Изобретение относится к контактной стыковой сварке и может быть использовано преимущественно при сварке заготовок прокатных изделий, которые после сварки проходят последующую прокатку на сортопрокатных станах.
Известен способ удаления грата при стыковой сварке, выбранный в качестве прототипа, в соответствии с которым грат удаляют непосредственно после осадки в горячем состоянии на сварочной машине, при этом подвижный зажим, за счет перемещения которого осуществляется осадка, освобождает деталь и отходит в первоначальное положение, после чего между стыком и подвижным зажимом вводится режущий инструмент, и вторичное быстрое перемещение подвижного зажима в направлении к неподвижному зажиму приводит в движение режущий инструмент, который удаляет грат.
После срезки грата данным способом остаются наплывы, которые ведут к дефектам типа раскатанных шлаковых включений и закатов при последующей прокатке. Наплывы образуются в результате высокой текучести металла.
Целью изобретения является повышение качества срезки грата в случае сварки заготовок, подлежащих последующей прокатке.
На фиг. 1а, б показано сварное соединение, полученное способом-прототипом и описываемым способом: на фиг. 2а, б. в циклы одного из вариантов реализации способа срезки грата при контактной стыковой сварке оплавлением.
После окончания цикла сварки и выдержки сварного соединения 1 под усилием осадки начинается цикл срезки грата, который осуществляется в два этапа. Сначала в неподвижной крпонне 2 приподнимается на
i.5 2 мм башмак 3 механизма зажагия. Подвижная колонна 4 вместе с изделием перемещается от колонны 2 на расстояние, необходимое для ввода режущего элемента 5 между колонной 2 и усилением сварного соединения. Режущий элемент 5 вводится между колонной 2 и усилением сварного соединения. Путем перемещения подвижной колонны 4 к колонне 2 срезается грат на величину, равную более 1/21, где I - длина усиления (желательно большую часть грата снимать на этом этапе, т.к. металл разогрет сильнее и требуетменьще усилий). Колонна 4 перемещается от колонны 2 на расстояние 1/21.
Затем башмак 3 механизма зажатия колонны 2 зажимает изделие, а башмак 6 механизма зажатия колонны 4 поднимается на 1,5-2 мм. Подвижная колонна 4 перемещается от колонны 2 на расстояние, необходимое для ввода режущего элемента. Режущий элемент вводится между усилением сварного соединения и колонной 4. Путем перемещения колонны 4 в направлении колонны 2 срезается оставшийся грат. Участок пути,пройденн1;1й инструментом на втором этапе,должен пересекать участок пути пройденный им на первом этапе.
Предложенный способ срезки грата применялся при контактной стыковой..с.йэлке оплавлением квадратнь1х заготовок 60x60 мм на экспериментальной установке.
С целью сравнения качества срезки грата, проводилась оценка качества срезки грата на сварных соединениях,полученных способом-прототипом и предложенным способом.
в первом случае грат со сварных горячих соединений срезался полУюстью, но во всех соединениях присутствовали наплывы.
Удаление грата в сварных соединениях второй партии производилось при помощи предлагаемого способа. Грат срезался полностью. Наплывов не было.
Формула изобретения
Способ срезки грата в горячем состоя НИИ на машине для контактной стыковой сварки, при котором непосредственно после окончания сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, о т личающийся тем, что, с целью повышения качества срезки грата в случае сварки заготовок, подлежащих последующей прокатке, срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок пути,пройденнь1й режущим инструментом на первом этапе.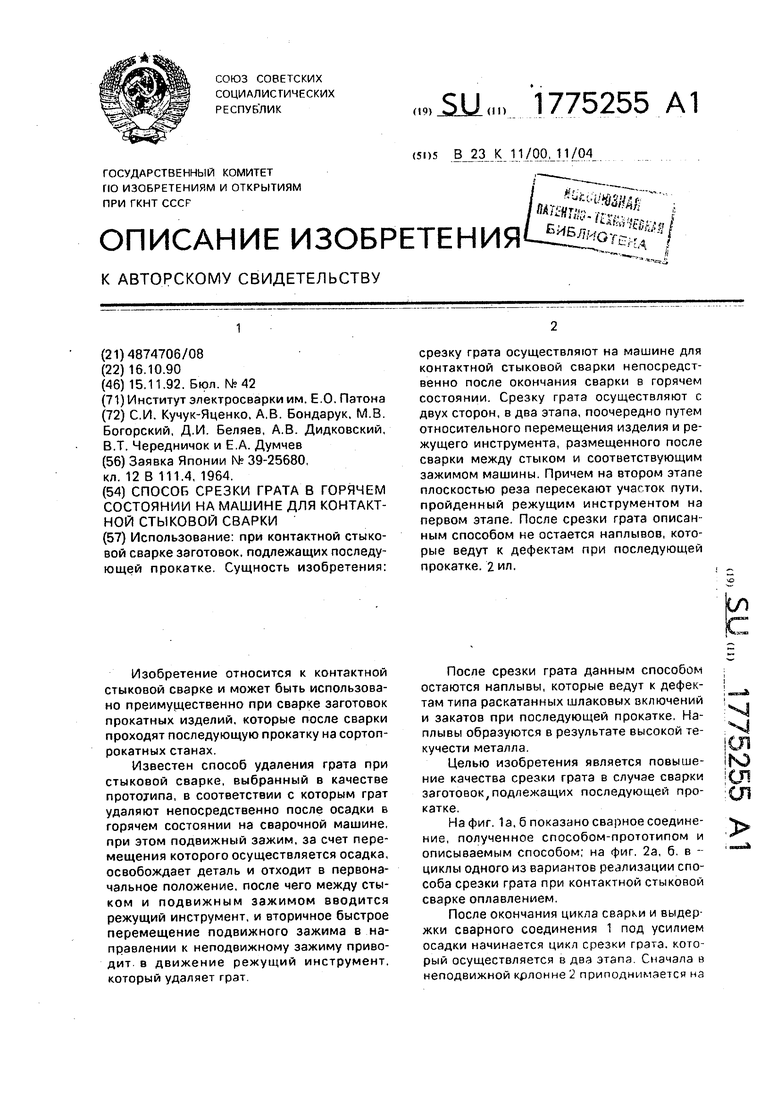
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления грата при контактной стыковой сварке | 1988 |
|
SU1613269A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Устройство для снятия грата при контактной стыковой сварке деталей | 1980 |
|
SU1049215A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1412903A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |

Использование: при контактной стыковой сварке заготовок, подлежащих последующей прокатке. Сущность изобретения:срезку грата осуществляют на машине для контактной стыковой сварки непосредственно после окончания сварки в горячем состоянии. Срезку грата осуществляют с двух сторон, в два этапа, поочередно путем относительного перемещения изделия и режущего инструмента, размещенного после сварки между стыком и соответствующим зажимом машины. Причем на втором этапе плоскостью реза пересекают участок пути, пройденный режущим инструментом на первом этапе. После срезки грата описанным способом не остается наплывов, которые ведут к дефектам при последующей прокатке. 2 ил.
фиг. 1
ф(/е. 2
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
