(61) 1458244 (21)4625941/05 (22)26.12.88 (46)07.10.91. Бюл. №37
(71)Всесоюзный государственный научно- исследовательский проектный и конструкторский институт стройиндустрии
(72)И.А.Сумкин, В.Г.Дороженко, С,С.Герман и А.Н.Мандрин
(53)678.057 (088.8)
(56)Авторское свидетельство СССР N 1458244, кл. В 29 В 9/16, 1986.
(54)ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ ПЕНОПОЛИСТИРОЛА
(57)Изобретение относится к оборудованию для вспенивания гранул полистирола. Цель изобретения - интенсификация процесса
созревания гранул, а также упрощение конструкции. Для этого в линии для изготовления гранул пенополистирола средство 14 выгрузки из бункеров 11 и 12 для вылеживания снабжено пневмотрубопроводом 17 с регулируемой заслонкой 18, соединенным с воздухоотделителями 9 и 10 бункеров 11 и 12 пневмотрубопроводом 23. Загрузочная емкость 1 снабжена вертикальным матери- алопроводом 25 с входным 26 и выходным 27 отверстиями,расположенными соответственно на верхнем и нижнем контролируемых уровнях. Внутри материалопровода 25 размещен датчик 28 наличия материала. Бункеры 11 и 12 снабжены аналогичным ма- териалопроводом 29 с отверстиями 30 и 31, а также датчиком 32. 1 з.п. ф-лы, 1 ил.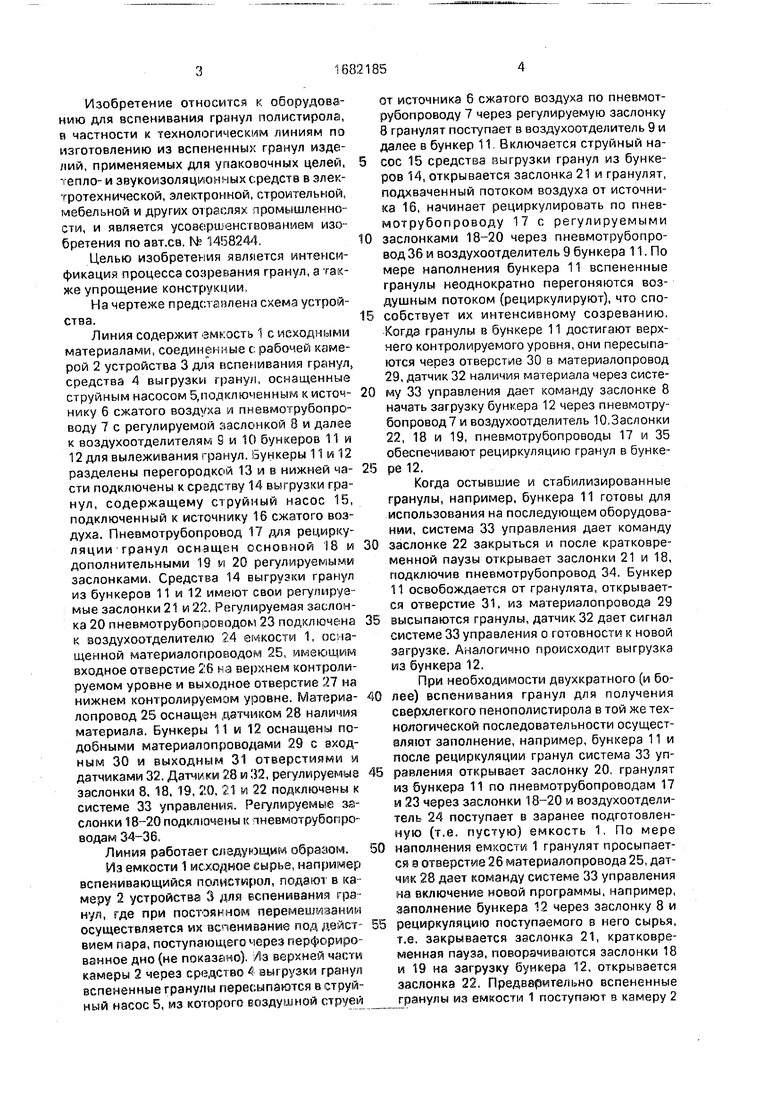
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ВСПЕНИВАНИЯ ПЕНОПОЛИСТИРОЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2293654C2 |
| Линия для изготовления гранул пенополистирола | 1986 |
|
SU1458244A1 |
| МОБИЛЬНЫЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ БЛОКОВ ПЕНОПОЛИСТИРОЛА | 2018 |
|
RU2687920C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ВСПЕНЕННОГО ПОЛИСТИРОЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И УЗЕЛ СТАБИЛИЗАЦИИ, ИСПОЛЬЗУЕМЫЙ В ЭТОЙ ЛИНИИ | 2007 |
|
RU2351470C1 |
| УСТРОЙСТВО ДЛЯ ВСПЕНИВАНИЯ ПЕНОПОЛИСТИРОЛА | 2005 |
|
RU2283228C1 |
| Линия для изготовления гранул пенополистирола | 1980 |
|
SU870168A1 |
| Устройство для предварительного вспенивания гранул пенополистирола | 1989 |
|
SU1775313A1 |
| МИКРОВОЛНОВОЙ СПОСОБ ВСПЕНИВАНИЯ ГРАНУЛ ПЕНОПОЛИСТИРОЛА | 2010 |
|
RU2446046C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СУХОГО ВСПУЧИВАНИЯ ГРАНУЛ ПОЛИСТИРОЛА | 1996 |
|
RU2160184C2 |
| Зарядная машина | 1980 |
|
SU901520A1 |

2$
VNfLl J
ЭД Ы-Ь-и
Оч 00
ю
м
00
ел
ю
Изобретение относится к оборудованию для вспенивания гранул полистирола, в частности к технологическим линиям по изготовлению из вспененных гранул изделий, применяемых для упаковочных целей, тепло- и звукоизоляционных средств в электротехнической, электронной,строительной, мебельной и других отраслях промышленности, и является усовершенствованием изобретения поавт.св, N 1458244.
Целью изобретения является интенсификация процесса созревания гранул, а также упрощение конструкции.
На чертеже представлена схема устройства.
Линия содержит емкость 1 с исходными материалами, соединенные с рабочей камерой 2 устройства 3 для вспенивания гранул, средства 4 выгрузки гранул, оснащенные струйным насосом 5,подключенным к источнику 6 сжатого воздуха и пневмотрубопро- воду 7 с регулируемой заслонкой 8 и далее к воздухоотделителям 9 и 10 бункеров 11 и 12 для вылеживания гранул. Бункеры 11 и 12 разделены перегородкой 13 и в нижней части подключены к средству 14 выгрузки гранул, содержащему струйный насос 15, подключенный к источнику 16 сжатого воздуха. Пневмотрубопровод 17 для рециркуляции гранул оснащен основной 18 и дополнительными 19 и 20 регулируемыми заслонками. Средства 14 выгрузки гранул из бункеров 11 и 12 имеют свои регулируемые заслонки 21 и 22. Регулируемая заслонка 20 пневмотрубопроводом 23 подключена к воздухоотделителю 24 емкости 1, оснащенной материалопроводом 25, имеющим входное отверстие 26 на верхнем контролируемом уровне и выходное отверстие 27 на нижнем контролируемом уровне. Материа- лопровод 25 оснащен датчиком 28 наличия материала. Бункеры 11 и 12 оснащены подобными материалопроводами 29 с входным 30 и выходным 31 отверстиями и датчиками 32. Датчики 28 и 32, регулируемые заслонки 8, 18, 19, 20, 21 и 22 подключены к системе 33 управления. Регулируемые заслонки 18-20 подключены к пневмотрубопро- водам 34-36,
Линия работает следующим образом. Из емкости 1 исходное сырье, например вспенивающийся полистирол, подают в камеру 2 устройства 3 для вспенивания гранул, где при постоянном перемешивании осуществляется их вспенивание под действием пара, поступающего через перфорированное дно (не показано). Из верхней части камеры 2 через средство 4 выгрузки гранул вспененные гранулы пересыпаются в струйный насос 5, из которого воздушной струей
от источника 6 сжатого воздуха по пневмот- рубопроводу 7 через регулируемую заслонку 8 гранулят поступает в воздухоотделитель 9 и далее в бункер 11. Включается струйный насое 15 средства выгрузки гранул из бункеров 14, открывается заслонка 21 и гранулят, подхваченный потоком воздуха от источника 16, начинает рециркулировать по пнев- мотрубопроводу 17 с регулируемыми
0 заслонками 18-20 через пневмотрубопро- вод 36 и воздухоотделитель 9 бункера 11, По мере наполнения бункера 11 вспененные гранулы неоднократно перегоняются воздушным потоком (рециркулируют), что спо5 собствует их интенсивному созреванию. Когда гранулы в бункере 11 достигают верхнего контролируемого уровня, они пересыпаются через отверстие 30 в материалопровод 29, датчик 32 наличия материала через систе0 му 33 управления дает команду заслонке 8 начать загрузку бункера 12 через пневмотру- бопровод и воздухоотделитель 10.Заслонки 22, 18 и 19, пневмотрубопроводы 17 и 35 обеспечивают рециркуляцию гранул в бунке5 ре 12.
Когда остывшие и стабилизированные гранулы, например, бункера 11 готовы для использования на последующем оборудовании, система 33 управления дает команду
0 заслонке 22 закрыться и после кратковременной паузы открывает заслонки 21 и 18, подключив пневмотрубопровод 34. Бункер 11 освобождается от гранулята, открывается отверстие 31, из материалопровода 29
5 высыпаются гранулы, датчик 32 дает сигнал системе 33 управления о готовности к новой загрузке. Аналогично происходит выгрузка из бункера 12.
При необходимости двухкратного (и бо0 лее) вспенивания гранул для получения сверхлегкого пенополистирола в той же технологической последовательности осуществляют заполнение, например, бункера 11 и после рециркуляции гранул система 33 уп5 равления открывает заслонку 20, гранулят из бункера 11 по пневмотрубопроводам 17 и 23 через заслонки 18-20 и воздухоотделитель 24 поступает в заранее подготовленную (т.е. пустую) емкость 1. По мере
0 наполнения емкости 1 гранулят просыпается в отверстие 26 материалопровода 25, датчик 28 дает команду системе 33 управления на включение новой программы, например, заполнение бункера 12 через заслонку 8 и
5 рециркуляцию поступаемого в него сырья, т.е. закрывается заслонка 21, кратковременная пауза, поворачиваются заслонки 18 и 19 на загрузку бункера 12, открывается заслонка 22. Предварительно вспененные гранулы из емкости 1 поступают в камеру 2
устройства 3 и далее вторично вспененные гранулы через средство 4 выгрузки гранул, струйный насос 5,пневмотрубопровод 7, заслонку 8, воздухоотделитель 10 поступают в бункер 12, далее через заслонку 22 в струйный насос 15, пневмотрубопровод 17, заслонки 18 и 19 опять в бункер 12, Уровень предварительно вспененных гранул в емкости достигает нижнего отверстия 27, из ма- териалопровода 25 высыпаются гранулы, датчик 28 наличия материала дает сигнал системе 33 управления повторить цикл загрузки емкости 1. Процесс повторяется до выгрузки бункера 11 или заполнения бункера 12. Система 33 управления следит за технологическим процессом с помощью датчиков 28 и 32 и управляет заслонками 8, 18, 19,20, 21 и 22, Разнообразие технологических программ, их оптимизация предусматривает использование в системе управления микропроцессорной техники.
Выполнение материалопроводов 25 и 29 вертикальными позволяет гранулам свободно без сводообразования просыпаться с верхнего до нижнего уровня. Использование линии для изготовления гранул пенопо- листирола дает возможность повысить интенсификацию процесса созревания гранул на 20-25%, получить вспененные гранулы повышенного качества путем создания условий интенсивного перемешивания (пересыпания) гранул и интенсивного их обдува (аэрирования) во время транспортировки, расширяются технологические возможности путем составления большого количества программ, одновременно упрощается система управления, так как сокращается количество датчиков уровня, что в свою очередь повышает надежность системы управления. 5 Рециркуляция транул уменьшает вероятность закупорки транспортных средств, Формула изобретения
5 для вылеживания гранул со средствами их выгрузки, соединенными, в свою очередь, линией рециркуляции с регулируемыми заслонками с воздухоотделителем загрузочной емкости, и систему управления с
0 датчиком наличия материала, отличающаяся тем, что, с целью интенсификации процесса созревания гранул, а также упрощения конструкции, линия рециркуляции снабжена дополнительными
5 регулируемыми заслонками, через которые соединена с воздухоотделителями бункеров для вылеживания гранул.
5 размещен датчик наличия материала.
