Изобретение относится к электроннолучевой сварке, точнее к технологии сварки стыков сложного сечения двумя пересекающимися лучами.
Целью изобретения является повышение качества формирования сварного шва путем пространственной переориентации сварочной ванны непосредственно в процессе сварки.
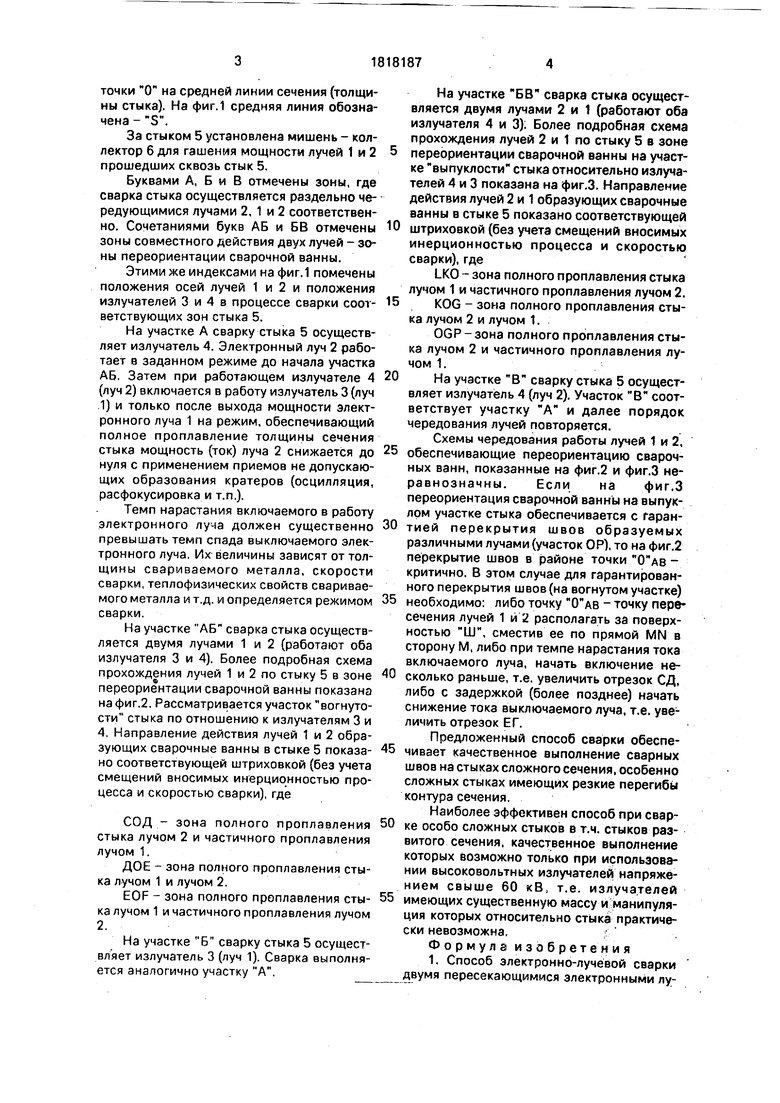
На фиг.1-3 показана схема осуществления способа применительно к толстолистовому сложному стыку.
Электронный луч 1 и электронный луч 2, сформированные соответственно излучателями (электронно-лучевыми пушками) 3 и 4, пересекается в т. О, траектория которой в процессе сварки проходит по телу сечения от дальней относительно излучателей 3 и 4
поверхности Ш стыка 5 до ближней поверхности Ж (также относительно излучателей 3 и 4).
На участках вогнутости стыка по отношению к излучателям переориентация сварочной ванны осуществляется при расположении точки О на поверхности ЙШ или за ней, а на участках выпуклости стыка переориентация сварочной ванны осуществляется при расположении точки О на поверхности Ж или перед ней. Величина превышения точки О за поверхностями Ш и Ж определяется условием гарантированного перекрытия сварных швов свариваемых различными лучами.
При сварке тонколистовых стыков (5 - 10 мм) допускается производить переориентацию сварочной ванны при расположении
00
со
00 ч|
точки О на средней линии сечения (толщины стыка). На фиг.1 средняя линия обозначена - S.
За стыком 5 установлена мишень - коллектор 6 для гашения мощности лучей 1 и 2 прошедших сквозь стык 5.
Буквами А, Б и В отмечены зоны, где сварка стыка осуществляется раздельно чередующимися лучами 2, 1 и 2 соответственно. Сочетаниями букв АБ и БВ отмечены зоны совместного действия двух лучей - зоны переориентации сварочной ванны.
Этими же индексами на фиг.1 помечены положения осей лучей 1 и 2 и положения излучателей 3 и 4 в процессе сварки соответствующих зон стыка 5.
На участке А сварку стыка 5 осуществляет излучатель 4. Электронный луч 2 работает в заданном режиме до начала участка АБ. Затем при работающем излучателе 4 (луч 2) включается в работу излучатель 3 (луч 1) и только после выхода мощности электронного луча 1 на режим, обеспечивающий полное проплавление толщины сечения стыка мощность (ток) луча 2 снижается до нуля с применением приемов не допускающих образования кратеров (осцилляция, расфокусировка и т.п.).
Темп нарастания включаемого в работу электронного луча должен существенно превышать темп спада выключаемого электронного луча, Их величины зависят от толщины свариваемого металла, скорости сварки, теплофизических свойств свариваемого металла и т.д. и определяется режимом сварки.
На участке АБ сварка стыка осуществляется двумя лучами 1 и 2 (работают оба излучателя 3 и 4). Более подробная схема прохождения лучей 1 и 2 по стыку 5 в зоне переориентации сварочной ванны показана на фиг.2. Рассматривается участок вогнутости стыка по отношению к излучателям 3 и 4, Направление действия лучей 1 и 2 образующих сварочные ванны в стыке 5 показано соответствующей штриховкой (без учета смещений вносимых инерционностью процесса и скоростью сварки), где
СОД - зона полного проплавления стыка лучом 2 и частичного проплавления лучом 1.
ДОЕ - зона полного проплавления стыка лучом 1 и лучом 2.
EOF - зона полного проплавления стыка лучом 1 и частичного проплавления лучом 2.
На участке Б сварку стыка 5 осуществляет излучатель 3 (луч 1). Сварка выполняется аналогично участку А.
На участке БВ сварка стыка осуществляется двумя лучами 2 и 1 (работают оба излучателя 4 и 3). Более подробная схема прохождения лучей 2 и 1 по стыку 5 в зоне
переориентации сварочной ванны на участке выпуклости стыка относительно излучателей 4 и 3 показана на фиг.З. Направление действия лучей 2 и 1 образующих сварочные ванны в стыке 5 показано соответствующей
штриховкой (без учета смещений вносимых инерционностью процесса и скоростью сварки), где
LKO - зона полного проплавления стыка лучом 1 и частичного проплавления лучом 2.
КОС - зона полного проплавления стыка лучом 2 и лучом 1.
OGP-зона полного проплавления стыка лучом 2 и частичного проплавления лучом 1.
На участке В сварку стыка 5 осуществляет излучатель 4 (луч 2). Участок В соответствует участку А и далее порядок чередования лучей повторяется.
Схемы чередования работы лучей 1 и 2,
обеспечивающие переориентацию сварочных ванн, показанные на фиг.2 и фиг.З неравнозначны. Если на фиг.З переориентация сварочной ванны на выпуклом участке стыка обеспечивается с гарантией перекрытия швов образуемых различными лучами (участок ОР), то на фиг.2 перекрытие швов в районе точки - критично. В этом случае для гарантированного перекрытия швов (на вогнутом участке)
необходимо: либо точку - точку пересечения лучей 1 и 2 располагать за поверхностью Ш, сместив ее по прямой MN в сторону М, либо при темпе нарастания тока включаемого луча, начать включение несколько раньше, т.е. увеличить отрезок СД, либо с задержкой (более позднее) начать снижение тока выключаемого луча, т.е. yaeL личить отрезок ЕГ.
Предложенный способ сварки обеспечивает качественное выполнение сварных швов на стыках сложного сечения, особенно сложных стыках имеющих резкие перегибы контура сечения.
Наиболее эффективен способ при сварке особо сложных стыков в т.ч. стыков развитого сечения, качественное выполнение которых возможно только при использовании высоковольтных излучателей напряжением свыше 60 «В, т.е. излучателей
имеющих существенную массу и манипуляция которых относительно стыка практически невозможна,.- Формула изобретения 1. Способ электронно-лучевой сварки
ДВУМЯ пересекающимися электронными лунами, установленными под углом один к другому, отличающийся тем, что, с целью повышения качества формирования шва, при сварке стыков сложного сечения сварку выполняют с чередованием включения лучей, причем их переключение осуществляют на участках сечения стыка, у которых нормаль к средней линии сечения совпадает с биссектрисой угла при вершине пересекающихся лучей.
2. Способ по п.1,отличающийся тем, что в процессе сварки изменяют угол пересечения лучей.
3. Способ по пп.1 и2,отлича ющийс я тем, что на вогнутых участках стыка лучи
располагают с пересечением их на дальней
в направлении действия лучей поверхности
стыка или за ней. а на участках выпуклости на ближней поверхности стыка или перед
ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ электронно-лучевой сварки | 1988 |
|
SU1682089A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ лучевой сварки | 1990 |
|
SU1815080A1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЛАЗЕРНОЙ СВАРКЕ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2248867C1 |

Использование: при сварке стыков сложной пространственной конфигурации. Сущность изобретения: сварку выполняют пересекающимися под углом двумя электронными лучами с поочередным их включением. При этом переключение лучей осуществляют на участке сечения стыка, где нормаль к средней линии сечения совпадает с биссектрисой угла пересечения лучей. Точку пересечения лучей дополнительно перемещают относительно стыка с одновременным изменением угла при вершине пересекающихся лучей. На участках вогнутости стыка точку пересечения лучей располагают на дальней в направлении действия лучей поверхности стыка или за ней, а на участках выпуклости - на ближней поверхности стыка или перед ней. 2 з.п. ф-лы, 3 ил. fc w 6
О
L V /
/-fa
/ V /
-у /
35 /f У
/
X
Л t L
6в 3
/
/
X
t L
/
Фиг.З.
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электронно-лучевая сварка/Под ред | |||
| Б.Е.Патона, Киев: Наукова Думка, 1987, с.62. | |||
