1
(21)4621123/33 (22)16.12.88 (46)30.09.91. Бюл. №36
(71)Центральный научно-исследовательский проектный и конструкторско-техноло- гический институт легких металлических конструкций
(72)В.Ф.Скударь и А.В.Рожков
(53)666.3.022.8 (088.8)
(56) Авторское свидетельство СССР № 738884, кл. В 28 В 3/26, 1978.
(54)ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПУСТОТАМИ
(57) Цель изобретения - повышение производительности и качества изделий путем совмещения процессов заполнения пустот и экструзии. Это достигается тем, что устройство имеет крышку со штуцерами для подачи композиционного материала и выполнено с распределительной полостью и сообщенными с ней выводными каналами, причем каждый дорн выполнен с продольным каналом, сообщенным с соответствующим выводным каналом задней стенки, а головная часть каждого дорна имеет сменную насадку. 32 з.п.ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2327563C2 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Способ изготовления электрического провода и вакуумируемая экструзионная головка для наложения оболочки на электрический провод | 1980 |
|
SU888216A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ СО ВСПЕНИВАНИЕМ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ФОРМОВАННЫЙ ДРЕВЕСНО-НАПОЛНЕННЫЙ ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ИЗ УКАЗАННОГО ФОРМОВОЧНОГО МАТЕРИАЛА, И СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТАКОГО ПЕНОПЛАСТА | 2010 |
|
RU2530047C9 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
Изобретение относится к производству строительных материалов, в частности к производству методом экструзии плитных изделий с продольными пустотами.
Цель изобретения - повышение производительности и качества изделий путем совмещения процесса заполнения пустот и экструзии.
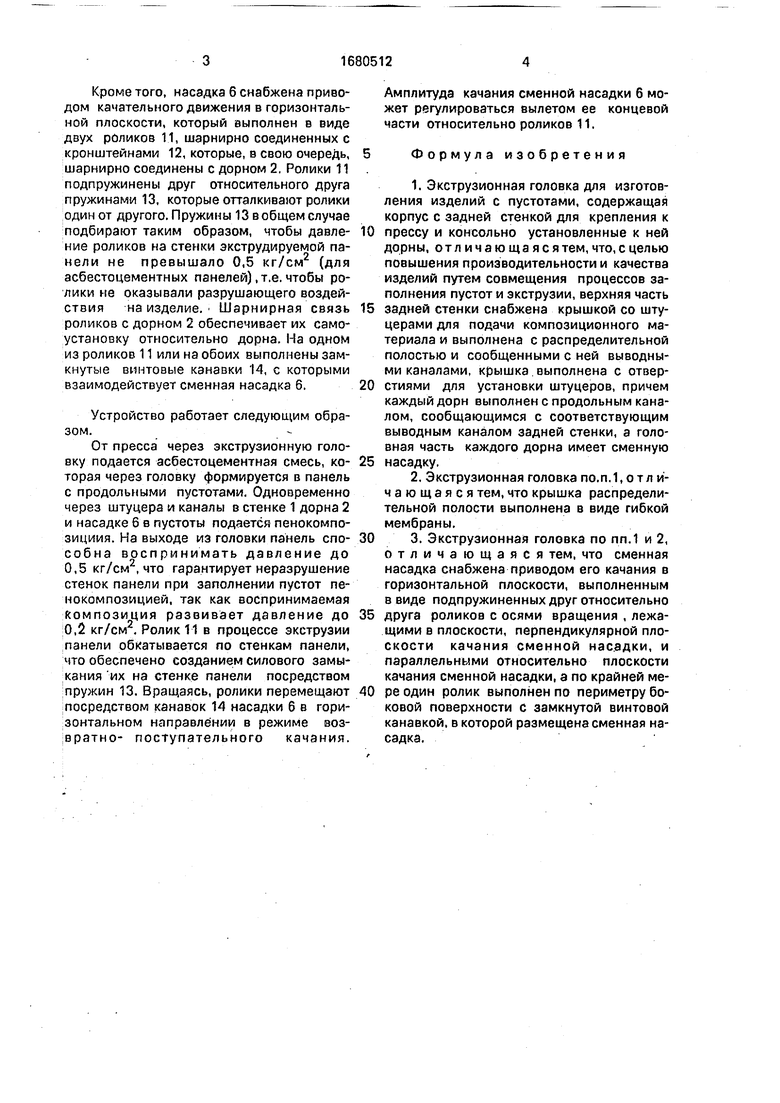
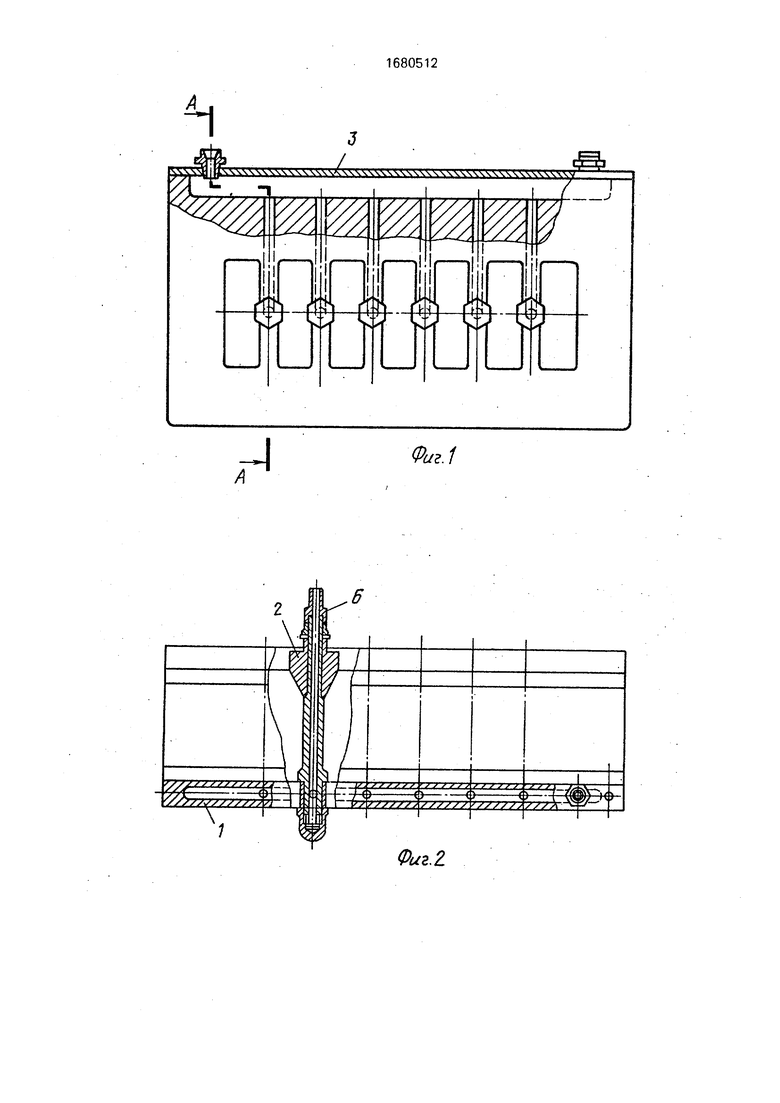
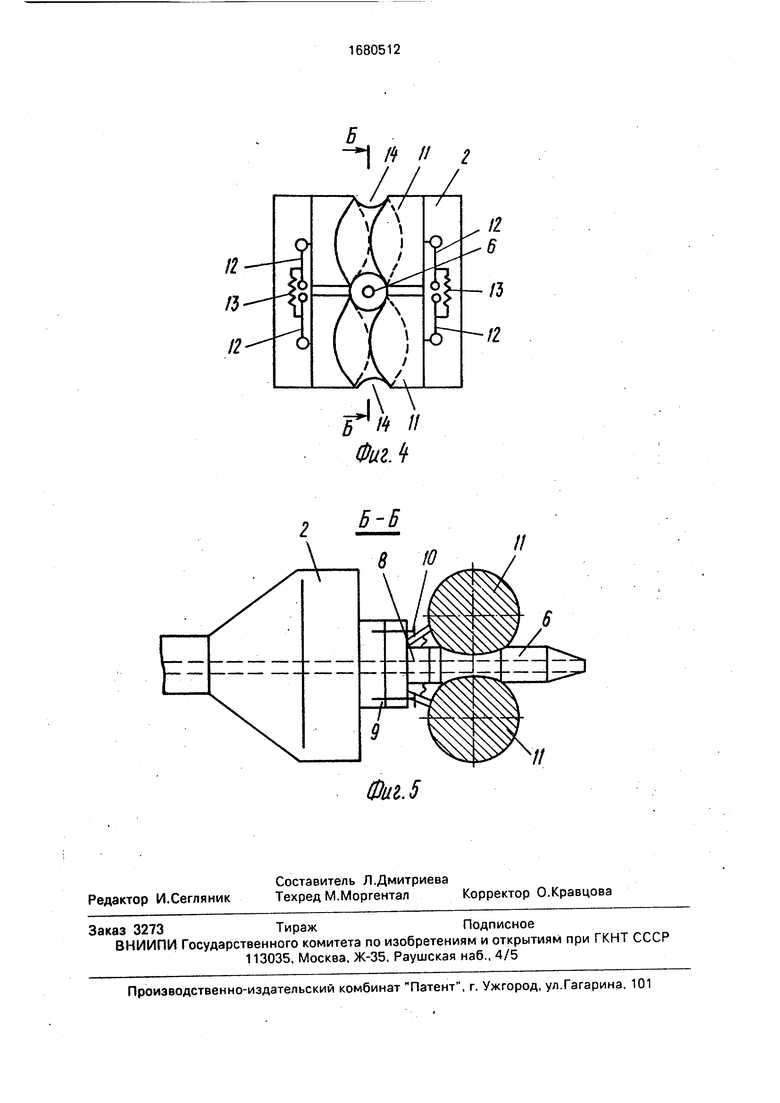
На фиг. 1 представлена экструзионная головка, вид со стороны задней стенки; на фиг. 2 - то же, вид сверху; на фиг.З - сечение А-А на фиг. 1; на фиг. 4 - привод качания сменной насадки; на фиг. 5- сечение Б-Б на фиг. 4.
В задней стенке 1, служащей для фиксации консольных дорнов 2 и крепления всей головки к прессу экструдера (не показан), выполнена в верхней части распределительная полость, замыкаемая крышкой 3. Крышка 3 выполнена с отверстиями, с ввинченными в них присоединительными штуцерами 4 для ввода композиционного материала вспениваемого пенопласта в распределительную полость, которая снабжена выводными каналами (по числу дорнов). Каждый дорн 2 выполнен с продольным каналом, заглушенным в хвостовой части пробкой 5 и отверстием.соосным с соответствующим выходным каналом задней стенки. В головной части каждый дорн 2 снабжен сменной насадкой 6.
Для взаимной фиксации выходного канала и отверстия в дорне служит штифт 7.
Крышка 3 выполнена в виде гибкой мембраны за счет ее деформации под воздействием нагнетаемой в распределительную полость композиции, создается перераспределение давления в распределительной полости (его выравнивание), что обеспечивает равенство давления в выходных каналах стенки.
Сменная насадка 6 присоединена к до- рну 2 через гибкий шланг 8 с фланцем 9. который крепится к дорну 2 винтами 10 Это позволяет насадке 6 совершать качатель ное движение в горизонтальной плоскости.
сл
с
о оо о сл
ю
Кроме того, насадка б снабжена приводом качательного движения в горизонтальной плоскости, который выполнен в виде двух роликов 11, шарнирно соединенных с кронштейнами 12, которые, в свою очередь, шарнирно соединены с дорном 2. Ролики 11 подпружинены друг относительного друга пружинами 13, которые отталкивают ролики один от другого. Пружины 13 в общем случае подбирают таким образом, чтобы давление роликов на стенки экструдируемой панели не превышало 0,5 кг/см2 (для асбестоцементных панелей), т.е. чтобы ролики не оказывали разрушающего воздействия на изделие. Шарнирная связь роликов с дорном 2 обеспечивает их самоустановку относительно дорна. На одном из роликов 11 или на обоих выполнены замкнутые винтовые канавки 14, с которыми взаимодействует сменная насадка 6.
Устройство работает следующим образом.
От пресса через зкструзионную головку подается асбестоцементная смесь, которая через головку формируется в панель с продольными пустотами. Одновременно через штуцера и каналы в стенке 1 дорна 2 и насадке 6 в пустоты подается пенокомпо- зициия. На выходе из головки панель спо- собна воспринимать давление до 0,5 кг/см2, что гарантирует неразрушение стенок панели при заполнении пустот пе- нокомпозицией, так как воспринимаемая композиция развивает давление до 0,2 кг/см . Ролик 11 в процессе экструзии панели обкатывается по стенкам панели, что обеспечено созданием силового замыкания их на стенке панели посредством пружин 13. Вращаясь, ролики перемещают посредством канавок 14 насадки б в горизонтальном направлении в режиме возвратно- поступательного качания.
Амплитуда качания сменной насадки 6 может регулироваться вылетом ее концевой части относительно роликов 11,
Формула изобретения
прессу и консольно установленные к ней дорны, отличающаяся тем, что, с целью повышения производительности и качества изделий путем совмещения процессов заполнения пустот и экструзии, верхняя часть
задней стенки снабжена крышкой со штуцерами для подачи композиционного материала и выполнена с распределительной полостью и сообщенными с ней выводными каналами, крышка выполнена с отверстиями для установки штуцеров, причем каждый дорн выполнен с продольным каналом, сообщающимся с соответствующим выводным каналом задней стенки, а головная часть каждого дорна имеет сменную
насадку.
друга роликов с осями вращения , лежащими в плоскости, перпендикулярной плоскости качания сменной насадки, и параллельными относительно плоскости качания сменной насадки, а по крайней мере один ролик выполнен по периметру боковой поверхности с замкнутой винтовой канавкой, в которой размещена сменная насадка.
CM
in о oo to
NJ i
/7-/
ФигЛ
5-5
