Предлагаемое техническое решение - прессовое соединение охватываемой втулки с охватывающей корпусной деталью - относится к механосборочному производству, а именно к соединениям типа корпус-втулка.
Из существующего уровня техники известно прессовое соединение деталей [1], которое содержит охватываемую втулку и охватывающую корпусную деталь и запрессованную между ними с натягом по наружной и внутренней поверхностям металлическую деформируемую втулку. Недостатком данного изобретения является то, что во время запрессовки втулка деформируется одновременно по всей длине.
Это приводит к тому, что при запрессовке в корпусную деталь, имеющую глухое отверстие, верхняя часть втулки под воздействием рабочего инструмента уже в самом начале процесса запрессовки «раздается» и упирается в стенки охватываемой и охватывающей деталей. За счет защемления верхней части втулки затекание материала втулки в нижнюю часть соединения затруднено, возрастает усилие запрессовки, контактные напряжения неравномерно распределяются по длине втулки, т.е. полученное прессовое соединение имеет пониженную надежность. Данные недостатки можно устранить, если использовать отожженную деформируемую втулку с пределом текучести, увеличивающимся от нижнего края втулки к верхнему, если отверстие в корпусной детали глухое.
В том случае если в корпусной детали отверстие сквозное, при запрессовке в корпусную деталь верхняя и нижняя часть втулки под воздействием рабочего инструмента уже в самом начале процесса запрессовки «раздаются» и упираются в стенки охватываемой и охватывающей деталей. За счет защемления плотное затекание материала в среднюю часть соединения затруднено, контактные напряжения неравномерно распределяются по длине втулки, т.е. полученное таким образом прессовое соединение имеет пониженную надежность. Данный недостаток можно устранить, если использовать отожженную деформируемую втулку с пределом текучести, увеличивающимся от середины к обоим краям втулки, если отверстие в корпусной детали сквозное.
На фиг.1 изображено прессовое соединение охватываемой втулки 1 с корпусной деталью 3 и установленной между ними с натягом по наружной и внутренней поверхностям металлической деформируемой втулки 2.
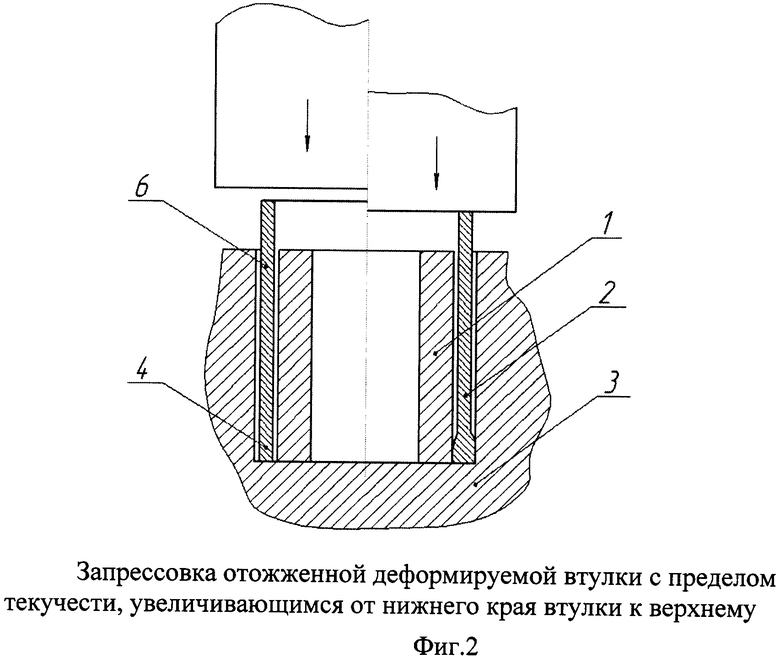
Перед запрессовкой в глухое отверстие металлическая деформируемая втулка подвергается отжигу ее нижней части. При этом обеспечивается увеличение предела текучести материала втулки от ее нижнего края к верхнему. При запрессовке (фиг.2) деформируемой втулки 2 в корпусную деталь 3, имеющую глухое отверстие, в первую очередь начинает деформироваться нижний участок 4 втулки, имеющий наименьший предел текучести, а верхний участок 6 при этом без защемления перемешается вдоль оси втулки вниз. Затем деформация распространяется на вышерасположенные участки втулки и материал втулки последовательно, снизу вверх заполняет зазор между охватываемой втулкой и охватывающей корпусной деталью, создавая при этом надежное соединение. За счет значительной пластической деформации втулка с одними и теми же исходными размерами может быть использована для большого диапазона зазоров, который возникает при изготовлении деталей с низкой точностью (т.е. с допусками более десятого квалитета точности).
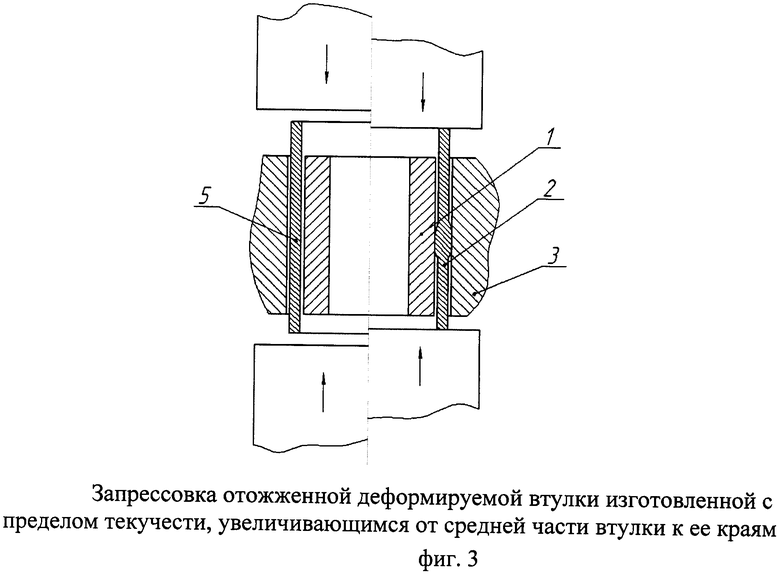
Перед запрессовкой в сквозное отверстие металлическая деформируемая втулка подвергается отжигу ее средней части. При этом обеспечивается увеличение предела текучести материала втулки от ее средней части к обоим краям. При запрессовке (фиг.3) деформируемой втулки 2, в корпусную деталь, имеющую сквозное отверстие, в первую очередь начинает деформироваться средний участок 5 втулки, имеющий наименьший предел текучести, а краевые участки при этом без защемления перемещаются вдоль оси втулки к ее средней части. Затем деформация распространяется на краевые участки втулки, и материал втулки последовательно заполняет зазор между охватываемой втулкой и корпусной деталью, создавая при этом надежное соединение.
Переменные свойства деформируемой втулки (изменение предела текучести материала втулки по высоте втулки) получают локальной термической обработкой (отжигом) втулки токами высокой частоты. В качестве материала втулки используют следующие металлы и их сплавы: сталь 15, сталь 10, ст08, 18ЮА, M1, Л68 и т.д., то есть материалы, имеющие пластическую деформацию до разрушения не менее 10% при стандартном испытании образцов этих материалов на растяжение. При этом отожженная деформируемая втулка обеспечивает повышенную надежность соединения охватываемой втулки с охватывающей корпусной деталью при изготовлении деталей с увеличенными допусками (более 10-го квалитета точности) на их изготовление и улучшает процесс сборки за счет снижения усилия запрессовки.
Описанное прессовое соединение охватываемой втулки с корпусной деталью используется на кафедре РДВУАС Бийского технологического института им. И.И.Ползунова в качестве опытного образца для соединения втулки коленчатого вала с корпусом ДВС.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления детали голова моторная и деталь, изготовленная данным способом | 2018 |
|
RU2678201C1 |
| Неразъемное соединение деталей | 1979 |
|
SU847539A1 |
| Способ запрессовки цилиндрических втулок в отверстия корпусных деталей | 2021 |
|
RU2761999C1 |
| Соединение законцовок труб из композиционных волокнистых материалов с металлическими деталями и способ его реализации | 2017 |
|
RU2669114C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ КРЕПЛЕНИЯ ВТУЛКИ В ГЛУХОМ ОТВЕРСТИИ КОРПУСНОЙ ДЕТАЛИ | 1994 |
|
RU2094153C1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ И СБОРНЫЙ ТОЛКАТЕЛЬ | 2010 |
|
RU2524476C2 |
| Способ сборки запрессовкой деталей с коническими сопрягаемыми поверхностями | 1988 |
|
SU1579699A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
Группа изобретений относится области машиностроения, в частности к прессовым соединениям типа корпус-втулка. Прессовое соединение деталей содержит охватываемую втулку и охватывающую корпусную деталь и запрессованную между ними с натягом по наружной и внутренней поверхностям металлическую деформируемую втулку. В первом варианте (когда отверстие в корпусной детали глухое) деформируемая втулка выполнена из материала, предел текучести которого увеличивается от ее нижнего края к верхнему, а во втором варианте (когда отверстие в корпусной детали сквозное) - от середины к обоим краям. Обеспечивается повышение надежности соединения деталей, имеющих большие допуски на их изготовление, и уменьшаются усилия запрессовки. 2 н.п. ф-лы, 3 ил.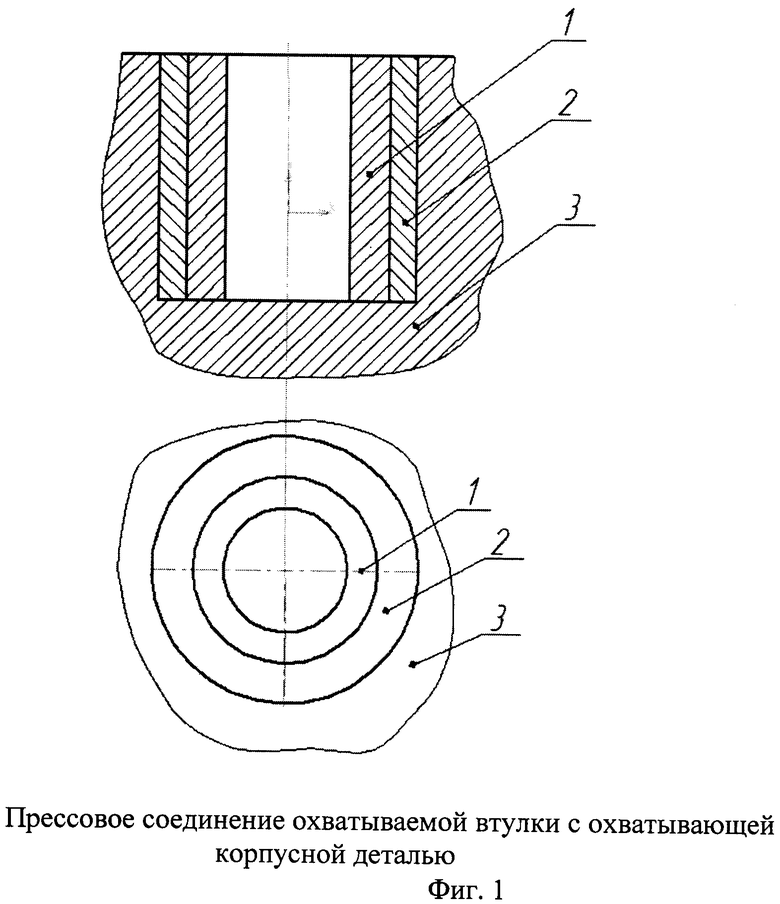
1. Соединение деталей с натягом, содержащее охватываемую втулку и охватывающую корпусную деталь с использованием запрессованной между ними с натягом по наружной и внутренней поверхностям металлической деформируемой втулки, отличающееся тем, что при корпусной детали, выполненной с глухим отверстием, используют отожженную деформируемую втулку, выполненную с увеличением предела текучести от ее нижнего края к верхнему.
2. Соединение деталей с натягом, содержащее охватываемую втулку и охватывающую корпусную деталь с использованием запрессованной между ними с натягом по наружной и внутренней поверхностям металлической деформируемой втулки, отличающееся тем, что при корпусной детали, выполненной со сквозным отверстием, используют отожженную деформируемую втулку, выполненную с увеличением предела текучести от середины к обоим ее краям.
| Способ соединения с натягом деталей типа вал-втулка | 1982 |
|
SU1060388A1 |
| СПОСОБ СОЕДИНЕНИЯ ОХВАТЫВАЮЩЕЙ И ОХВАТЫВАЕМОЙ ДЕТАЛЕЙ С ПОМОЩЬЮ КЛЕЯ | 1987 |
|
RU2019731C1 |
| КАРБУРАТОР ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1927 |
|
SU19862A1 |
| Статор электрической машины | 1985 |
|
SU1387102A1 |
| Способ изготовления неразъемных соединений деталей | 1985 |
|
SU1298032A1 |

