Изобретение относится к сварке, точнее к изготовлению изделий фасонного сечения со сварными швами, и предназначено для приваркой спирального элемента к трубе.
Известно устройство для автоматической приварки спирального элемента к. трубе, содержащее смонтированные на раме вращатель и направл.яющие с установленной в них приводной тележкой, несущей сварочную головку с горелкой и каретку, на которой закреплено шовонаправляющее устройство, выполненное в виде копирных роликов, при этом каретка установлена с возможностью поворота в вертикальной плоскости по направляющим, выполненным в виде сектора, закрепленного на тележке j а копирный ролик снабжен конусной проточкой, охватывающей привариваемое ребро, и подпружинен 1.
Недостатками этого устройства являются его низкая производительность и некачественная сварка.
Известно устройство для автоматической приварки спирального элемента к трубе, содержащее приводную тележку, установленную на направляющих, шарнирно закрепленную на тележке
обойму с роликовым вращателем и св аррчной горелкой. f2j.
В этом устройстве понижена производительность, связанная с необходимостью затрат времени на предварительную прихватку спирального элемента. .
Цель изобретения - повышение производительности путем обеспечения
10 приварки полосы к предварительно выполненному на трубе спиральному, ребру без предварительной ее прихватки.
Поставленная цель достигается тем, что устройство .цля автоматической
-15 приварки спирального элемента к трубе, содержащее приводную тележку, установленную на направляющих,шарнирно закрепленную на тележке обойму с роликовым вращателем и сварочной го20релкой, снабжено роликовым узлом прижатия полосы к трубе, размещенным перед Горелкой, обойма выполнена в виде втулки со смонтированными внутри нее роликовыми узлами, два из ко25торых установлены с возмо): ност|)Ю взаимодействия с поверхностью трубы, а два других - с торцовой поверхностью ребра, а роликовый вращатель трубы выполнен в виде двух пар роликов,
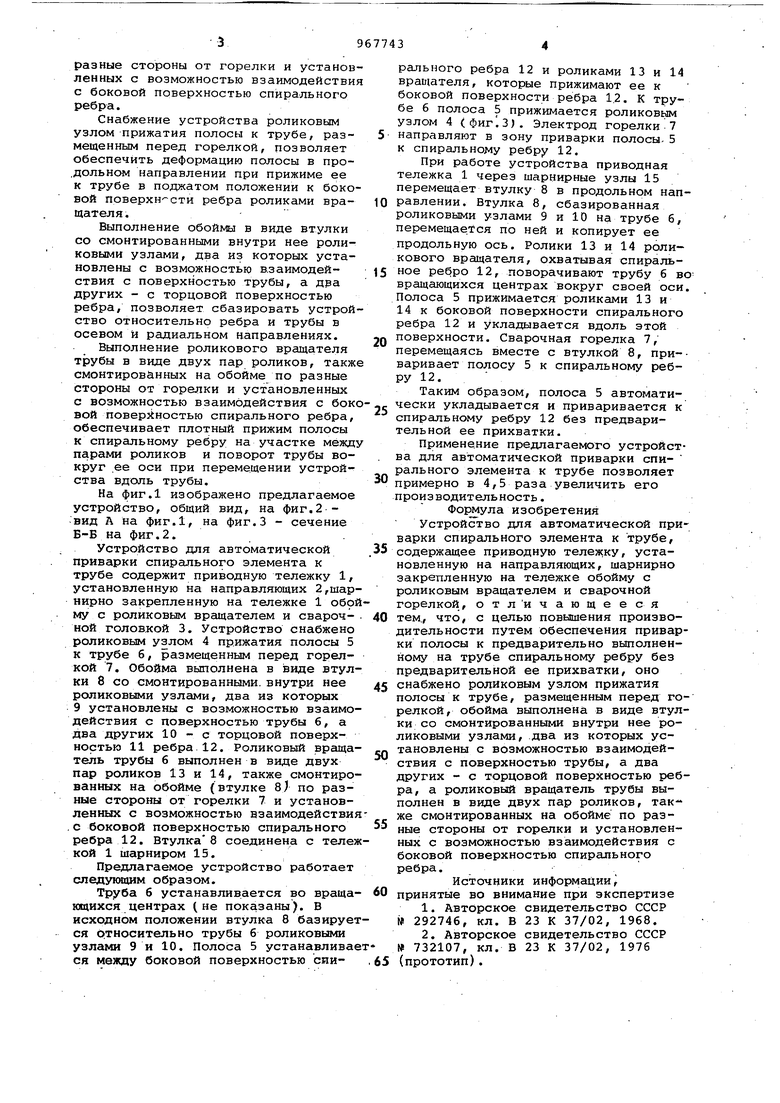
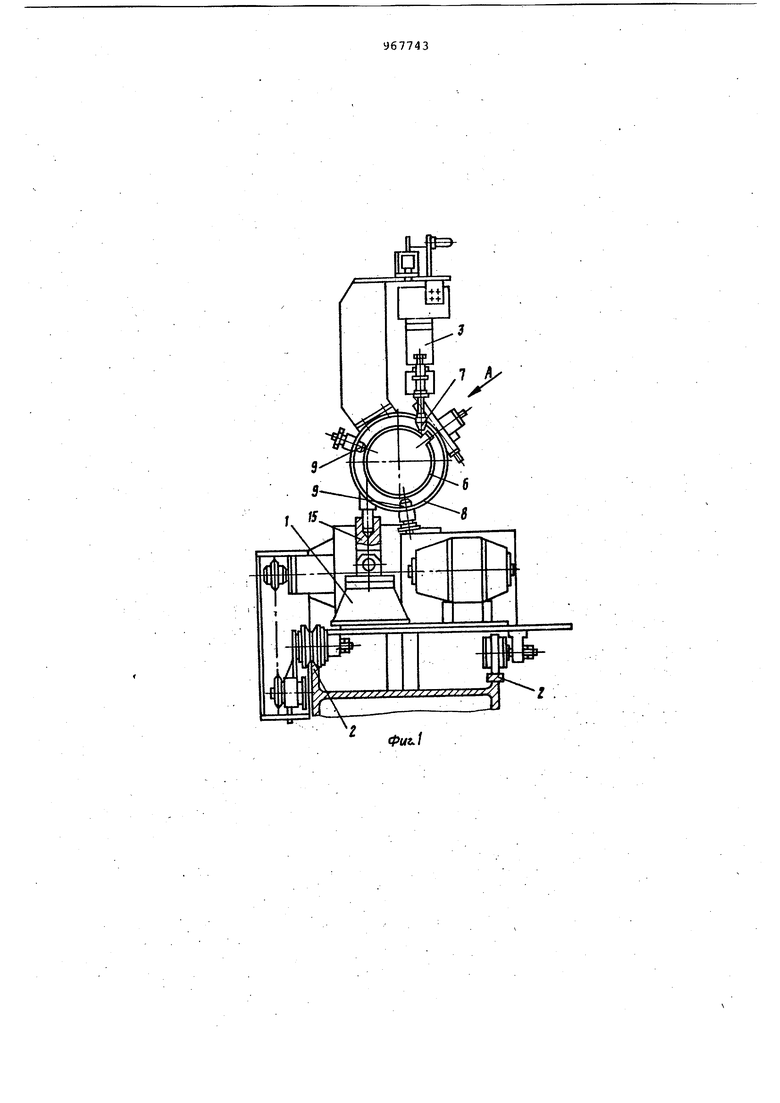
30 также смонтированных на обойме по разные стороны от горелки и установ ленных с возможностью взаимодействи с боковой поверхностью спирального ребра. Снабжение устройства роликовым узлом прижатия полосы к трубе, размещенным перед горелкой, позволяет обеспечить деформацию полосы в про.дольном направлении при прижиме ее к трубе в поджатом положении к боко вой поверхности ребра роликами вращателя. Выполнение обоймы в виде втулки со смонтированными внутри нее роликовыми узлами, два из которых установлены с возможностью в.заимодействия с поверхностью трубы, а дэа других - с торцовой поверхностью ребра, позволяет сбазировать устрой ство относительно ребра и трубы в осевом и радиальном направлениях. Выполнение роликового вращателя трубы в виде двух пар роликов, такж смонтиров&нных на обойме по разные стороны от горелки и установленных с возможностью взаимодействия с бок вой поверхностью спирального ребра, обеспечивает плотный прижим полосы к спиральному ребру на участке межд парами роликов и поворот трубы вокруг .ее оси при перемещении устройства вдоль трубы. На фиг.1 изображено предлагаемое устройство, общий вид, на фиг.2 вид Л на фиг.1, на фиг.З - сечение Б-Б на фиг.2.. Устройство для автоматической приварки спирального элемента к трубе содержит приводную тележку 1, установленную на направляющих 2,шар нирно закрепленную на тележке 1 обо му с роликовым вращателем и сварочной головкой 3. Устройство снабжено роликовым узлом 4 прижатия полосы 5 к трубе б, размещенным перед горелкой 7. Обойма выполнена в виде втул ки 8 со смонтированными, внутри нее роликовыми узлами, два из которых 9 установлены с возможностью взаимо действия с поверхностью трубы 6, а два других 10 - с торцовой поверхностью 11 ребра 12. Роликовый враща тель трубы б выполнен в виде двух пар роликов 13 и 14, также смонтиро ванных на обойме (втулке 81 по разные стороны от горелки 7 и установленных с возможностью взаимодействи .с боковой поверхностью спирального ребра 12. Втулка 8 соединена с теле кой 1 шарниром 15. Предлагаемое устройство работает следующим образом. Труба б устанавливается во враща ющихся центрах (не показаны). В исходном положении втулка 8 базируе ся относительно трубы б роликовыми узлами 9 и 10. Полоса 5 устанавлива ся между боковой поверхностью сиирального ребра 12 и роликами 13 и 14 вращателя, которые прижимают ее к боковой поверхности ребра 1.2. к трубе 6 полоса 5 прижимается роликовьлм узлом 4 (). Электрод горелки7 направляют в зону приварки полосы-5 к спиральному ребру 12. При работе устройства приводная тележка 1 через шарнирные узлы 15 перемещает втулку 8 в продольном направлении. Втулка 8, сбазированная роликовыми узлами 9 и 10 на трубе б, перемещае.Тся по ней и копирует ее продольную ось. Ролики 13 и 14 роликового вращателя, охватывая спиральное ребро 12, поворачивают трубу б во вращающихся центрах вокруг своей оси. Полоса 5 прижимается роликами 13 и 14 к боковой поверхности спирального ребра 12 и укладывается вдоль этой поверхности. Сварочная горелка 7, перемещаясь вместе с втулкой 8, при-варивает полосу 5 к спиральному ребРУ 12. Таким образом, полоса 5 автоматически укладывается и приваривается к спиральному ребру 12 без предварительной ее прихватки. Применение предлагаемого устройства для автоматической приварки спирального элемента к трубе позволяет примерно в 4,5 раза увеличить его производительность. изобретения Устройство для автоматической приварки спирального элемента к трубе, содержащее приводную тележку, установленную на направляющих, шарнирно закрепленную на тележке обойму с роликовым вращателем и сварочной горелкой, отл и чающееся тем., что, с целью повышения производительности путем обеспечения приварки полосы к предварительно выполненному на трубе спиральному ребру без предварительной ее прихватки, оно снабжено роликовым узлом прижатия полосы к трубе, размещенным перед горелкой, обойма выполнена в виде втулки со смонтированными внутри нее роликовыми узлами, два из которых установлены с возможностью взаимодействия с поверхностью трубы, а два других - с торцовой поверхностью ребра, а роликовый вращатель трубы выполнен в виде двух пар роликов, также смонтированных на обойме по разные стороны от горелки и установленных с возможностью взаимодействия с боковой поверхностью спирального ребра. Источники информацииj принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 292746, кл. В 23 К 37/02, 1968. 2.Авторское свидетельство СССР № 732107, кл. В 23 К 37/02, 1976 (прототип).
Ml
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1976 |
|
SU732107A1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| Установка для сборки и контактной сварки труб со спиральными ребрами | 1990 |
|
SU1816597A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
И
5-ff
Фиъ.З
