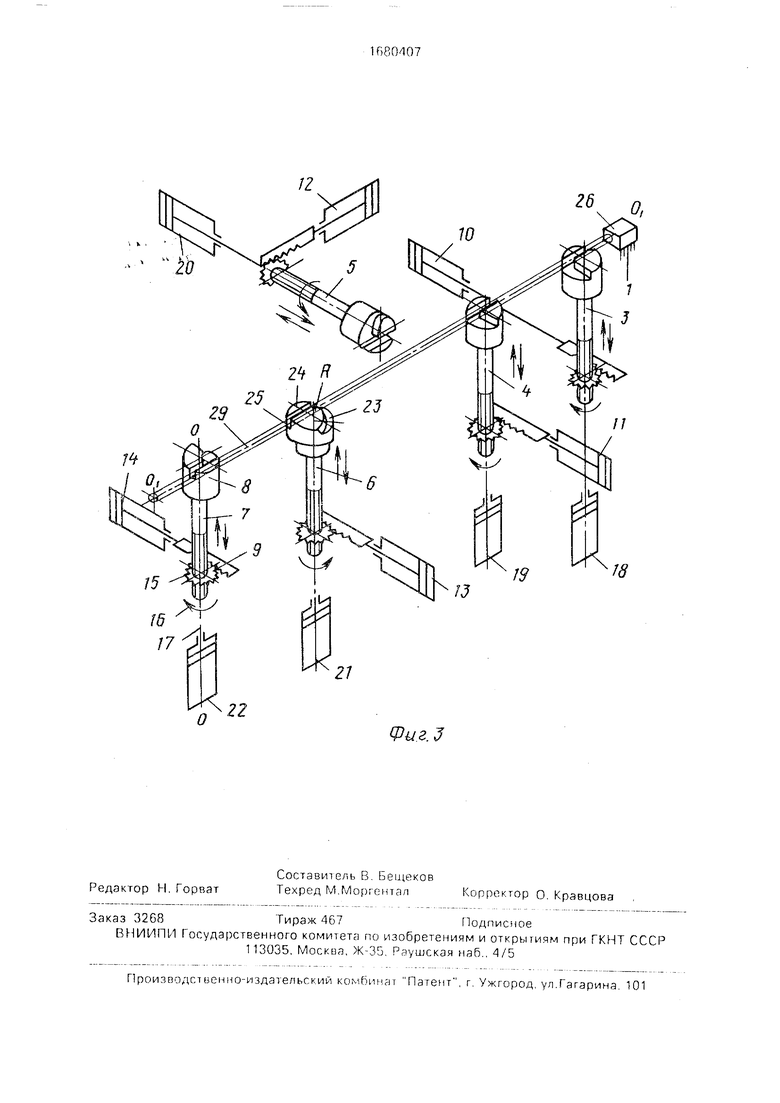
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - кинематическая схема устройства.
Устройство для пространственной гибки прутков содержит основание 1, на котором размещено загрузочное устройство 2 (на фиг. 1 показано условно) и гибочные инструменты 3-7. Количество последних определяется количеством гибов детали, в данном конкретном примере гибочные инструменты 3,4,6 и 7 выполняют гибку прутка в горизонтальной плоскости, а 5 - в вертикальной. Каждый из гибочных инструментов содержит корпус 8, соединенный через зубчато-реечные передачи 9 с соответствующими приводами 10, 11, 12, 13 и 14 поворота
вокр/г их продольной оси 0-0 Зубчатые шестерни 15 установлены в корпусе инструмента посредством шлицевого соединения 16 и связаны со штоками 17 соответствующих приводов 18-22 возвратно-поступательного перемещения гибочных инструментов в горизонтальной и вертикальной плоскостях. При этом изгиб прутка в горизонтальной плоскости осуществляют приводы 18, 19, 21 и 22, а в вертикальной- 20. Корпусы каждого гибочного инструмента 3-7 выполнены за одно целое с формующими и гибочными элементами, которые размещены на торцах инструментов и выполнены в виде соответственно секторной 23 и сегментной 24 частей, разделенных прорезью 25 для укладки прутка с шириной, соответствующей диаметру прутка. Радиус R при вершине секторной части каждого из гибочного инструмента является заданным и определяет требуемый радиус гибки прут ка в заданном месте. Расстояние между гибочными инструментами является также расчетным, учитывающим удлинение прутка при его изгибах Поэтому длина зато(Л
лмюет
Ч«МСЯ1
;О СО
О
:4
О
,Х|
товки прутка выбирается с учетом дальнейшего удлинения при его деформации.
Устройство содержит упор 26, определяющий исходное положение прутка при его загрузке, прижим 27 для его фиксации, а также упоры 28, компенсирующие пружи- нение прутка при изгибе.
Последовательность всех операций технологического процесса осуществляется в автоматическом режиме посредством системы управления устройства (не показана). Устройство работает следующим образом,
В исходном состоянии гибочные инструменты 3,4,6 и 7 установлены с помощью приводов 18, 19, 21 и 22 возвратно-поступательного перемещения и приводов 10,11,13 и 14 поворота в положение соосности прорезей 25 всех инструментов, которые одновременно служат и направляющими гибки. Инструмент 5 выведен из такого первоначального положения, однако его прорезь 25 расположена также в направлении оси . По команде из системы управления заготовка- пруток 29 из загрузочного устройства 2 подается непосредственно на гибочные инструменты 3,4,6 и 7, укладывается точно в соосно расположенные их прорези 25 до упора 26 и прижимается сверху прижимом 27. Далее включается привод 14, зубчато-реечная передача 9 которого через шестерню 15, шлицы 16 передает поворот гибочному инструменту 7 на заданный угол. Этот поворот приводит к воздействию на пруток 29 секторной 23 и сегментной 24 частей инструмента к изгибу прутка вдоль стороны, противоположной прорези, причем радиус R у вершины сектора и угол поворота самого инструмента определяет заданные параметры гибки. Одновременно с гибкой первого колена включается привод 20, который подводит инструмент 5 к прутку, легко надеваясь своей прорезью 25 нг него. Таким образом, пруток находится в прорезях всех инструментов.
После выполнения гибки по команде из системы управления срабатывает сначала
привод 24, шток 17 которого выводит инструмент 7 из зоны вне ее, причем шестерня 15 передачи остается неподвижной, а затем привод 14 через зубчато-реечную передачу
9, возвращающий повернутый инструмент в исходное положение. В результате гибочный инструмент освобождает изогнутый конец прутка.
Следующий сигнал поступает на инструментЗ, который посредством своего привода 10 обеспечивает описанным способом гиб- ку другого конца прутка 29 на заданный радиус в горизонтальной плоскости. Далее его привод 18 выводит инструмент 3 из рабочей зоны, прерывая контакт секторной и сегментной его частей с уже изогнутым прутком и освобождая его.
Гибка в горизонтальной плоскости еще двух колен осуществляется аналогичным образом инструментами 4 и 6, примем последовательность гибки принята изусловия полного учета удлинения каждого колена детали.
После этого осуществляется гибка в вертикальной плоскости. Подается команда,
включающая привод 12. выполняющий поворот инструмента 5 вокруг саоей оси 0-0 и обеспечивающий гибку прутка в вертикальной плоскости. Далее инструмент 5 последним из гибочных инструментов выводится из
рабочей зоны, отжимается прижим 27, полностью освобождая деталь для ее последующего съема и удаления за пределы устройства. Цикл закончен.
Формула изобретения
.Устройство для пространственной гиб- ки прутков, содержащее основание с гибочными инструментами в виде корпусов с формующими и гибочными элементами и ложементом для прутка, а также приводы по0 ворота элементов, отличающееся тем, что, с целью повышения производительности и уменьшения габаритов, формующий и гибочный элементы размещены на торце гибочного инструмента, выполнены за одно
5 (делое с его корпусом в виде соответственно секторной и сегментной частей, разделенных ложементом для укладки прутка.
I
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоколенной гибки труб | 1981 |
|
SU1017408A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Устройство для изготовления арматурных изделий | 1978 |
|
SU721167A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
15
77 Г
#
Фиг.1
Фиг, 1
П
18
Фиг.З
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
