(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки монтажных петель | 1975 |
|
SU738731A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Устройство для изготовления арматурных изделий | 1990 |
|
SU1785465A3 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Устройство для изготовления арматурных петель из проволоки | 1986 |
|
SU1359050A1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Автомат для изготовления деталей сложной конфигурации из арматурной проволоки | 1990 |
|
SU1712047A1 |
| Станок для гибки монтажных петель и анкеров | 1982 |
|
SU1096017A1 |
| Устройство для гибки монтажных петель | 1981 |
|
SU995977A1 |
1
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки.
Известно устройство для изготовлейия арматурных изделий, содержащее барабан и гибочные -ролики, расположенные эксцентрично и под углом к барабану 1. Однако на известном устройстве невозможно получить изделие, изогнутое в двух плоскостях.
Наиболее близким к изобретению является устройство для изготовления арматурных изделий, содержащее размещенные на корпусе механизм гибки заготовки, выполненный в виде пуансона и гибочных роликов, и механизм гибки концов заготовки, выполненный в виде двух пар пальцев, каждая из которых установлена с возможностью поворота вокруг общей оси, связанной с приводом 2. На известном устройстве могут быть изготовлены изделия, изогнутые в двух плоскостях. Однако оно не универсально.
Цель изобретения - обеспечение возможности регулировки длины изделия.
Для этого предлагаемое устройство снабжено механизмом плоскопараллельного перемещения пар пальцев, выполненным в виде размещенных в направляющих корпуса
симметрично относительно пуансона кареток с установленным на каждой из них диском, на котором закреплена пара пальцев, а привод выполнен в виде симметричной зубчато-реечной передачи, щестерни которой закреплены на соответствующих каретках и связаны с дисками.
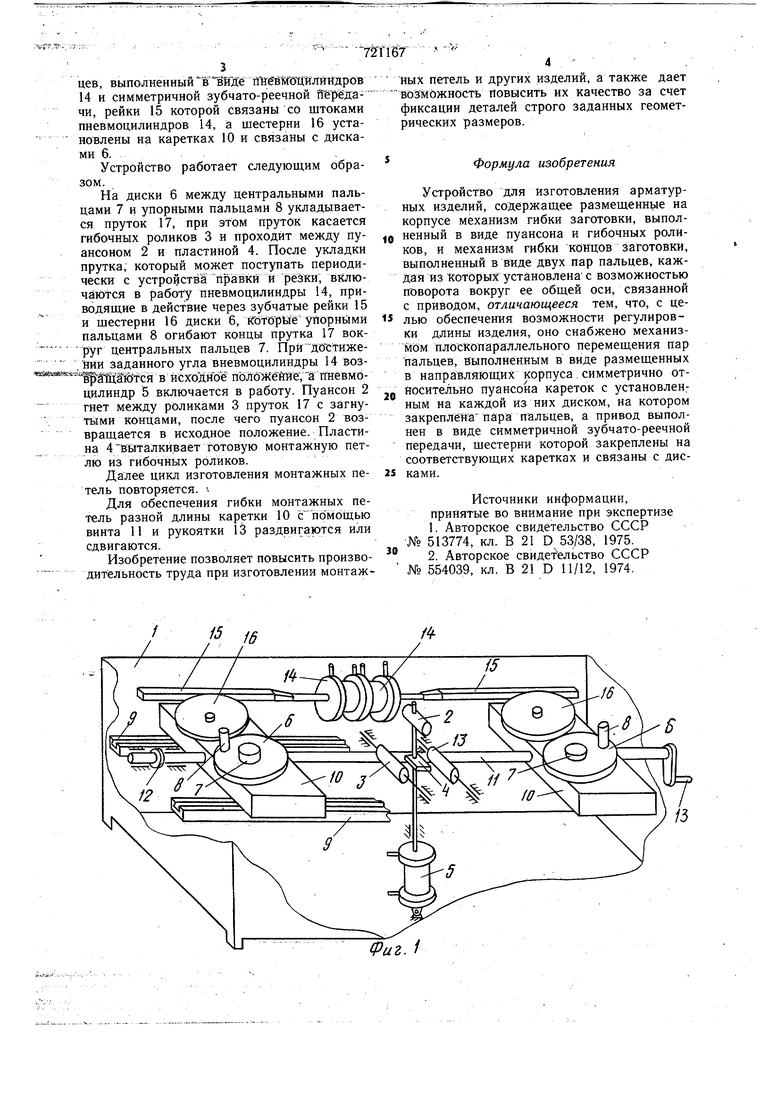
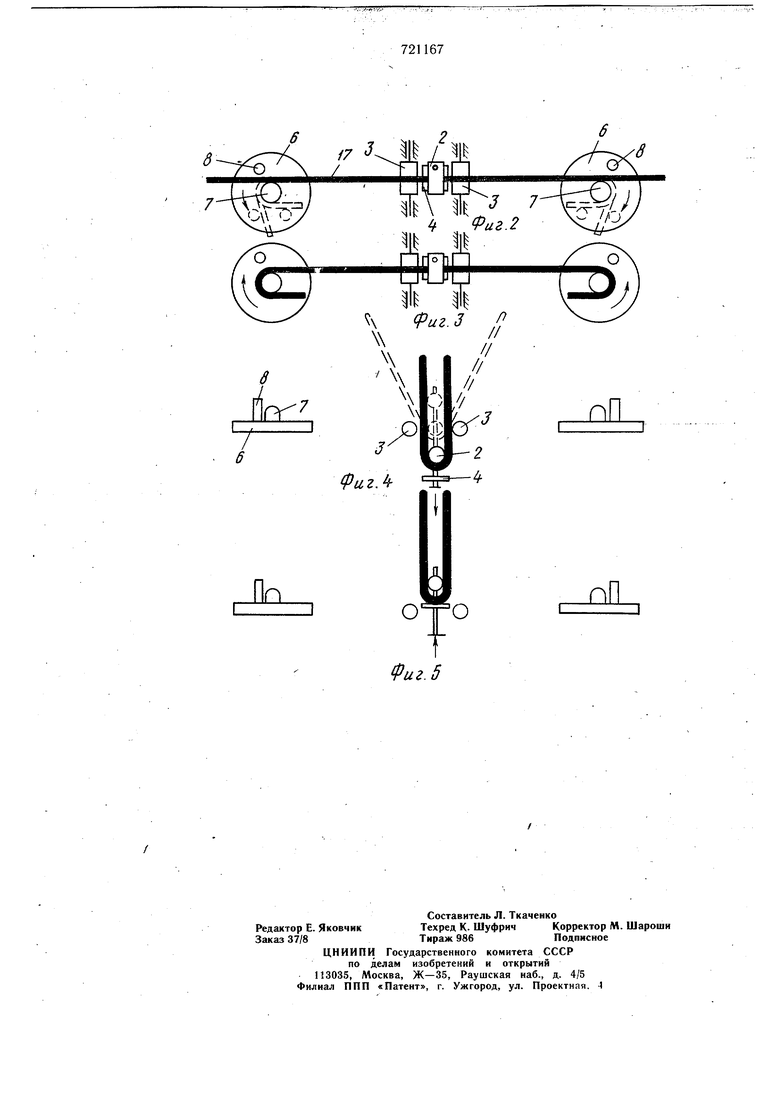
На. фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 и 3 - схема гибки концов заготовки; на фиг. 4 и 5 - схема гибки заготовки.
Устройство содержит корпус 1, на котором закреплен механизм гибки, содержащий пуансон 2 и гибочные ролики 3. Пуансон жестко связан с пластиной 4 и со щтоком пневмоцилиндра 5. На корпусе 1 установлен также механизм гибки концов заготов5ки, содержащий диски 6 с центральными пальцами. 7 и упорными пальцами 8, а также механизм плоскопараллельного перемещения пальцев, содержащий установленные в направляющих 9 каретки 10, связанные винтом 11 с правой и левой резьбой, имеющим на одном конце упорную щайбу 12, фиксирующую винт 11 от продольного пеперемещения при вращении рукоятки 13. Устройство содержит также привод пальцев, выполненный в ёиХёпнёбШТЦйлйВДров 14 и симметричной зубчато-реечной йёрёдачи, рейки 15 которой связаны со штоками пневмоцилиндров 14, а шестерни 16 установлены на каретках 10 и связаны с дисками 6. Устройство работает следующим образом. На диски 6 между центральными пальцами 7 и упорными пальцами 8 укладывается пруток 17, при этом пруток касается гибочных роликов 3 и проходит между пуансоном 2 и пластиной 4. После укладки прутка, который может поступать периодически с устройства правки и резки, включаются в работу пневмоцилиндры 14, приводящие в действие через зубчатые рейки 15 и шестерни 16 диски 6, КотбрШ упорнь1ми пальцами 8 огибают концы прутка 17 вокруг центральных пальцев 7. При ДОстнже,нии заданного угла вневмоцилиндры 14 воз fpftttlRJfCJ в йсходнШ полбжёйиеуа пиевмоцилиндр 5 включается в работу. Пуансон 2 гнет между роликами 3 пруток 17 с загнуТьши концами, после чего пуансон 2 возвращается в исходное положение. Пластина 4 выталкивает готовую монтажную петлю из гибочных роликов. Далее цикл изготовления монтажных петель повторяется. . Для обеспечения гибки монтажных петель разной длины каретки 10 с помощью винта 11 и рукоятки 13 раздвигаются или сдвигаются. Изобретение позволяет повысить производительность труда при изготовлении монтаж иг. ных петель и других изделий, а также дает воШожность йовысить их качество за счет фиксации деталей строго заданных геометрических размеров. Формула изобретения Устройство для изготовления арматурных изделий, содержащее размещенньш на корпусе механизм гибки заготовки, выполненный в виде пуансона и гибочных роликов, и механизм гибки концов заготовки, выполненный в виде двух пар пальцев, каждая из Itotopbix: установлена с возможностью поворота вокруг ее общей оси, связанной с приводом, отличающееся тем, что, с целью обеспечения возможности регулировки длины изделия, оно снабжено механизмом плоскопараллельного перемещения пар пальцев, выполненным в виде размещенных в направляющих корпуса . симметрично относительно пуансона кареток с установлен: ным на каждой из них диском, на котором закрепленапара пальцев, а привод выполнен в виде симметричной зубчато-реечной передачи, шестерни которой закреплены на соответствующих каретках и связаны с дисками. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 513774, кл. В 21 D 53/38, 1975. 2.Авторское свидет ельство СССР № 554039, кл. В 21 D 11/12, 1974. f
/7 i/
S
/ rfel
Пп
i 17 4 иг.2 1 1
Ч иг. 3 / //
Риг.5
