Изобретение относится к станкостроению, в частности к фрезерным станкам, предназначенным для обработки шпоночных канавок на валах концевыми и шпоночными фрезами.
Цель изобретения - повышение точности за счет компенсации влияния износа фрезы на точность параметров шпоночной канавки.
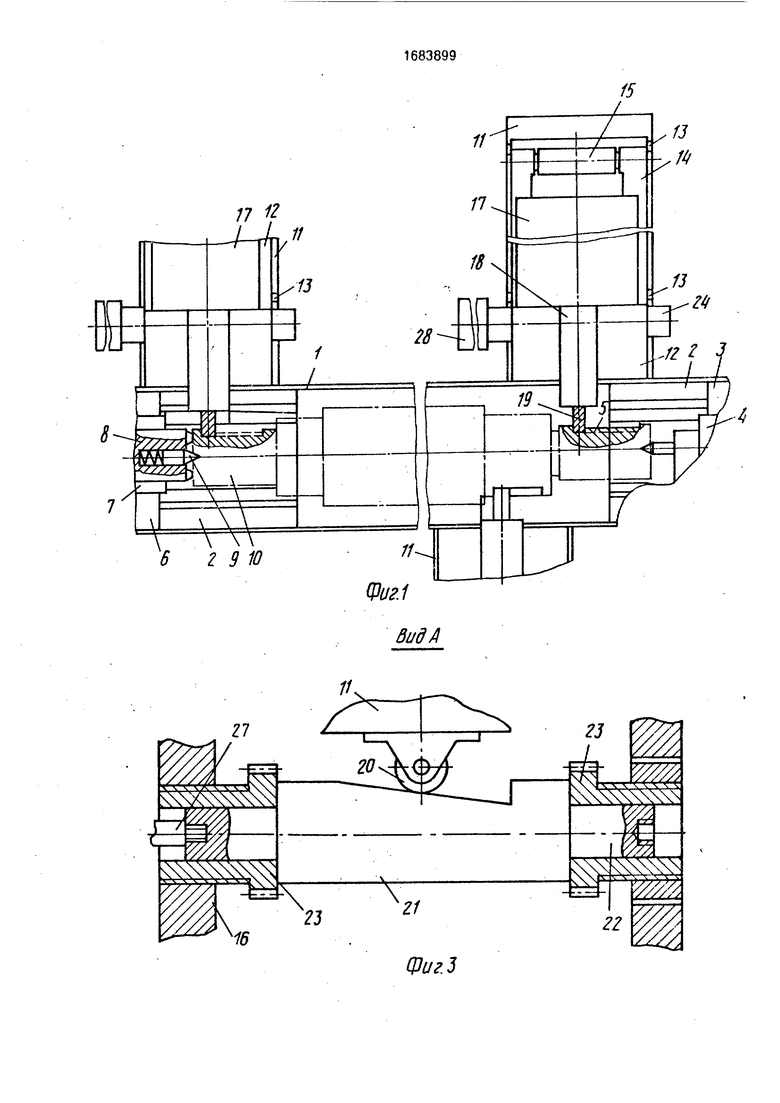
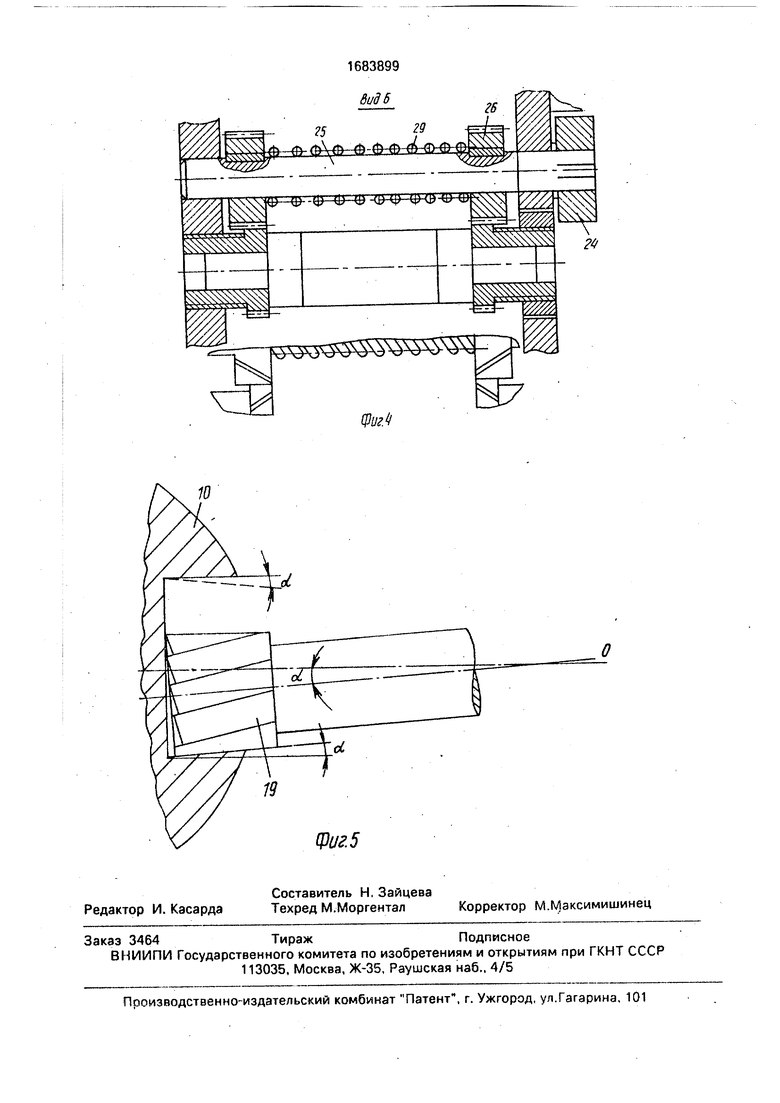
На фиг. 1 изображен станок, вид сверху; на фиг. 2 - инструментальная головка, вид сбоку; на фиг. 3 - вид А на фиг, 2; на фиг. 4 - вид Б нафиг. 2; на фиг, 5 - схема обработки шпоночных канавок.
Станок содержит центральную станину 1 с направляющими 2, правый силовой стол 3 с установленной на нем задней бабкой 4, центром 5 и левый продольный стол 6 с установленной на нем передней бабкой 7, пинолью 8 и подвижным центром 9 для зажима в центрах обрабатываемого вала Ю, боковые стойки 11, на каждой из которых расположены поперечные силовые столы 12 с возможностью их перемещения по направляющим 13 параллельно оси станины 1,
На каждом силовом столе 12 на кронштейне 14, поворачивающемся вокруг оси О на угол а в стойках 15 поддона 16, установлена инструментапьная головка 17 со шпинделем 18 и фрезой 19. К кронштейну 14 снизу прикреплен ролик 20, опирающийся на клин 21 на торцах которого выполнены цапфы 22, ограниченный с двух сторон втулками 23, имеющими бурты с зубьями и резьбы; на одной правую, на другой левую, служащие для ограничения перемещения клина 21. Втулки 23 ввинчены в стенки поддона 16 и при вращении лимба 24 через вал 25 и косозубые шестерни 26 клин 21 имеет возможность проворачивания вокруг оси. Шток 27 связан с пнзвмс цилиндром 28, перемещающим клин 21 rjr.pEBO и влево. При этом пружина 29 служил д,:я исключения возможности перемещения косозубых шестерен 26.
Устройство работает следующим образом.
Обрабатываемый вал 10 зажимается на станке в центре 5 за счет перемещения задней бабки 4 по направляющим 2 влево. При этом левым торцом обрабатываемый вал 10 устанавливает центр 9 и упирается в зубчатый торец пиноли 8 передней бабки 7. Зубцы исключают проворачивание вала 10 в процессе фрезерования шпоночной канавки. Затем за счет перемещения инструментальных головок 17 по направляющим 13 производится обработка шпоночных канавок. При этом сначала обрабатывается правая сторона шпоночной канавки, а затем левая. Для этого шток 27 с помощью пнев- моцилиндра 28 перемещает клин 21 с правого положения влево, до упора, а затем
вправо до упора. В зависимости от количества шпоночных канавок одновременно могут работать две или три силовые головки с установленными на них концевыми или шпоночными фрезами.
Расположение оси фрезы 19 параллельно оси симметрии шпоночной канавки за счет возможности поворота инструмента головки 17с фрезой 19 вокруг оси 0 кронштейна 14 обеспечивает одновременно со
снятием стружки компенсацию влияния износа фрезы на точность параметров шпоночной канавки. Если массы силовой головки окажется недостаточно для снятия стружки, кронштейн с роликом следует прижимать к клину, установив дополнительную пружину или пневмоцилиндр.
Формула изобретения Шпоночно-фрезерный с-:анок, содержащий станину с размещенной на ней инструментальной головкой, кинематически связанной с механизмом поднаст- ройки, отличающийся тем, что, с целью повышения точности, механизм поднастройки выполнен в виде установленных с возможностью перемещения в станине втулок, на наружной поверхности которых выполнены разнонаправленные резьбы, размещенного ме::сду втулками с возможностью перемещение клина и жестко связанных с торцам/ последнего цапф, расположенных во втулках, при этом клин предназначен для взаимодействия с инструментальной головкой.
Ј
§,
О5
00
u со о
(О
Фиг 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная головка к станкам с программным управлением для обработки деталей со сложными линейчатыми поверхностями | 1987 |
|
SU1450933A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Шпиндельная бабка копировальнофрезерного станка | 1977 |
|
SU657928A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Фрезерный станок | 1989 |
|
SU1683896A2 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| Станок для фрезерования канавок и спинок спирального сверла | 1986 |
|
SU1349893A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
Изобретение относится к станкостроению, в частности к фрезерным станкам, предназначенным для обработки шпоночных канавок на валах концевыми и шпоноч- ными фрезами. Цель изобретения - повышение точности за счет компенсации влияния износа фрезы на точность парамет19 В ров шпоночной канавки. На каждом поперечном силовом столе на кронштейне 14, поворачивающемся вокруг оси 0 в стойках поддона 16, установлена силовая головка 17 со шпинделем 18 и срезой 19. К кронштейну 14 снизу прикреплен ролик 20, опирающий ся на клин 21, на торцах которого выполнены цапфы, ограниченный с двух сторон втулками, в свою очередь, служащими для ограничения перемещения клика 21. Втулки ввинчены в стенки поддона 16, и при вращении лимба 24 через вал и косозубые шестерни клин 21 имеет возможность просорота вокруг оси. Шток связан с пневмоцилинд- ром, перемещающим клин 21 вправо и влево, при этом пружина служит для исключения возможности перемещения ко- созубых шестерен. 5 ил. сл С о 00 со 00 о о
10
Фиг 5
| Ничков А.Г | |||
| Фрезерные станки, М.: Машиностроение, 1984, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
