1
(21)4733359/27
(22)23.05.89
(46) 07.10.91. Бюл. № 37
(71)Головное специальное конструк- торско-технологическое бюро крано- строения Производственного объединения Автокран
(72)В.Г.Голованов, А.Л.Орлов и А.А.Салтанов
(53)621.791.75.037(088.8)
(56)Авторское свидетельство СССР № 1227393, кл. В 23 К 37/02. 1984.
(54)КОПИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
(57)Изобретение относится к дуговой автоматической сварке, в частности
к устройствам для горизонтальной коррекции сварочной горелки относительно нахлесточного шва в автоматическом режиме, и может быть использовано в машиностроении, а именно а сварочных цехах при сварке длинномерных издегий типа балок, коробок, стрел и т.д. Цель изобретения - повышение качества сварного шва за счет обеспечения точного копирования и надежной коррекции сварочной горелки отно«- сительно нахлесточного шва с прихватками. Устройство состоит из каретки 3 с двумя копирными роликами 1 . Каретка 3 шарнирно на оси 4 с помощью двух подпружиненных стержней 7 закреплена на направляющей призме 8 механизма поперечного перемещения. Ось 4. установлена под углом к плоскости перемещения направляющей призмы 8, что позволяет одному из роликов 1 при переходе через прихватку оставаться в зацеплении с кромкой изделия. Коррекция положения сварочной горелки обеспечивается кинематической связью каретки с корректирующим прибором. 4 ил.
г
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки длинномерных изделий | 1989 |
|
SU1682104A1 |
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для автоматической дуговой сварки нахлесточных соединений | 1975 |
|
SU554983A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для направления электрода по стыку | 1978 |
|
SU774845A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для автоматической приварки спирального элемента к трубе | 1979 |
|
SU967743A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
Изобретение относится к дуговой автоматической сварке, в частности к устройствам для горизонтальной коррекции сварочной горелки относи- . тельно нахлесточного шва в автоматическом режиме, и может быть использовано в машиностроении, а именно в сварных цехах при сварке длинномерных изделий типа балок, коробок стрел и т.д.
Целью изобретения является повышение качества сварного шва за счет обеспечения точного копирования и надежной коррекции положения сварочной горелки относительно нахлесточного шва с прихватками.
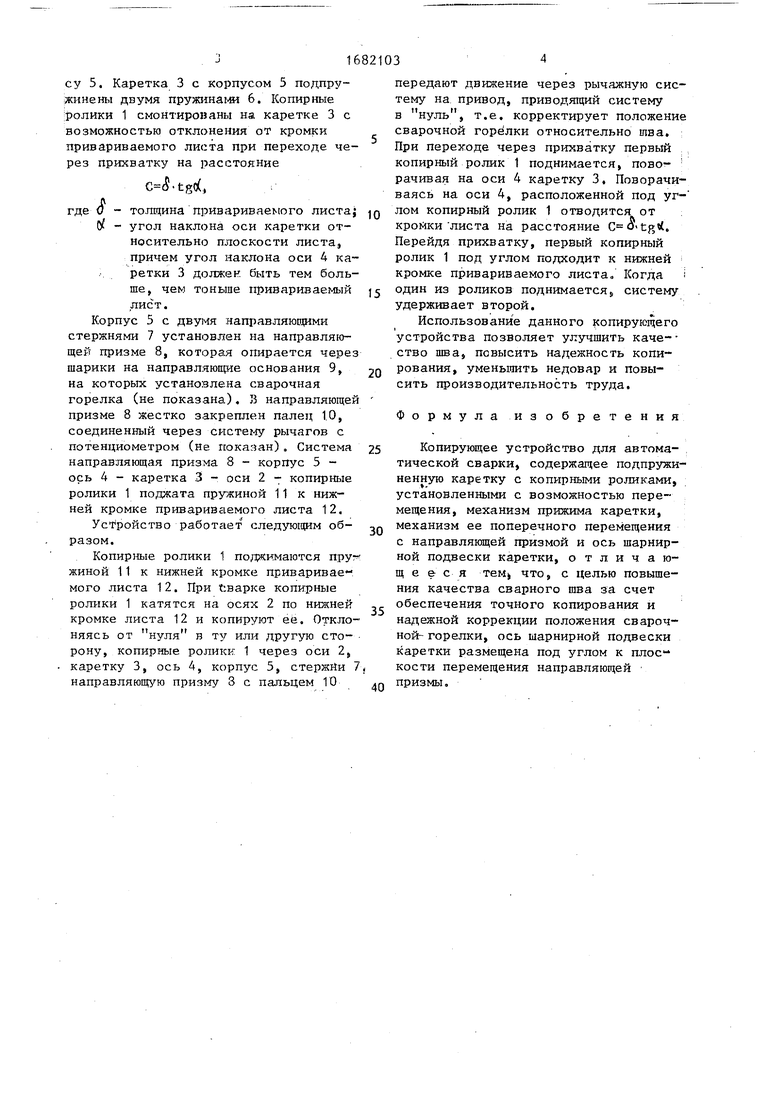
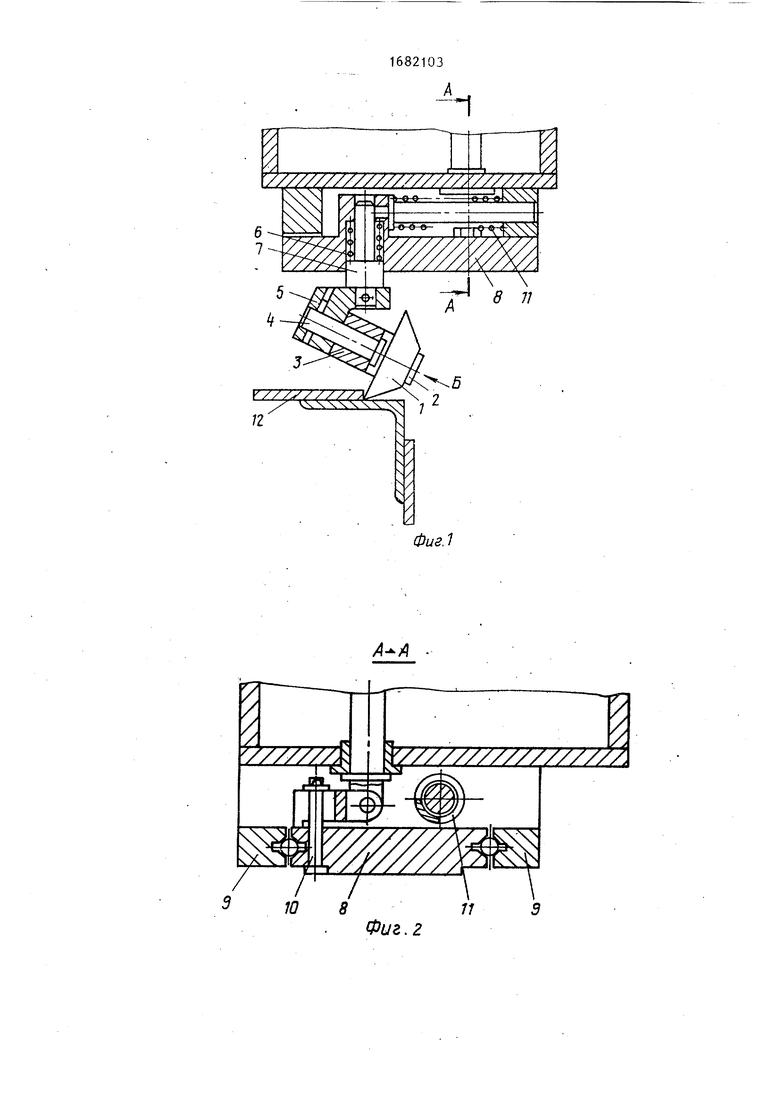
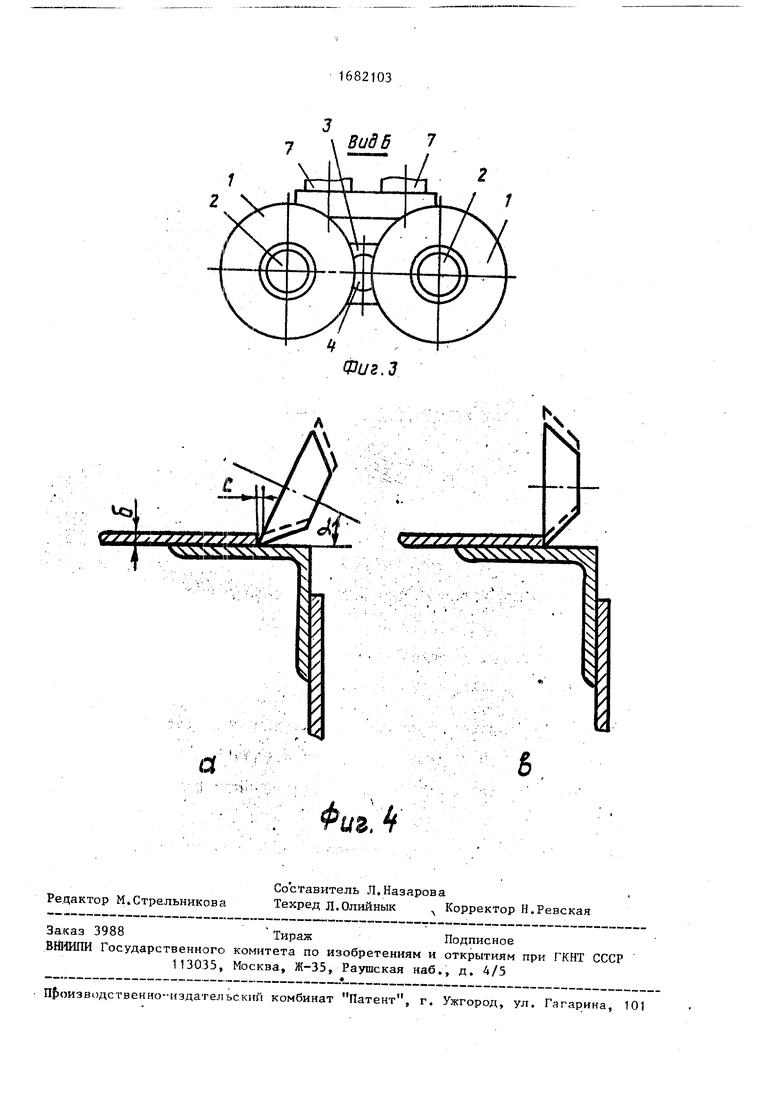
На фиг. 1 изображено копирующее устройство для автоматической сварки нахлесточного шва; на фиг, 2 - сече- ние А-А на фиг. 1; на Лиг. 3 - вид Б на фиг. 1} на фиг. 4 - схема перехода одного из роликов через прихватку.
Копирующее устройство состоит из копирных роликов 1, установленных посредством своих осей 2 на каретке 3, которая шарнирно закреплена с помощью, оси 4, расположенной под углом к плоскости привариваемого листа, к корпуу 5. Каретка 3 с корпусом 5 подпруинены двумя пружинами 6. Копирные олики 1 смонтированы на каретке 3 с озможностью отклонения от кромки ривариваемого листа при переходе через прихватку на расстояние
.tgC,
где о - толщина привариваемого листа; jg $ - угол наклона оси каретки относительно плоскости листа, причем угол наклона оси 4 каретки 3 должен быть тем больше, чем тоньше привариваемый $ лист.
Корпус 5 с двумя направляющими стержнями 7 установлен на направляющей призме 8, которая опирается через шарики на направляющие основания 9, 20 на которых установлена сварочная горелка (не показана). Б направляющей призме 8 жестко закреплен палец 10, соединенный через систему рычагов с потенциометром (не показан). Система 25 направляющая призма 8 - корпус 5 - ось 4 - каретка 3 - оси 2 - копирные ролики 1 поджата пружиной 11 к нижней кромке привариваемого листа 12.
Устройство работает следующим об- ,Q разом.
Копирные ролики 1 поджимаются пружиной 11 к нижней кромке приваривае - мого листа 12. При сварке копирные ролики 1 катятся на осях 2 по нижней , кромке листа 12 и копируют ее. Отклоняясь от нуля в ту или другую сторону, копирные ролики 1 через оси 2, каретку 3, ось 4, корпус 5, стержни 7, направляющую призму 3 с пальцем 10 о
передают движение через рычажную систему на привод, приводящий систему в нуль, т.е. корректирует положение сварочной горелки относительно шва. При переходе через прихватку первый копирный ролик 1 поднимается, поворачивая на оси 4 каретку 3. Поворачиваясь на оси 4, расположенной под углом копирный ролик 1 отводится от кромки листа на расстояние С outfit. Перейдя прихватку, первый копирный ролик 1 под углом подходит к нижней кромке привариваемого листа. Когда один из роликов поднимается, систему удерживает второй.
Использование данного копирующего устройства позволяет улучшить каче- ство шва, повысить надежность копирования, уменьшить недовар и повысить производительность труда.
Формула изобретения
Копирующее устройство для автоматической сварки, содержащее подпружиненную каретку с копирными роликами, установленными с возможностью перемещения, механизм прижима каретки, механизм ее поперечного перемещения с направляющей призмой и ось шарнирной подвески каретки, отличающееся тем что, с целью повышения качества сварного шва за счет обеспечения точного копирования и надежной коррекции положения сварочной- горелки, ось шарнирной подвески каретки размещена под углом к плос- кости перемещения направляющей призмы.
////////////////////, V/7/////,
11
l
Ъ
.77
Фиг. z
а
1
Фиг. f
Фиг.З
6
