Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листовых заготовок.
Цель изобретения - расширение технологических возможностей за счет использования устройства на оборудовании различной мощности, а также повышение производительности процесса и его экономичности путем обеспечения неразрушающего предохранения оборудования от перегрузок.
На чертеже показано устройство для штамповки эластичной средой (слева от осевой линии - в рабочем состоянии, справа - в исходном состоянии).
Устройство содержит контейнер 1 и размещенные в контейнере 1 эластичную
матрицу 2, имеющую высоту h и шаблон-пуансон 3 высотой t Предохранительные эле менты 4 выполнены эластичными, имеют коническую форму и размещены в конических отверстиях 5 в периферийной части дна контейнера 1 вне зоны проекции шаблон- пуансона 3, который контактирует с прижимной плитой 6. Глубина конического отверстия - IOT, максимальный и минимальный диаметры - DOT, dor.
На чертеже глубина от равна толщине дна контейнера, но возможны и другие конструктивные варианты. Конические отверстия 5 обращены к эластичной матрице 2 большими основаниями и расположены равномерно на равном расстоянии от внутренних стенок контейнера 1. Количество упругих вставок, их размеры и упругие характеристики определяются из следующих соотношений:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУСФЕР ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2212970C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| ПАССИВНЫЙ ПРОБООТБОРНИК | 2008 |
|
RU2384833C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Устройство для штамповки трубчатых деталей посредством эластичной среды | 1985 |
|
SU1322556A1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
Изобретение касается обработки металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листовых заготовок. Цель изобретения - расширение технологических возможностей за счет использования устройства на оборудовании различной мощности, а также повышение г/ производительности процесса и его экономичности путем обеспечения неразрушающего предохранения оборудования от перегрузок. Дно контейнера 1 выполнено с коническими отверстиями, обращенными большим основанием к эластичной матрице 2 и расположенными равномерно по периферии дна контейнера 1 на равном расстоянии от его внутренних стенок. В отверстиях установлены эластичные предохранительные элементы (ПЭ) 4. При проведении процесса штамповки эластичная матрица 2 воздействует на ПЭ 4, которые смещаются на величину А Нот. Происходит их удлинение на величину А I. При превышении A hp ПЭ 4 также смещаются на величину, большую расчетной величины A hot. Количество ПЭ 4, их размеры и упругие характеристики определяются в соответствии с приведенными зависимостями. В результате использования эластичных ПЭ 4 обеспечиваются плавные не превышающие критической величины нагрузки на силовые узлы пресса. 1 з. п. ф-лы., 1 ил,1 6 3 J.L О 00 со 00 Јь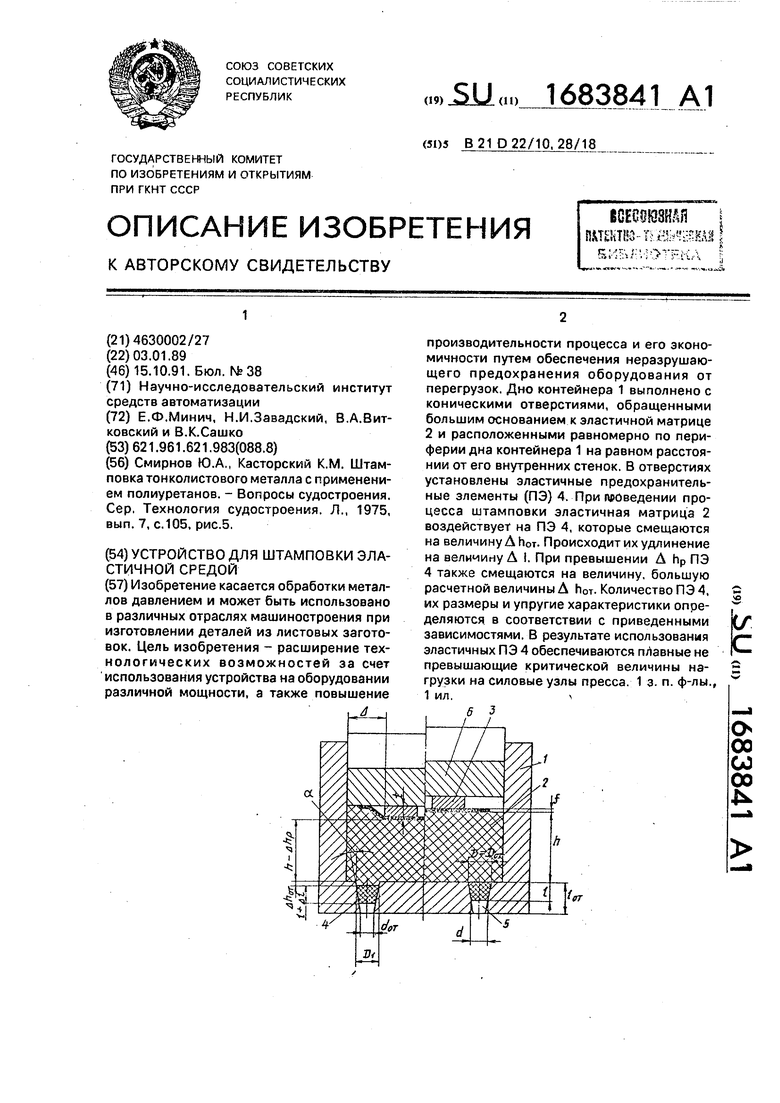
0.883 AhOTEi (Зм - Suf
h (SM -8Ш -n SOT) 3 2 (2VsM-Slu- ;-SuJ-n-SoT)
1,25 n Al E2D
П -Ei
ldVl-рз -3(1 -iv)
lor 1,2 (I + AhoT + Al) (2), где Длот - D Амин (4)
(3)
(l + Al)± /tg2«(l + A)2-r4tg2a(i+Al)
где А Нот - глубина заполнения отверстий материалом эластичной матрицы;
EI, E2 - модули упругости материала эластичной матрицы и предохранительных элементов;25
pi. pi коэффициенты гистерезисных потерь материала эластичной матрицы предохранительных элементов;
h - высота эластичной матрицы;
SM - площадь проекции эластичной мат- 30 рицы на плоскость, перпендикулярно оси устройства;
5ш - площадь проекции шаблон-пуансона на плоскость, перпендикулярную оси устройства;35
SOT - площадь большего основания отверстия;
D, d - максимальный и минимальный диаметры предохранительного элемента;
V - коэффициент Пуассона материала эластичной матрицы;
DI - максимальный диаметр предохранительного элемента после деформации;
а- угол конусности отверстия;
А мин - расстояние между боковой стенкой шаблон-пуансона и внутренней стенкой контейнера;
V - объем предохранительного элемента.
Имеются дополнительные расчетные зависимости, основанные на известных представлениях:
тгС&г, ,
JOTл- i(о;
л
4
,2 , Л
(7)
V - (D + сГ + D -d),
Ahp
t( bvt Зщ) + f ( $4 S3) + n VCM SM
0,2 h, (8)
n-количество предохранительных эле-40 r дьр - рабочий ход шаблон-пуансона (с ментов или отверстий;начала взаимодействия с эластичной матриI, АI - высота предохранительного эле- цей до момента деформации); мента и его удлинение при деформации;t ВЫСОТа шаблон-пуансона:
П - стойкостный параметр материалаf - толщина заготовки;
эластичной матрицы;45 s3 - площадь заготовки,
(1)
(3)
(5)
V - коэффициент Пуассона материала эластичной матрицы;
DI - максимальный диаметр предохранительного элемента после деформации;
а- угол конусности отверстия;
А мин - расстояние между боковой стенкой шаблон-пуансона и внутренней стенкой контейнера;
V - объем предохранительного элемента.
Имеются дополнительные расчетные зависимости, основанные на известных представлениях:
тгС&г, ,
JOTл- i(о;
л
4
,2 , Л
(7)
V - (D + сГ + D -d),
Ahp
t( bvt Зщ) + f ( $4 S3) + n VCM SM
0,2 h, (8)
r дьр - рабочий ход шаблон-пуансона (с начала взаимодействия с эластичной матриVc
(D2 + Di2 + DDi)
VCH объем эластичной матрицы, смещаемый в конические отверстия:
ЛГ ДЬрт
12
В универсальном блоке с h 20 мм Зм 11309,733 мм2 (диаметр мм).
Устройство работает следующим образом.
При передаче нагрузки эластичной матрице 2 от шаблон-пуансона 3, а затем и от прижимной плиты 6 происходит перераспределение материала эластичной матрицы 2 в зазор между рабочим инструментом 3 и контейнером 1. При этом давление воздействует на предохранительный элемент 4, при этом давлении он смещается на величину Ahor, происходит удлинение на величину Д и осуществляется формоизме- рение заготовки (вырезка, пробивка). При превышении Д hp расчетной величины упругая вставка смещается также на величину, большую расчетной величины Д Йот, и таким образом обеспечиваются плавные, не превышающие критической величины, нагрузки на силовые узлы пресса. При различных геометрических и упругих характеристиках величины Д hp Д hot будут различными, и соотношения (1) - (5) определяют также интервалы регулируемого хода пресса с учетом высоты штампа.
П р и м е р. В универсальном блоке с h 20 мм, 3 11309,733 мм2 (диаметр мм), 5ш 7853,981 мм2 (диаметр duj 100 мм), 33 10207,034 мм2 (диаметр ds 114 мм), Ei 2 кг/мм (полиуретан СКУ- 7/1) и Е. 1 кг/мм2 (полиуретан СКУ-7) при I 4 мм, f 0,2 мм, размерами вставки мм, d 3 мм, 12 мм, pi 0,230, pi 0,250, v 0,492, П 0,04 (.01 + + 0,06) имеем:
3 ( 1 1 кг/мм2 ПРИ n 2 SOT 50,265 мм мм;
Д i 2,6
J ALIlD. 1 645 Kr/MM2i tg а 0 208. V 304,734 мм3; DI 7,883 мм; hOT 0,279 мм,
(&. - ЗшУ
оаазАЬс.-Е
0,025 кг/мм2
1,645 + 0,025 1,670 1,666 кг/мм2.
0,883 ДпотЕ1
hvT
3/2
W (Зм-Зш-п-Зот) (2 5м-Зш- 5м 5ш-гГз7) 1,25 п Д E2D П EI .
ldVi-рг -3(1-11/)
D -Di
D -Di
от 1,2 (I + ДЬот + Д1), где Дг1от 9 „ ; D Дмин;
Ј. 4 CZ
5
0
5
5
0
5
0
0
5
0
Выполнение неравенства (1) с небольшой разностью левой и правой части гово рит о том. что выбранные величины конструктирных параметров и механические характеристики обеспечивают работу предохранительных элементов. В общем случае можно рекомендовать во избежание
заклинивания-j- 0,3...0,5.
При проведении расчета следует задаваться величиной Д1, выбранной в соответствии с приведенным неравенством.
Глубина отверстия определяется
lor 1,2 (0,279 f 12 + 2,6) «18 мм.
Выбранные параметры обеспечивают также выполнение зависимости (8). Расчеты не приводятся.
Формула изобретения
3/2
(5м-Зщ)2
(
D -Di
9 „
(l + Al)± /tg2a(l + Al)2где Ahoi - глубина заполнения отверстий материалом эластичной матрицы;
Е1, Е2 - модули упругости и предохранительных элементов;
. pi коэффициенты гистереэисных потерь соответствующих материалов;
h - высота эластичной матрицы;
SM площадь проекции эластичной матрицы на плоскость, перпендикулярную оси устройства;
5ш - площадь проекции шаблон-пуансона на плоскость, перпендикулярную оси устройства;
SOT - площадь большего основания отверстия;
D,d - максимальный и минимальный диаметры предохранительных элементов;
(
п - количество предохранительных элементов (или отверстий);
I, Д I - высота предохранительного элемента и его удлинение при деформации;
П - стойкостный параметр материала эластичной матрицы;
v - коэффициент Пуассона материала эластичной матрицы;
DI - максимальный диаметр предохранительного элемента после деформации;
а - угол конусности отверстий;
Амин - расстояние между боковой стенкой шаблон-пуансона и внутренней стенкой контейнера;
V - объем предохранительного элемента.
| Смирнов Ю.А., Касторский К.М | |||
| Штамповка тонколистового металла с применением полиуретанов | |||
| - Вопросы судостроения | |||
| Сер, Технология судостроения | |||
| Л., 1975, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
