Изобретение относится к гальванотехнике, в частности к устройствам для гальванической обработки мелких деталей из ферромагнитных материалов в автоматических и полуавтоматических линиях.
Цель изобретения - повышение производительности и увеличение номенклатуры обрабатываемых деталей.
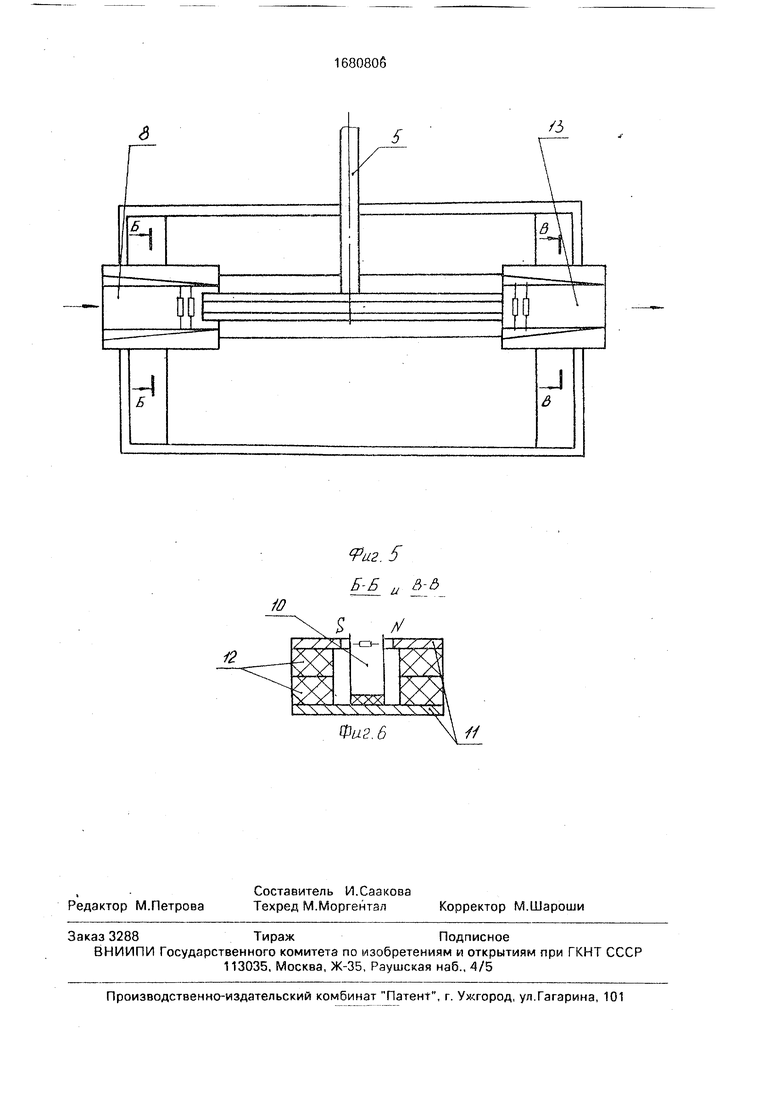
На фиг. 1 схематически показано устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг. 1 (позиция загрузки); на фиг.4 - узел I на фиг.1 (позиция выгрузки); на фиг.5 - устройство, общий вид в плане; на фиг.б - сечение Б-Б и В-В на фиг.5.
Устройство состоит из ротора 1, выполненного в виде диска с прямоугольными
зами по образующей поверхности, при этом корпус диска выполнен из неэлектропро- водиого и немагнитного материала, например винипласта. К боковой поверхности диска с двух сторон прикреплены выполненные в виде колец из электропроводного материала, например тантала, катоды 2, подключенные к отрицательному полюсу источника питания известным способом. Катоды 2 закрыты крышками 3 из винипласта так, что остается незащищенная кольцевая поверхность катодов 2 шириной 2-5 мм. Магнитная система состоит из набора постоянных магнитов 4, размещенных равномерно в виде кольца внутри диска в непосредственной близости от поверхности впадин пазов. Ротор 1 установлен на оси 5 и помещен в ванну б, в которую также помещена анодная кассета 7 с анодами.
Устройство для непрерывной загрузки деталей выполнено в виде бункера 8 загрузки, скребка 9, желоба 10, магнитопровода 11 и постоянных магнитов 12. Устройство для непрерывной выгрузки деталей выполнено в виде бункера 13 разгрузки, вилки 14, желоба 10, магнитопровода 11 и постоянных магнитов 12. Устройство циркуляции электролита может быть, например, эжек- ционного типа.
Устройство работает следующим образом.
В анодную кассету 7 закладывают аноды из покрывающего металла, например припоя ПОС 61. Заполняют ванну 6 электролитом. Приводят во вращение рогор 1 и подают напряжение на электроды. Из бункера 8 загрузки под действием клинообразного магнитного поля, создаваемого магнитами 12, вдоль магнитопровода 11 по желобу 10 детали, например полупроводниковые диоды з корпусе КД-3, подаются непрерывно к
вращающемуся ротору 1. Детали притягиваются магнитами 4 к катодам 2, попадая в пазы по образующей поверхности ротора 1, обеспечивая надежный электрический
5 контакт деталей в электролите. Попаданию в один паз двух и более деталей препятствует скребок 9 и конструкция паза. При прохождении через электролит детали за счет электролиза покрываются защитным ме10 таллом. При выходе их электролита детали с ротора 1 снимаются вилкой 14 и под действием клинообразного магнитного поля, создаваемого магнитами 12, вдоль магнитопровода 11 по желобу 10 подаются в бункер
15 13 разгрузки. Состав электролита и рН периодически контролируют и корректируют. Формула изобретения
1.Устройство для гальванической обработки мелких деталей, преимущественно из
20 ферромагнитных материалов, содержащее ванну для электролита, узел перемещения деталей в ванне в виде ротора с пазами по образующей поверхности, аноды, катоды, источник питания и узлы загрузки-выгрузки
25 деталей, отличающееся тем, что, с целью повышения производительности и увеличения номенклатуры обрабатываемых деталей, оно снабжено магнитной системой, состоящей из набора постоянных маг30 нитов, размещенных равномерно в виде кольца внутри ротора, при этом ротор выполнен в виде диска из неэлектропроводного и немагнитного материала, а катоды - в виде колец, прикрепленных с двух сторон к
35 боковой поверхности диска.
2,Устройство поп.1,отличающее- с я тем, что магнитная система выполнена с дополнительными магнитопроводами, рас40 положенными по торцам постоянных магнитов.
о.ооо о OQ оОр°оо QO
г гпф
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1966 |
|
SU186826A1 |
| Установка для гальванических покрытий порошков магнитных материалов | 1981 |
|
SU1039986A1 |
| Способ получения слоевых нанопроволок из ферромагнитных металлов с программируемой структурой и устройство для его осуществления | 2021 |
|
RU2770919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЧИСТОГО ФЕРРОМАГНИТНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2470097C2 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Электрохимическая ячейка для нанесения покрытия на проволоку | 1989 |
|
SU1696609A1 |
| СПОСОБ КОРРЕКЦИИ МАГНИТНОГО ПОЛЯ ЭЛЕКТРОЛИЗЕРА ЭРУ-ХОЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245398C1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ВАНН | 2018 |
|
RU2708725C1 |
| Устройство для непрерывного удаления осадка ферромагнитного порошка из двухслойной электролитической ванны | 1983 |
|
SU1135815A1 |
| ПОДВЕСКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2019 |
|
RU2714359C1 |

Изобретение относится к гальванотехнике, в частности к устройствам для гальванической обработки мелких деталей из ферромагнитных материалов в автоматических и полуавтоматических линиях. Цель изобретения - повышение производительности и увеличение номенклатуры обрабатываемых деталей. Устройство состоит из ротора, выполненного в виде диска с прямоугольными пазами по образующей поверхности, при этом корпус диска выполнен из неэлектропроводного и немагнитного материала, например винипласта, К боковой поверхности диска с двух сторон прикреплены выполненные в виде колец из электропроводного материала, например тантала, като- ды.подключенные к отрицательному полюсу источника питания известным способом. Катоды закрыты крышками из винипласта так, что остается незащищенная кольцевая поверхность катодов шириной 2-5 мм. Магнитная система состоит из набора постоянных магнитов, размещенных равномерно в виде кольца внутри диска в непосредственной близости от поверхности впадин пазов. Ротор установлен на оси и помещен в ванну, в которую также помещена анодная кассета с анодами Устройство для непрерывной загрузки деталей выполнено в виде бункера загрузки, скребков, желоба, магнитопрово- да и постоянных магнитов. Устройство для непрерывной выгрузки деталей выполнено в виде бункера разгрузки, вилки, желоба, маг- нитопровода и постоянных магнитов. Устройство циркуляции электролита может быть, например, эжекционного типа. Такая конструкция позволяет достичь поставленной цели. 1 з.п.ф-лы, 6 ил. (Л
Ж
1 гпф
Фиг. 5
Фиг. 6
-Л
&
Б-Б ц &-&
| Установка для электрохимической обработки деталей | 1987 |
|
SU1497289A1 |
