Изобретение относится к устройствам для механизации сварки угловых и нахлесточных прямолинейных длинномерных швов.
Целью изобретения является повышение производительности и расширение технологических возможностей при выполнении длинномерных нахлесточных сварных швов, собранных на прихватках, а также повышение качества сварки за счет повышения точности копирования поверхности изделия в местах размещения прихваток.
На фиг. 1 представлена предлагаемая установка; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - схемы размещения копирующих роликов на изделии для различных нахлесточных соединений.
. Установка для автоматической сварки длинномерных изделий состоит из портала 1, установленного на направляющих 2 основания 3. На направляющих 4 портала 1 размещены механизмы коррекции сварочных головок, включающие каретки 5 с расположенными на них штангами 6 со сварочными головками 7 и копирующими роликами 8 и 9. На портале 1 установлены приводы 10 подачи кареток 5 в направлении, параллельном плоскости основания 3, а на штангах 6 - приводы 11 подачи кареток 5 в направлении, перпендикулярном плоскости основания 3, с винтами 12.
Механизм коррекции каждой сварочной головки 7 относительно шва в направлении, параллельном плоскости основания 3, снабжен кареткой 13, шарнирно закрепленной посредством оси 14, расположенной под углом к плоскости основания-3, к корпусу 15 сварочной головки 7, Пара роликов 8 установлена посредством своих осей 16 на каретке 13 с возможностью отклонения от
кромки привариваемого листа при переходе через прихватку.
Портал 1 выполнен в виде полого короба с отверстием 17 для отсоса сварочных
аэрозолей, расположенного всредней части 18 портала 1 над сварочными головками 7. Управление процессом сварки ведется с пульта 19.
Изделие 20 размещают на основании 3.
Установка работает следующим образом.
Сварочные головки 7 с копирующими роликами 8 и 9 подводятся к изделию 20, а система копирующие ролики 8 или 9 - привод 11 подачи - привод 10 подачи через потенциометры автоматически выводится на исходное положение. Включается подача портала 1. Начинается сварка сразу двух швов.
Портал 1 движется со скоростью сварки
по направляющим 2, Копирующие ролики 8 и 9 через механизм и потенциометры, размещенные в сварочных головках, передают сигнал на приводы 10 и 11. Подача каретки 5 в
направлении, параллельном плоскости основания 3, осуществляется по направляющим 4. Подача каретки 5 в направлении, перпендикулярном плоскости основания 3, осуществляется штангой 6 с помощью винта 12.
При сварке нахлесточных швов длинномерных изделий 20 копирующие ролики 8 катятся на осях 16 по нижней кромке листа изделия 20 и копируют ее. При переходе через прихватку первый копирующий ролик
8 поднимается, поворачивая на оси 14 каретку 13. Поворачиваясь на оси 14, расположенной под углом к плоскости основания 3, ролик 8 отводится от кромки листа.
После прохода прихватки первый ролик 8 под углом подходит к нижней кромке привариваемого листа. При подъеме одного из
роликов 8 систему удерживает другой ролик 8.
Использование установки для автоматической сварки длинномерных изделий позволяет обеспечить возможность сварки нахлесточных швов длинномерных изделий, повысить производительность труда, автоматизировать процесс копирования при сварке, улучшить качество сварного шва и уменьшить металлоемкость конструкции. Формула изобретения 1. Установка для автоматической сварки длинномерных изделий, содержащая основание с направляющими, перемещаемый по направляющим основания портал, размещенные на портале сварочные головки с механизмами их коррекции в направлениях, параллельном и перпендикулярном плоскости основания, оснащенными копирующими поверхность изделия элементами, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей при выполнении длинномерных нахлесточных сварных швов, собранных на прихватках, а также повышения качества сварки за счет повышения точности копирования поверхности изделия в местах размещения прихваток, механизм коррекции каждой сварочной головки в направлении, параллельном плоскости основания, снабжен кареткой,
закрепленной с возможностью поворота на сварочной головке посредством оси. размещенной под углом к плоскости размещения направляющих, а копирующие элементы выполнены в виде пары роликов, закрепленных на каретке посредством осей, расположенных параллельно оси ее поворота.
2. Установка по п. 1, отличающая- с я тем, что, с целью снижения габаритов и металлоемкости конструкции, портал выполней в виде полого короба с отверстием для отсоса сварочных аэрозолей, размещенным над сварочными головками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Копирующее устройство для автоматической сварки | 1989 |
|
SU1682103A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| Устройство для направления электрода по стыку | 1978 |
|
SU774845A1 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |

Изобретение относится к сварке, в частности к устройствам для механизации сварки угловых и нахлесточных прямолинейных длинномерных швов. Цель изобретения - повышение производительности и расширение технологических возможностей при выполнении длинномерных нахлесточных сварных швов, собранных на прихватках, а также повышение качества сварки за счет повышения точности копирования поверхности изделия в местах размещения прихваток. Изделие 20 размещают на основании 3, подводят к нему сварочные головки 7 с копирующими роликами 8 и 9, а систему механизмов коррекции с приводами 10 и 11 устанавливают в исходное положение. При движении портала 1 по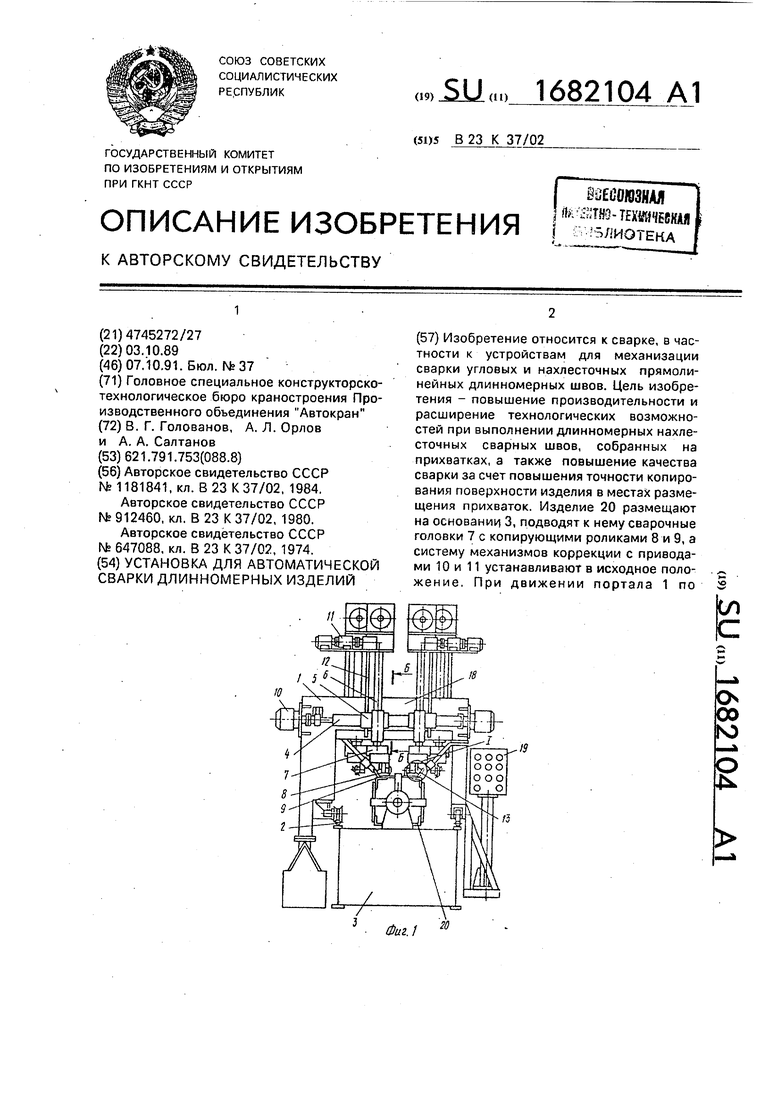
f5ft
/ / i/ Ј/ / / /
Фиг. 2
ВидА
15
16
16
Фиг.з
feJ:
&
Д f 4 Li
ФигЬ
Фиг. 5
