Известны устройства для автоматической разбраковки полупроводниковых триодов, содержащие вращающийся ротор с держателями, загрузочное приспособление, механизм ориентации триодов, измерительный блок и систему сигнализации.
В предлагаемом устройстве механизм ориентации триодов выполнен п виде управляемого электромагнитом упора, над которым установлена прижимная планка. Планка размещена в конце лотка, снабженного толкателем. Такое конструктивное выполнение устройства повышает надежность его работы.
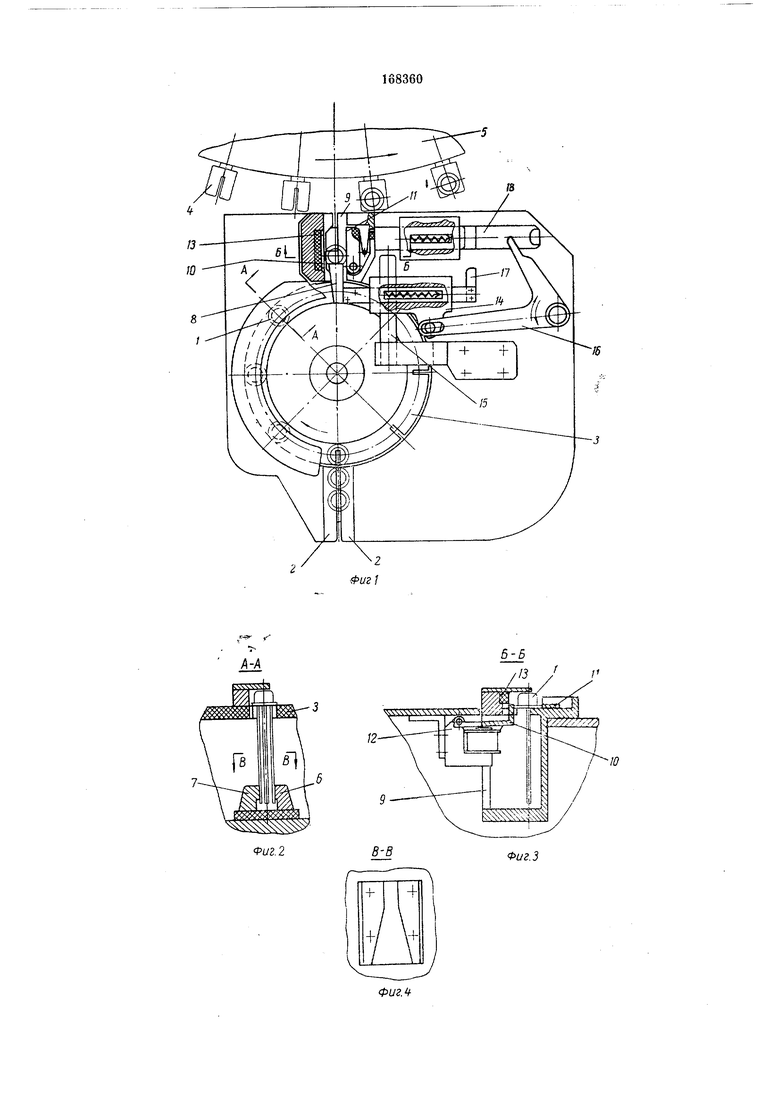
На фиг. 1 схематически изображено предлагаемое устройство с частичными разрезами и вырывами; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фнг. 4 - сечение по В-В на фиг. 2.
Триод / через загрузочное приспособление во вспомогательном лотке 2 загружается в паз револьверного диска о. Во время этого движения его положение в держателе 4 на транспортирующем роторе 5 должно быть определенным относительно эмиттерной ножки. При этом положение эмиттерного вывода определяется диском. Проходя между контактными пластинками б и 7, триод касается их крайними ножками эмиттера и базы.
малый ток, электросхема не срабатывает. В результате толкатель 8 перемещает триод из паза диска в держатель через лоток 9. Упор JO под действием прижимной планки 11 не дает возможности триоду перемещаться влево, и он своими ножками скользит по грани лотка, сохраняя, ориентацию.
Если положение триода не соответствует требуемому, то через эмиттерный переход течет большой прямой ток. От этого срабатывает электросхема загрузочного механизма, включается электромагнит 12 и упор 10 утопляется. Планка 11 прижимает триод к цодущке 13, но он проскальзывает по планке
(коэффициент трения триода с ней меньщий, нежели с подушкой), прокатывается по подушке и поворачивается на 180°. В переориентированном положении триод загружается в держатель.
Держатель движется с постоянной угловой скоростью, а диск 3 вращается прерывисто; для согласования этих скоростей устройство имеет специальный механизм, работающий следующим образом.
Толкатель 8 вместе с кареткой 14 скользит по направляющей 15 под действием рычага 16 и выталкивает триод из неподвил ного диска в лоток. Лоток при загрузке триода из него в держатель под действием рычага 16
ля. Такую же скорость получает толкатель 8, связанный с лотком с помощью пальца 17, входящего в паз ползуна /5. Ползун 18 перемещает лоток.
После загрузки триода в держатель толкатель 8 и лоток под действием пружины возвращаются в исходное положение. Механизм загрузки кинематически жестко связан с ротором 5.
Работа автомата контролируется на пульте управления и контроля (выполнен отдельно от автомата), в котором все измерительные блоки построены с таким расчетом, чтобы любая неисправность в схеме вызывала сигнал «брак.
На табло с рядом в десять лампочек и двумя рядами по десять (белых п красных) кнопок в каждом при поступлении с измерительного блока сигнала «брак загорается первая лампочка. Если за этим браком следует опять брак, то загорается вторая лампочка и т. д.
Если .оператор ограничивается одной визуальной (световой) сигнализацией, то при очередном поступлении годного, небракованного триода реле гашения гасит все лампочки.
Кроме визуальной, можно пользоваться звуковой сигнализацией. Для этого белую кнопку устанавливают против какой-либо по счету лампочки. При загорании этой (2-й,
3-й и т. д.) лампочки, включается контрольный звуковой сигнал, предупреждая о сплошном браке. При этом, если красная кнопка поставлена на остановку, автомат после звуковой сигнализации остановится, а оператор вынет соответствующий измерительный блок и проверит его на специальном пульте проверки исправности блоков. Если же блок окажется исправным, то, значит, сплошной брак
идет с производства.
Кроме того, каждый измерительный блок имеет свои сигнальные лампочки, таким образом работа блоков находится под двойным контролем.
Предмет изобретения
Устройство для автоматической разбраковки полупроводниковых триодов, содержащее
вращающийся ротор, снабженный держателями, загрузочное приспособление, механизм ориентации триодов, измерительный блок и систему сигнализации, отличающееся тем, что, с целью повышения надежности работы
устройства, механизм ориентации триодов выполнен в виде управляемого электромагнитом упора, над которым установлена прижимная планка, размещенная в конце лотка, снабженного толкателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ РАЗБРАКОВКИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU390601A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2016 |
|
RU2643997C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автомат для разбраковки полупроводниковых приборов | 1975 |
|
SU561234A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-АВТОМАТ РОТОРНОГО ТИПА | 1966 |
|
SU184593A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ МАГНИТОПРОВОДОВ ГЕНЕРАТОРОВ | 1973 |
|
SU387754A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КАПСЮЛЕЙ- ДЕТОНАТОРОВ | 1967 |
|
SU201184A1 |
| ШИБЕРНОЕ ПОДАЮЩЕЕ УСТРОЙСТВО | 1970 |
|
SU258247A1 |
| УСТРОЙСТВО для РАЗБРАКОВКИ МАГНИТНЫХ ЭЛЕМЕНТОВ СО СЛОЖНЫМ МАГНИТОПРОВОДОМ | 1969 |
|
SU254570A1 |