Изобретение относится к области дуговой сварки плавящимся электродом и может быть использовано при производстве сварных конструкций с применением многодуговой точечной сварки.
Цель изобретения - повышение производительности и качества сварки
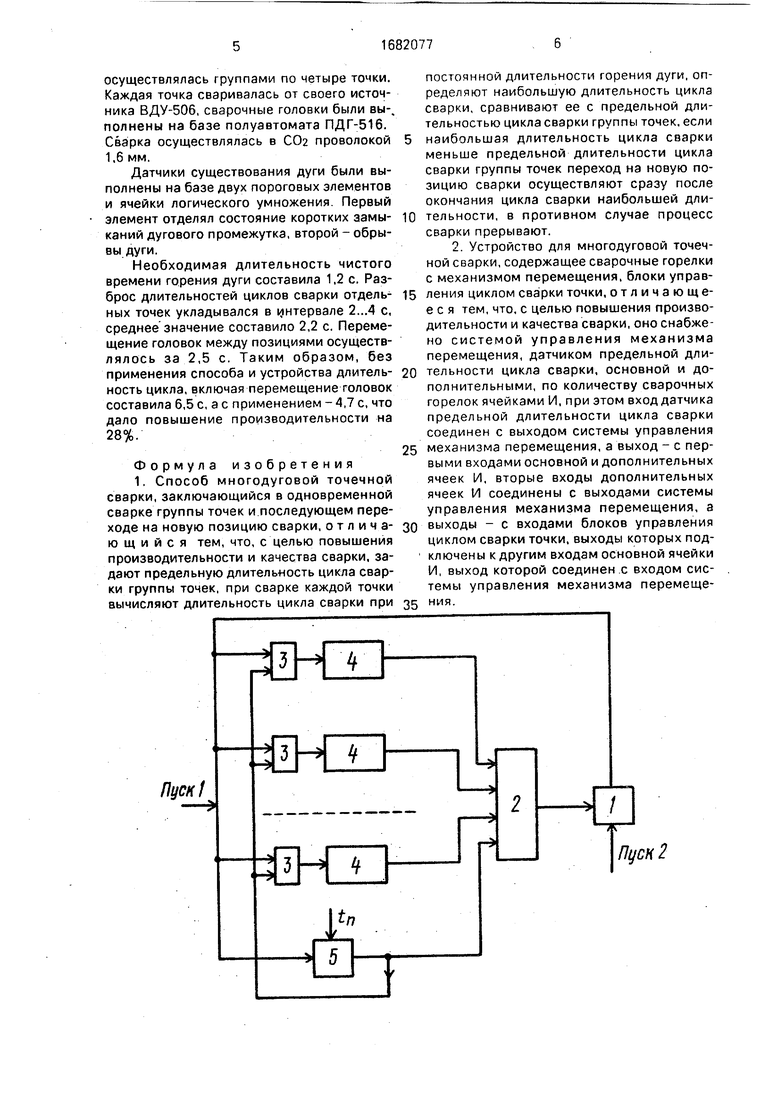
На чертеже представлена структурная схема устройства для осуществления способа.
Устройство состоит из механизма перемещения сварочных горелок с системой 1 управления, основной 2 и дополнительных 3(по количеству сварочных юрелок) ячеек И, блоков 4 управления циклом сварки точки и
датчика 5 предельной длительности цикла сварки 5.
Каждый из блоков 4 содержит управляемый сварочный источник питания, горелку для сварки плавящимся электродом и программатор цикла сварки отдельной точки. В качестве обязательных элементов программатор должен содержать датчик осуществления сварочной дуги, устройство задания и отсчета времени горения дуги, выявляемого датчиком, устройство, определяющее момент окончания сварки.
При наличии нулевого сигнала vnrfl оы на одном из входов дополнительной «чопки И 3 блок 4 находится в исходном соп оянии,
О
00 ND О VI VI
при котором напряжение сварочного источника не превышает безопасного у ровня (или равно нулю), подача проволоки отсутствует, На выходе блока присутствует нулевой сигнал.
Если на оба входа дополнительной ячейки И 3 поступили единичные сигналы, происходит запуск программы. Работа блока 4 заключается в согласованном изменении напряжения источника питания дуги и скорости подачи электродной проволоки, осуществляемом в зависимости от длительности горения дуги, в соответствии с требу- емыми параметрами сварной точки и режимом сварки.
При завершении программы на выходе блока 4 возникает единичный сигнал. Для возврата блока 4 в исходное состояние на один из входов дополнительной ячейки И 3 должен быть подан нулевой сигнал. Если это происходит во время сварки, цикл прерывается.
Датчик 5 паредельной длительности цикла сварки представляет собой реле времени, срабатывающее по истечении заранее заданного промежутка времени tn. В исходном состоянии на входе реле присутствует нулевой сигнал, а на выходе - единичный. Запуск реле осуществляется единичным входным сигналом. После залу- ска реле через время tn на его выходе возникает нулевой сигнал. Возврат реле в исходное состояние осуществляется подачей на его вход нулевого сигнала.
Механизм перемещения с системой 1 управления обеспечивает перемещение группы сварочных горелок относительно свариваемого изделия(или изделия относительно неподвижных горелок) с фиксацией положения горелок в месте сварки.
При нахождении горелок водной из сварочных позиций на выходе системы 1 управления присутствует единичный сигнал. Для перемещения горелок в новую позицию на вход системы 1 управления должен быть подан кратковременный единичный сигнал. В процессе перемещения на выходе системы образуется нулевой сигнал.
Устройство работает следующим образом.
В исходном состоянии горелки неподвижны. На выходе всех элементов схемы, кроме датчика 5, присутствуют нулевые сигналы, на выходе датчика - единичный сигнал. От внешних команд, поступающих на систему 1 управления, горелки перемещаются в очередную сварочную позицию. При приходе в позицию в результате, например, срабатывания путевых выключателей на выходе системы 1 управления возникает единичный сигнал. Этот сигнал поступает на входы дополнительных ячеек И 3 и датчика 5. Датчик начинает отсчет времени. До тех пор, пока это время не превысит заданную
величину tn, на выходе датчика 5 сохраняется единичный сигнал. Поскольку на оба входа дополнительных ячеек И 3 поступили единичные сигналы, начинаются циклы сварки отдельных точек. На выходе основ0 ной ячейки И 2 продолжает сохраняться нулевой сигнал.
В процессе сварки определяется чистое время горения каждой сварочной дуги и в зависимости от этого времени осуществля5 ется изменение тока и напряжения на дуговом промежутке до окончания сварки каждой точки. По мере окончания циклов сварки отдельных точек на выходе блоков 4 возникают единичные сигналы. Если дли0 тельность последнего цикла не превысила величины tn, то в момент окончания этого цикла происходит срабатывание основной ячейки И 2, на ее выходе возникает единичный сигнал, вызывающий запуск механизма
5 перемещения с системой 1 управления.
С началом перемещения горелок при выходе их из фиксированного положения сигнал на выходе системы 1 управления становится нулевым, что возвращает все эле0 менты схемы в исходное состояние. При срабатывании ближайшего путевого выключателя цикл повторяется.
Если длительность какого-либо отдельного цикла превысит величину tn, то
5 срабатывает датчик 5, на его выходе возникает нулевой сигнал. При этом блоки 4 переходят в исходное состояние, т.е. сварка прекращается, напряжение на выходе сварочных источников становится безопас0 ным. Одновременно предотвращается перемещение горелок, поскольку на выходе основной ячейки И 2 сохраняется нулевой сигнал.
В возникшей ситуации оператор выяс5 няет и устраняет причины нарушений. Для продолжения процесса необходимо подать команду Пуск 1 или Пуск 2. Обе команды формируют единичные сигналы и возвращают элементы устройства в исходное состояQ ние. Однако при Пуск 1 процесс возобновляется с переваривания точек в позиции, где произошло нарушение, а при Пуск 2 - с перемещением горелок в очередную позицию.
5 Способ и устройство проверены и внедрены в составе установки для многодуговой точечной сварки платформы автомобиля Урал-4320. На каждой платформе выполняется сварка 300 точек. Материал - листовая сталь толщиной 2+ 3 мм. Сварка
осуществлялась группами по четыре точки. Каждая точка сваривалась от своего источника ВДУ-506, сварочные головки были выполнены на базе полуавтомата ПДГ-516. Сварка осуществлялась в С02 проволокой 1,6 мм.
Датчики существования дуги были выполнены на базе двух пороговых элементов и ячейки логического умножения Первый элемент отделял состояние коротких замы- каний дугового промежутка, второй - обрывы дуги.
Необходимая длительность чистого времени горения дуги составила 1,2 с. Разброс длительностей циклов сварки отдель- ных точек укладывался в интервале 2...4 с, среднее значение составило 2,2 с. Перемещение головок между позициями осуществлялось за 2,5 с. Таким образом, без применения способа и устройства длитель- ность цикла, включая перемещение головок составила 6,5 с, а с применением - 4,7 с, что дало повышение производительности на 28%.
Формула изобретения 1, Способ многодуговой точечной сварки, заключающийся в одновременной сварке группы точек и последующем переходе на новую позицию сварки, отличающийся тем, что, с целью повышения производительности и качества сварки, задают предельную длительность цикла сварки группы точек, при сварке каждой точки вычисляют длительность цикла сварки при
Пуск
5
Ю
15 0
5
0
постоянной длительности горения дуги, определяют наибольшую длительность цикла сварки, сравнивают ее с предельной длительностью цикла сварки группы точек, если наибольшая длительность цикла сварки меньше предельной длительности цикла сварки группы точек переход на новую позицию сварки осуществляют сразу после окончания цикла сварки наибольшей длительности, в противном случае процесс сварки прерывают.
2. Устройство для многодуговой точечной сварки, содержащее сварочные горелки с механизмом перемещения, блоки управления циклом сварки точки, отличающееся тем, что, с целью повышения производительности и качества сварки, оно снабжено системой управления механизма перемещения, датчиком предельной длительности цикла сварки, основной и дополнительными, по количеству сварочных горелок ячейками И, при этом входдатчика предельной длительности цикла сварки соединен с выходом системы управления механизма перемещения, а выход - с первыми входами основной и дополнительных ячеек И. вторые входы дополнительных ячеек И соединены с выходами системы управления механизма перемещения, а выходы - с входами блоков управления циклом сварки точки, выходы которых подключены к другим входам основной ячейки И, выход которой соединен с входом системы управления механизма перемещения.
Пуск 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2492977C2 |
| Машина для контактной точечной сварки | 1981 |
|
SU1002118A1 |
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Способ регулирования процесса сварки электрозаклепками и устройство для его осуществления | 1989 |
|
SU1731518A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
Изобретение относится к дуговой сварке плавящимся электродом и может быть использовано при производстве сварных конструкций с применением многодуговой точечной сварки, Цель изобретения - повышение производительности и качества сварки. В процессе многодуговой точечной сварки с одновременным выполнением группы точек определяют момент окончания наибольшего по длительности цикла сварки и перемещают все горелки одновременно сразу после окончания этого цикла, если его величина не превышает предельную длительность цикла сварки всех точек, а при превышении процесс сварки прерывают. Устройство для осуществления способа содержит блоки управления циклом сварки точки, механизм перемещения сварочных горелок с системой управления, датчик предельного времени цикла сварки, основную и дополнительные по количеству сварочных горелок ячейки И. 2 с.п.ф-лы, 1 ил. СП
| Устройство для управления процессом точечной дуговой сварки | 1976 |
|
SU572345A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварка в машиностроении | |||
| Справочник, т 4 | |||
| - М.: Машиностроение, 1979, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
