1
Изобретение относится к сварочному производству и может быть использовано при сварке изделий с прямолинейными и криволинейными поверхностями, таких как конические или сферические кровли и днища вертикальных цилиндрических резервуаров.
Известно устройство для автоматической дуговой сварки нахлесточных соединений, содержащие сварочную горелку, каретку с закреплёнными на ней опорными роликами и блоком копирных роликов, смонтированным с возможностью поворта впереди опорных роликов и подпружиненными в вертикальном направлении l} .
Применение известных устройств не обеспечивает высокого качества сварного соединения вследствие невозможности обеспечения постоянства копирования кромки нахлесточного соединения.
Известные устройства нельзя использовать для сварки соединений правой и левой сборки.
Известно также устройство для автоматической сварки, содержащее два блока ко. пирных роликов, размещенных вяереди опорных роликов каретки, и сварочную горелку, расположенную сбоку от плоскости симметрии опорных роликов каретки и жестко соединенную с ней. Один из блоков копирных роликов вьтолнен поворотным относительно вертикальной оси и вертикально подпружинен 2j ,
Однако указанное устройство не обеспечивает высокого качества сварного соединения из-за невозможности удержания неповоротного блока копирных роликов в требуемом положении по отношению к кромке нахлесточного соединения на криволинейной поверхности и не позволяет осуществлять
сварку нахлесточных соединений правой и левой сборки.
Целью изобретения является сварка нахлесточных соединений правой и левой сборки и повышение качества сварного соединения.
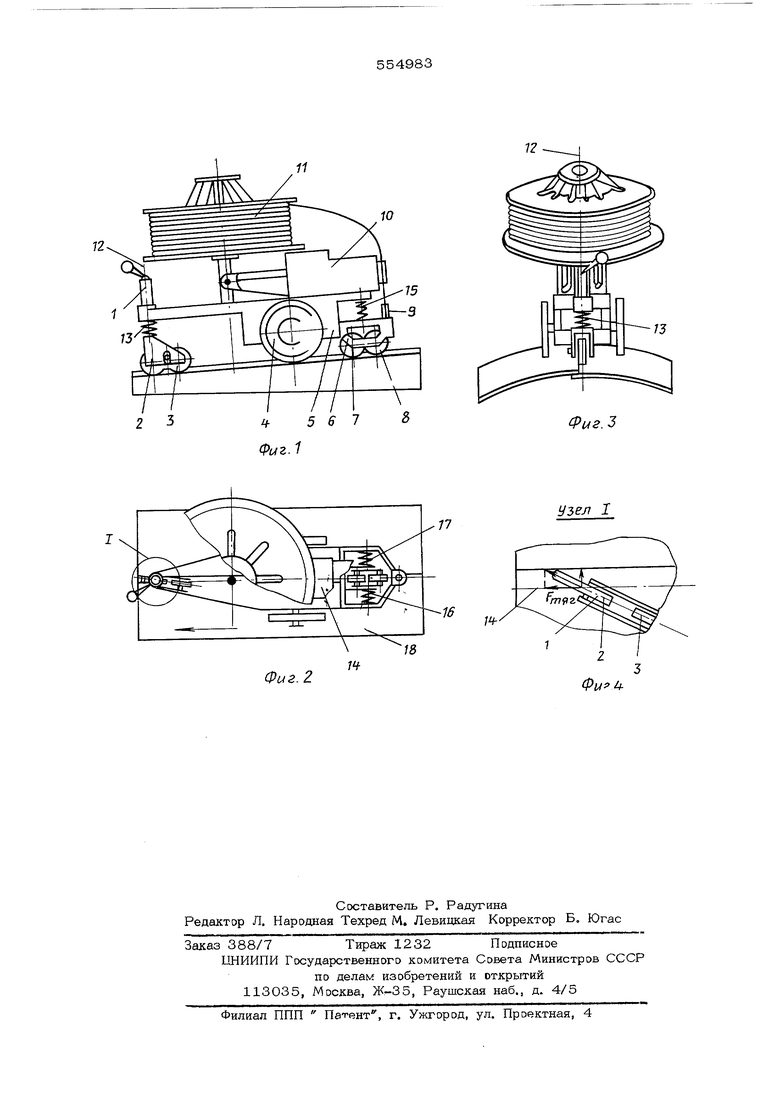
Это достигается тем, что устройство снабжено дополнительным блоком копирных оликов, смонтированным с жестко закрег енной на нем сварочной горелкой позади
опорных роликов и горияпнтально подпружиненным относительно каретки, при этом ось поворота переднего блока расположена по центру его переднего ролика, а центр тяжести устройства размещен в плоскости симметрии опорных роликов на участке между ними и передним блоком копирных роликов. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг, 4 узел I по фиг. 2. Блок 1 копирных роликов 2, 3 расположен по одну сторону от опорных роликов 4 каретки 5, По другую сторону опорных роликов 4 размещен задний блок 6 копирных роликов 7, 8 который жестко соединен со сварочной горелкой 9. Каретка 5 снабжена механизмом подачи 10 сварочной проволоки находящейся в кассете 11. Передний блок 1 копирных роликов выполнен поворотным относительно вертикальной оси 12 и подпружинен в вертикальной плос кости пружиной 13. Ось 12 проходит через центр переднего копирного ролика 12 и находится в плоскости симметрии 14 опорных роликов 4 каретки 5 и заднего блока 6, Задний блок б копирных роликов подпружинен в вертикальной плоскости пружиной 15, а в горизонтальной-пружинами 16, 17. Центр тяжести устройства расположен в плос кости симметрии 14 опорных роликов 4 каретки 5 и заднего блока 6 копирных роликов на участке между опорными роликами 4 и передним блоком 1 копирных роликов. Устройство устанавливают на изделие 18 так, что ось симметрии 14 опорных роликов 4 и заднего блока параллельна кромке нахлесточного соединения изделия 18, а копирные ролики 7, 8 заднего блока 6 своей боковой поверхностью касаются боковой поверхности кромки нахлесточного соединения и прижаты к ней пружинами 16 или 17 в зависимости от правой или левой сборки. Затем передний блок 1 поворачивают отноповорачиваютсительно оси 12 на 2-3 . Передний копирный ролик 2 этого блока приходит в соприкосновение с боковой поверхностью кромки. После установки устройства фиксируют положение горелки 9 относительно кромки. в процессе сварки устройство перемещается по криволинейной поверхности изделия 18. Вследствие расположения вертикальной оси 12 переднего блока 1 и заднего блока 6 в плоскости симметрии опорных роликов 4 каретки 5 перемещение блоков происходит вдоль кромки по одной и той же образующей. Поэтому не происходит смещения блоков 1, 6 и каретки 5 относительно кромки. Ролик 2 переднего блока 1 прижимается к кромке горизонтальной составляющей тягового усилия , , возникающей при развороте ролика относительно оси 12. Ролики 7, 8 прижимаются к кромке пружинами 16 или 17 в зависимости от правой или левой сборки соединения. Расположение центра тяжести устройства на участке между блоком 1 и опорными роликами 4 приводит к разгрузке заднего блока 6, несущего сварочную горелку 9, а именно к разгрузке вертикальной пружины 15 этого блока, что создает плавность перемещения сварочной горелки. Формула изобретения Устройство для автоматической дуговой сварки нахлесточных соединений, преимущественно для сварки криволинейных поверхностей, содержащее сварочную горелку, каретку с закрепленными на ней опорными роликами и блоком копирных роликов, смонтированным с возможностью поворота впереди опорных роликов и подпружиненным в вертикальном направлении, о т л и ч а ю- щ е е с я тем, что, с целью сварки нахлесточных соединений правой и левой сборки и повышения качества сварного соединения оно снабжено дополнительным блоком копирных роликов, смонтированным с жестко закрепленной на нем сварочной горелкой позади опорных роликов и горизонтально подпружиненным относительно каретки, при этом ось поворта переднего блока распо- , ложена по центру его переднего ролика, а центр тяжести устройства размещен в плоскости симметрии опорных роликов на участке между ними и передним блоком копирных роликов. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 322247, М. Кл, В 23 К 37/02, 1970 (прототип). 2.Лещаков А. М. Механизированная сварка на монтаже тепловых электростанций М., Энергия, 1971г., стр. 87-90.
1
2 3
.3
Фиг. 2
Узел I

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| Копирующее устройство для автоматической сварки | 1989 |
|
SU1682103A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для защиты от окисления кольцевых сварных швов | 1988 |
|
SU1590267A1 |