2. Способ по п.1, о т л и ч а ю - .щ и и с я тем, что в качестве оправки используют полимерную втулку с конической наружной поверхностью.
Изобретение относится к механосборочному производству, в частности к сборке узлов, работающих в условиях циклического нагружения, имеющих свертнзгю втулку, запрессованную с натягом в отверстие охватывающей детали,
Цель изобретения - повышение качества запрессовки, обеспечивающееся за счет применения оправки, выполнен ной из полимерного материала, охватывающей наружную поверхность сверт- ной втулки и срезаемой с поверхности втулки в процессе запрессовки.
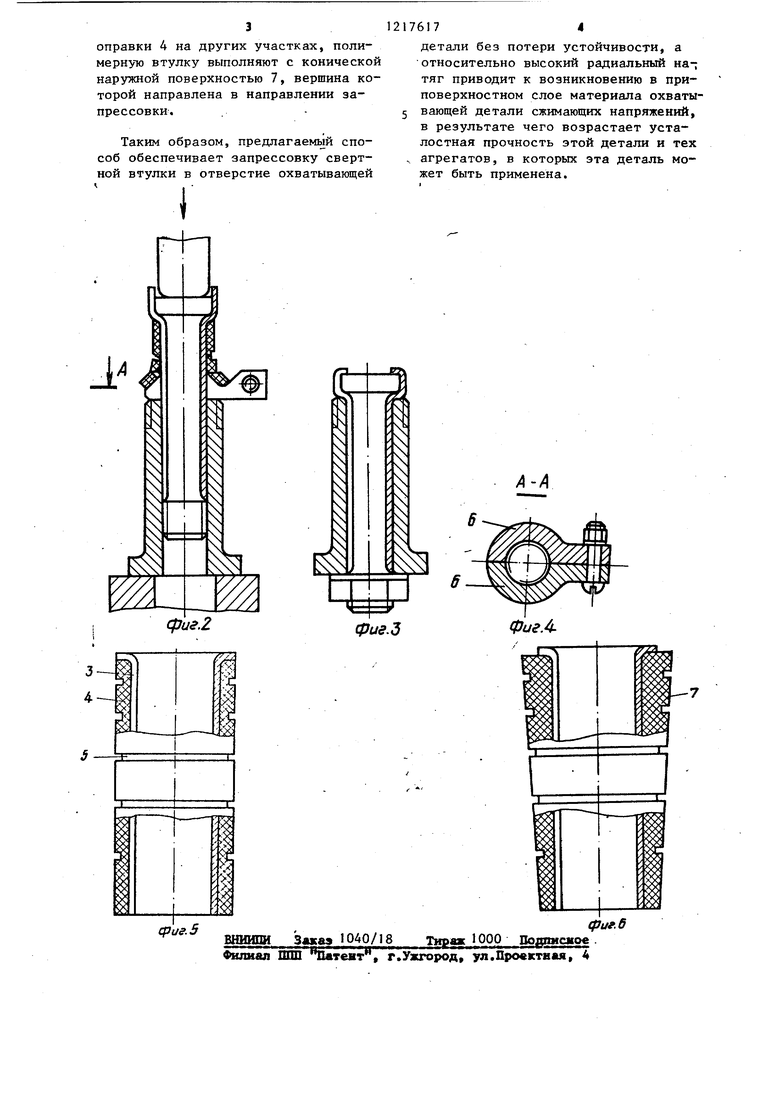
На фиг,1 изображен составной болт перед запрессовкой внутреннего элемента со свертной втулкой в отверстии пустотелой оси; на фиг.2 - то же в момент запрессовки; на фиг.З - то же, в момент окончания запрессовки; на фиг.А - разрез А-А на фиг.1; на фиг.З - используемая оправка в виде полимерной втулки; на фиг.6 -. полимерная втулка с конической наружной
поверхностью.
Способ реализован на примере сборки составных болтов в авиационных соединениях, работанидих на срез. Составной болт состоит из полой оси 1, внутреннего элемента 2, размещенного в полости оси 1 и тонкостенной свертной бронзовой втулки 3, расположенной между поверхностями полой оси 1 и внутреннего элемента 2 для уменьшения фреттинг-коррозии. Свертная втулка 3 устанавливается в отверстие охватывающей детали, например , полой оси 1, с повьшенным натягом для повьшгения долговечности составного болта. Для установки в отверстие оси 1 втулку 3 свертывают, размещают в свернутом положении в оправке 4 и осуществляют запрессовку свертной втулки 3 путем воздейст- ВИЯ усилия на втулку 3 и оправку 4
1217617
которую
располагают при запрессовке вершиной конуса по направлению к охватывающей детали.
5
О
5 0
5
0 5 о 5
одновременно, при этом в качестве оправки применяют полимерную втулку, выполненную с кольцевыми проточками 5 на наружной поверхности, расположенными на расстоянии, уменьшающемся в направлении, противополож- направлению запрессовки. В процессе запрессовки производят удаление оправки путем срезания ее в месте входа свертной втулки 3 в отверстие полой оси 1 съемным кольцевым резцом 6. Кольцевые проточки 5 по высоте оправки вьтолнены для того, чтобы материал оправки 4 срезался (обламывался) по этим проточкам, так как здесь поперечное сечение оправки ослаблено, и не допустить преждевременного срезания оправки 4 выше проточки, так как в этом случае свободная поверхность свертной втулки 3 окажется слишком большой и стенки втулки могут потерять устойчивость. По мере запрессовки свертной втулки 3 осевое усилие, приложенное к втулке, нарастает, поэтому длина свободного участка втулки, которая образуется после срезания очередного участка опрайки, должна уменьшаться, чтобы исключить возможность потери устойчивости незакрепленными стенками втулки,для чего расстояние между проточками 5 на поверхности оправки 4 должно уменьщаться по мере запрессовки. Величина расстояния между проточками 5 и изменение этой величины для различных вариантов соединения и для различных материалов будут в каждом конкретном случае свои. Глубина проточек должна быть достаточной для того, чтобы гарантировать срезание оправки по ослабленному сечению. Чтобы гарантировать срезание оправки 4 только в зоне входа сверт- ной втулки 3 в отверстие охватывающей детали и исключить разрушение
оправки 4 на других участках, полимерную втулку выполняют с конической наруткной поверхностью 7, вершина которой направлена в направлении запрессовки.
Таким образом, предлагаемый способ обеспечивает запрессовку сверт- ной втулки в отверстие охватывающей
12176174
детали без потери устойчивости, а относительно высокий радиальный натяг приводит к возникновению в приповерхностном слое материала охваты- 5 вающей детали сжимающих напряжений, в результате чего возрастает усталостная прочность этой детали и тех . агрегатов, в которых эта деталь может быть применена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления цилиндров поршневых машин | 1990 |
|
SU1754394A1 |
| Многороликовая раскатка | 1980 |
|
SU867623A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| Устройство для сборки цилиндрических свертных втулок | 1989 |
|
SU1722769A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2144861C1 |
| КРЕПЕЖНОЕ СРЕДСТВО ДЛЯ ЗАПРЕССОВКИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ В СОЕДИНЕНИЯХ С РАДИАЛЬНЫМ НАТЯГОМ | 2012 |
|
RU2504700C1 |
| Устройство для запрессовки полимерного материала в узлы крепления | 1988 |
|
SU1577996A1 |
| Способ соединения деталей с натягом | 1987 |
|
SU1622115A1 |

сриг.2
г
А-А
фие.З
1-п чtpl/f- 6
ВИИИПИ Заказ 1040/18 Тираж 000 Подписиое . Филиал ШШ Патент , г.Ужгород, ул.Проектная, 4
| Устройство для запрессовки преимущественно свертных втулок | 1981 |
|
SU1006153A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
