Изобретение относится к контактной стыковой сварке и может быть использовано преимущественно при сварке заготовок прокатных изделий, которые после сварки проходят последующую прокатку на сортопрокатных станах.
Цель изобретения - повышение качества обработки поверхности вследствие более полного удаления грата и предотвращение появление уступов, повышение экономичности способа, вследствие исключения операции зачистки,
Поставленная цель достигается тем, что в данном способе механической обработки заготовки прокатного изделия, сваренной контактной стыковой сваркой, при котором непосредственно после сварки на заготовке
размещают ножи, охватывающие поперечное сечение заготовки, заготовки и ножи перемещают в осевом направлении относительно друг друга, причем ножи на заготовке устанавливают на расстоянии А от стыка, равном половине длины участка радиальной деформации, заготовку и ножи перемещают в осевом направлении на расстоянии 2А, ножи дополнительно перемещают в поперечном направлении, при этом до стыка - в направлении к оси заготовки, а после стыка - от оси заготовки, причем максимальную величину перемещения В выбирают из выражения
В (0,04 - 0,08) -2А
На фиг.1 изображено сварное соединение до и после удаления грата (2А - длина
r-ff-f
«
учнстка радиальной деформации деталей; В
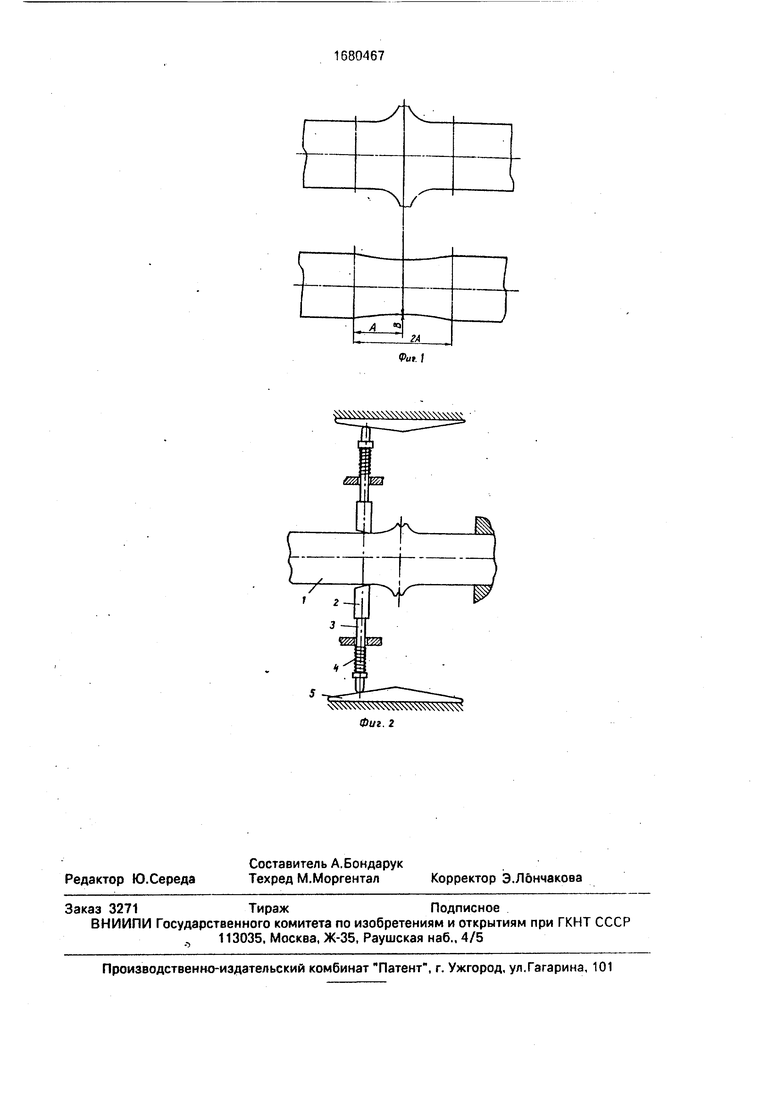
-величина максимального перемещения ножей в поперечном направлении); на фиг.2
-один из вариантов осуществления способа удаления грата.
На чертеже обозначены свариваемые детали 1, ножи 2 для удаления грата, шток 3, пружина 4, возвращающая ножи п исходное состояние, шаблон 5.
Количество выдавленного грата в значительной степени зависит от размера и тем- пературы зоны термического влияния оплавляемых деталей и припуска на осадку, которые для различных материалов деталей и режимов сварки могут быть различными.
Величина максимального перемещения ножей в поперечном направлении в направлении к оси заготовки определяется длиной участка радиального деформирования, величиной несоосности и отклонением деталей от формы. Все это учитывается формулой
В (0,04 - 0,08) -2А,
где 0,04-0,08 - коэффициенты, определенные опытным путем, которые учитывают возможные отклонения формы профиля свариваемых деталей и величину возможной несоосности деталей. Способ механиче- ской обработки заготовки прокатного изделия позволяет удалять грат без образования уступов, а также позволяет снизить вероятность появления окисных включений в зоне термического влияния, которые ведут к появлению в готовом прокате поверхностных дефектов типа раскатанных окисных включений и закатов.
Данный способ позволяет избежать появления брака, не применяя дополнительной обработки по снятию оставшегося грата, окисных включений и полученных уступов.
После окончания оплавления деталей возможны удаления грата по данному способу как машине, так и рядом с ней в зависимости от конструкции следующим
5 образом. В процессе перемещения сварочного соединения относительно гратоснима- теля во время прохождения ножами участка радиальной деформации им сообщают дополнительное перемещение в поперечном
10 направлении, при этом до стыка - в направлении к о;и заготовки, а после стыка - от оси заготовки. В результате происходит равномерное удаление грата по всему контуру детали независимо от ее отрицательного
15 или положительного отклонения.
Перемещение ножей в поперечном направлении возможно осуществлять различными методами, например при помощи шаблона, показанного на фиг.2.
20 Формула изобретения
Способ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение
25 заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью
30 повышения качества обработки, вследствие более полного удаления грата и предотвращения образования уступов, и экономичности способа, вследствие исключения зачистки, ножи размещают на расстоянии А
35 от стыка заготовки, равном половине длины участка поперечной деформации заготовки, перемещают в продольном направлении на расстояние 2А и одновременно дополнительно перемещают в поперечном направ40 лении, при этом до стыка перемещают к заготовке, после стыка перемещают от заготовки и максимальную величину поперечного перемеа1ения В выбирают из выражения В К 2А, где К- экспериментальный козф45 фициент, выбираемый в пределах0,04-0,08.
. А °
2А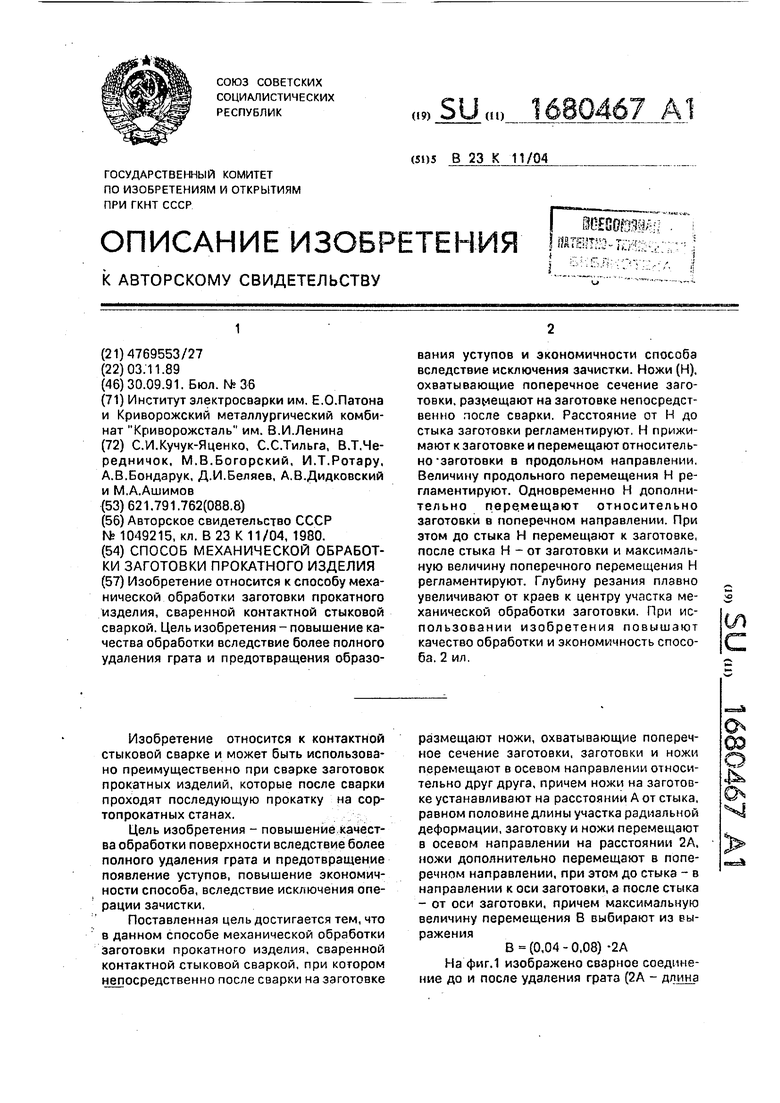

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки | 1990 |
|
SU1775255A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ШАХТНОЙ КРЕПИ | 1990 |
|
RU2009824C1 |
Изобретение относится к способу механической обработки заготовки прокатного изделия, сваренной контактной стыковой сваркой. Цель изобретения - повышение качества обработки вследствие более полного удаления грата и предотвращения образования уступов и экономичности способа вследствие исключения зачистки. Ножи (Н), охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки. Расстояние от Н до стыка заготовки регламентируют. Н прижимают к заготовке и перемещают относительно -заготовки в продольном направлении, Величину продольного перемещения Н регламентируют. Одновременно Н дополнительно перемещают относительно заготовки в поперечном направлении. При этом до стыка Н перемещают к заготовке, после стыка Н - от заготовки и максимальную величину поперечного перемещения Н регламентируют. Глубину резания плавно увеличивают от краев к центру участка механической обработки заготовки. При использовании изобретения повышают качество обработки и экономичность способа. 2 ил.
/
2
3 -
Фиг 2
TY
| Устройство для снятия грата при контактной стыковой сварке деталей | 1980 |
|
SU1049215A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
