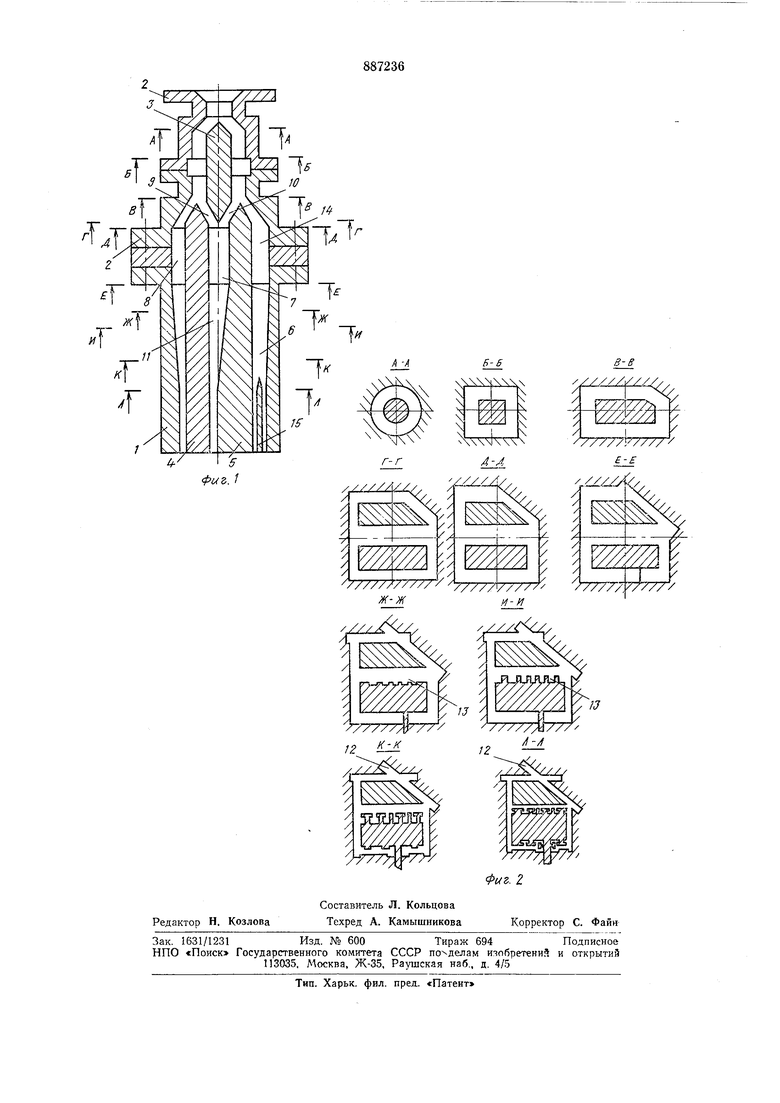
близки к критическим. Кроме того, экструзионная головка не позволяет плавно распределить полимер и получить необходимую конфигурацию изделия (например, выступы и пазы на поверхности). Цель изобретения - расширение технологических возможностей экструзионной головки за счет обеспечения изготовления асимметричных профильных изделий с разомкнутой щолостью, с пазами .и выступами на их поверхности. Достигается указанная цель благодаря тому, что в экструзионной головке для изготовления многополостных профильных полимерных изделий, содержащей корпус с каналом на входном участке, матрицу и профильные дорны переменного сечения с перемычками крепления, образующие с корпусом и матрицей каналы распределительного и формующего участков, согласно изобретению, один из дорнов размещен на входном участке экструзионной головки с образованием между ним и дорнамн распределительного и формующего участков каналов, сообщенных с каналом, размещенным между дорнами распределительного и формующего участков, а перемычка крепления одного из дорнов распределительного и формующего участков смещена относительно перемычки крепления другого дорна в направлении выхода из экструзнонной головки и смонтирована с образованием между ее поверхностями, дорном и матрицей профилирующего канала. Кроме Torq, р повцшения качества изделий ДОрн входного участка выполнен с увеличива1рщй 1ися по направлению выхода из экструзионной головки размерами я р неремен:н1ым профилем поперечного , представляющим собой сменяющие друг Друга по направлению вьтхода ИЗ эксфвузионной .Г9дав|{и круг, квддрат, прямоуголшик и пятиугдльник, профиль поверхности дор11а выбран повторяющим профиль поверхности корпуса. На распред л{1тел)Ном участку смещенная в сторону выхода из экструзионной :-рловк1} перрмь}чка снабжена профильнь мй вь1ртупами, причем переммчка и вЫт cTyijbi вьшрл-ншь в Виде дерпенджкулярHbix друг к другу Вдйньев. На распределительном участке на поверхнортях дррна н мзтрицы выполнены пазы с переменн-ь.щи по длине грдовки размерами с рбразрванием сужающихся к выходу из голррр и каналов для потока полимера. На фйГ. 1 показан пррдрльньщ разрез экструзйоннрй головки; ца фиг. 2 - поперечные сечения экструзирнной грловки. Экструзионная головка (фиг. J) состоит из матрицы, 1, корпуса 2, состоящего НС, 7RVY г1ягтей. соединенных между собой, и набора профильных дорнов 3, 4 и 5. Профильный дорн 5 соединен перемычкой 6 с матрицей 1. Перемычки 7 и 8 соединяЕот дорны 4 и 5 между собой и дорн 4 с матрицей 1. Экструзионная головка имеет входной участок между входным торцом головки и сечением В-В; распределительный участок между сечениями В-В и Л-Л и формующий участок, размещенный между сечением Л-Л и выходным торцом экструзионной головки. Профильный дорн 3, установленный на входном участке, имеет переменные размеры, увеличивающиеся по направлению к выходу из головки, а сечения его плоскостями, перпендикулярными к продольной оси головки, представляют собой сменяющие друг друга (фиг. 2) круг (сечение А-А),-квадрат (сечение Б-Б), прямоугольнИК (не показан) и пятиугольник (сечение В-В). Причем профиль поверхности дорна 3 повторяет профиль корпуса 2. Профильный дорн 3 в начале распределительного участка образует с щофильными дорнами 4 и 5 каналы 9 и 10, сообщенные с каналом 11, образованным поверхностями профильных дорнов 4 и 5. На формующем участке профильный дорн Б, соединенный с матрицей 1, смещенной в направлении выхода из головки пере1у ычкой 6, выполнен в виде прямоугольника с профильными пазами на поверхности (сечение Л-Л). Профильный дорн 4 на формующем участке выполнен в виде четырехугол,ной призмы (сечение Л-Л) со стороной, расположенной прд острым углрм к поперечной реи головки. Причем внутренняя поверхность матрицы 1 вы прлнена в виде пятиугольной призмы (сечение Л-Л) с профильньши пазами 12 на поверхности. На распределительном участке пазы 13 (сечениеЖ-Ж, И-И, К-К) на поверхности профильного дорна 5 выполнены переменных размеров по длине головки. В канале 14, рбразованном поверхностью ПРОФИЛЬНОГО дорна 5 и матрицы 1, установлена перемычка 6 с выступами 15 на поверхности. Причем перемычка 6 и выступы 15 на распределительном участке вьщрлрень ц виде взаимно рерпендикулярнщ к- иньев. Экртрузионная головка работает следующим . Перерабатываемой материа-д подается на входной унастРК голрвки (фиг. 1) через входнрй канал корпуса 2 и, обтекая профильный дорн 3, плавно подводится к распределительному участку грловки. Профиль канала экструзионной голрвки на входном участке между дррнрм 3 и корпусрм 2 позволяет предварительно распределит1з поток расплава полимера, обеспечивая при этом одинаковые напряжения сдвига и градиенты скорости на различных участках профиля. Затем расплав
полимера поступает на распределительный участок головки, в частности, через каналы 9 и 10 в канал 11, а также в другие распределительные каналы, которыми плавно подводится к формующему участку. Обтекая дорны 4 и 5 и перемычку 6, полимер проходит пазами переменного сечения 12 и 13 (фиг. 2, сечение Ж-Ж, И-И, К-К) и плавно подводится к формующему участку, что позволяет избежать напряжений сдвига, близких к критическим, и -обеспечить одинаковое поле напряжений в различных зонах распределительного участка. Далее полимер поступает на формующий участок и оформляется в изделие заданного профиля. В данной экструзионной головке перемычка 6, кроме крепления дорна 5, образует с матрицей 1 и дорном 5 на формующем участке профилирующий канал, оформляющий изделие, а на распределительном участке обеспечивает распределение и плавный подвод полимера к профилирующему каналу.
Данная экструзионная головка позволяет получить многополоспные асимметричные профили с разомкнутой лолостью, обеспечивает повышение качества изделий, снижает сопротивление экструзии и мощность привода, что даст эконймичеокий эффект около 10 тыс. руб. на одной головке при экструзии конкретного типоразмера профиля.
Формула изобретения
1. Экструзионная головка для изготовления многополостных профильных полимерных изделий, содержащая корпус с каналом на входном участке,, матрицу и профильные дорны переменного сечения с перемычками крепления, образующие с корпусом и матрицей каналы распределительного и формующего участков, отличающаяся тем, что, с целью расщиреиия технологических возможностей экструзионной головки за счет обеспечения изготовления асимметричных профильных изделий с разомкнутой полостью, с пазами и .выступами на их поверхности, один из
дорнов размещен на входном участке эгкструзионной голоаки с образованием между ним и дорнами распределительного и формующего участков каналов, сообщенных с каналом, размещенным между дорнами распределительного и формующего участков, а перемычка крепления одного из дорнов распределительного и формующего участков смещена относительно перемычки крепления другого дорна в направлении выхода из экструзионной головки и смонтирована с образованием между ее поверхностями, дорном и матрицей профилирующего канала. 2. Головка по п. 1, отличающаяся тем, что, с целью повышения качества изделий, дорН входного участка выполнен с увеличивающимися по направлению выхода из экструзионной головки размерами
и с переменным профилем поперечного сечения, представляющим собой сменяющие друг друга по направлению к выходу из экструзионной головки круг, квадрат, прямоугольник и пятиугольник, причем
профиль поверхности дорна выбран повторяющим профиль поверхности корпуса.
3.Головка по п. 1 и 2, отличающаяся тем, что, с целью снижения сопротивления экструзии, мощности щривода, иа
распределительном участке смещенная в сторону выхода из экструзионной головки перемычка снабжена продольными выступами, причем перемычка и выступы выполнены в виде взаимно перпендикулярных клиньев.
4.Головка по п. 1-3, отличающаяся тем, что на распределительном участке на поверхностях дорна и матрицы выполнены пазы с переменными по длине
экструзионной головки размерами с образованием сужающихся к выходу из экструзионной головки каналов для потока полимера.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 288994, кл. В 29 F 3/04, 1968.
2.Авторское свидетельство СССР № 433035, кл. B29F 3/04, 1972 (прототип).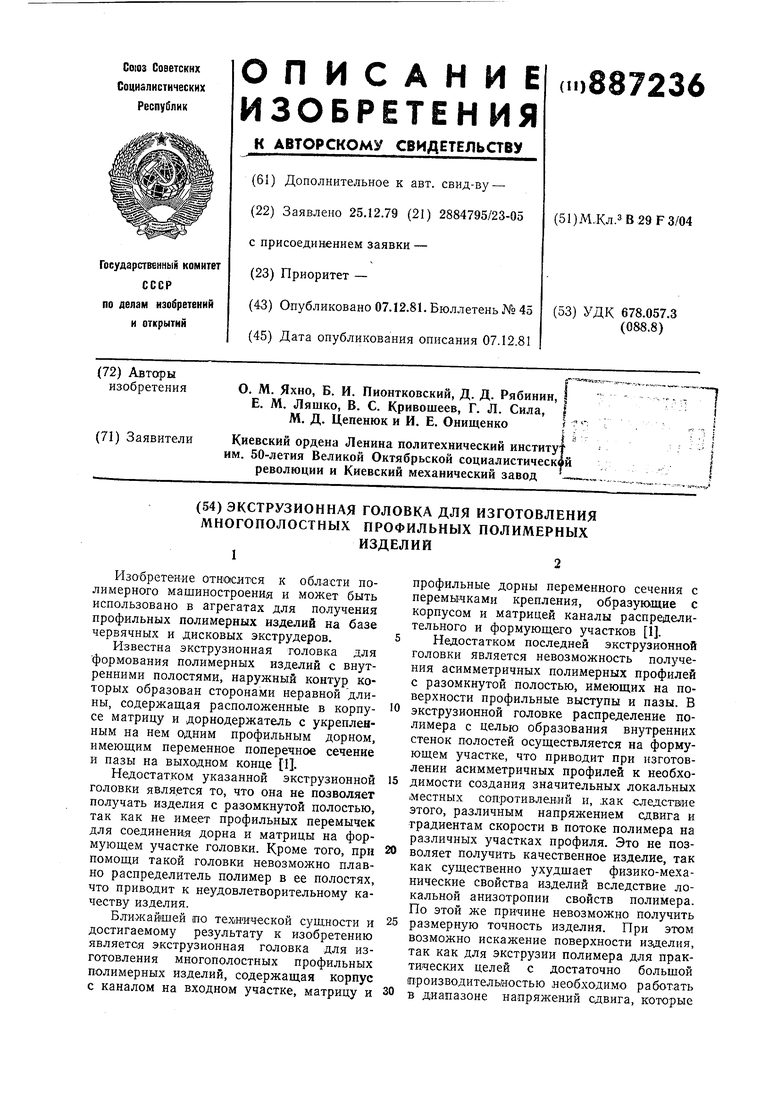
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами | 1980 |
|
SU963872A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2210500C1 |
| Экструзионная головка для изготовления профильных резиновых изделий | 1985 |
|
SU1368186A1 |