Изобретение относится к сварке и может быть использовано для автоматической аргонодуговой сварки кольцевых стыков труб малого диаметра.
Цель изобретения - повышение качества сварного соединения путем оптимизации режима сварки.
Способ осуществляется следующим образом.
При автоматической аргонодуговой сварке кольцевых стыков труб малого диаметра свариваемый стык разбивают на участки и определяют влияние
неконтролируемых возмущений на качество формирования шва по минимальной и максимальной величинам энергии, затрачиваемой на сварку с заданной величиной провара на первом участке стыка, и оптимизируют сварочный режим для каждого последующего участка стыка, рассчитывая его по формуле
l««c((NJ№:E U r (и)
U-:ЈIM««I
х оЬ«Ю« Е «
СЬ 00
со ю ю -fcb
где I (N) - ток N-м участке стыка свариваемой трубы;
Iмакс (N) - ток на N-м участке трубы, соответствующий максимальной величине энергии, затраченной на сварку с заданной величиной провара на первом участке стыка труб при воздействии неконтролируемых в процессе сварки возмущений.
(мин (N) - ток на N-м участке трубы, соответствующий минимальной величине энергии, затраченной на сварку с заданной величиной провара на первом участке стыка труб при воздействии неконтролируемых в процессе сварки возмущений;
Е - номинальная энергия, затраченная на сварку с заданной величиной провара первого участка стыка.
Емакс- максимальная энергия, затраченная ка сварку с заданной величиной провара первого участка стыка труб при воздействии неконтролируемых в процессе сварки возмущений.
Емин - минимальная энергия, затраченная на сварку с заданной величиной провара первого участка стыка труб при воздействии неконтролируемых в процессе сварки возмущений,
Различные неконтролируемые возмущения (по геометрии свариваемых труб, из- менений условий теплоотвода и др.) приводят к тому.что для сварки с полным проваром определенного участка необходимо затратить разную величину энергии. Таким образом,энергия,затраченная на сварку участка стыка, характеризует величину немзнтролируе иых параметров сварочного процесса.
При сварке труб малого диаметра осуществляют программирование параметров сварочного режима по примеру стыка из-за подогрева естз сварки теплом, распространяющемся за источником нагрева. Программирование параметров сварочного режима осуществляют, разбивая периметр стыгз на N участков, для каждого из которых назначают свои значения параметров сварочного режима. Обычно режим назначают дли некоторых усредненных (номинальных) параметров сварочного процесса без учета различного рода возмущений в процессе сварки. Режим (макс (N) и Мин (N) назначают для случаев такого воздействия величин неконтролируемых в процессе сварки возмущений,при которых качественное формирование сварного шва требует соответственно режим с максимальными и минимальными значениями сварочного тока для каждого участка стыка.
Длину первого участка стыка определяют равной длине одного участка программи- рования. Саарку первого участка
осуществляют любым способом, обеспечивающим контроль величины провара.
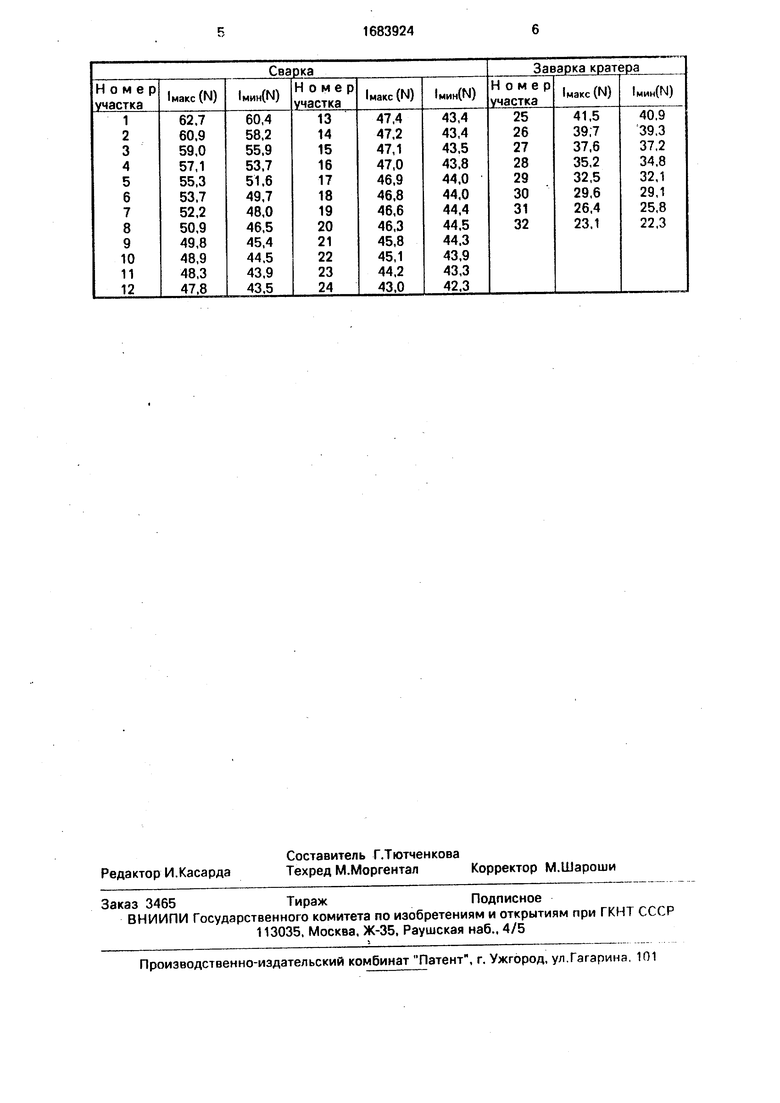
Пример. Выполняют аргонодуговую сварку неплавящимся электродом с присадочной проволокой неповоротных кольцевых стыков труб диаметром 8 мм с толщиной стенки 1,5 мм из титанового сплава. Стык разбивают на 24 участка. В качестве наиболее существенного неконтролируемого в про0 цессе сварки параметра выбирают по толщине стенки трубы. По статическим оценкам ограничиваются отклонениями
,1-0,15мм. Режимы макс(М)и мин(М)
назначают соответственно для труб с тол5 щиной.стенки 1,6 и 1,35 мм. Режимы приведены в таблице. Величины Емин и Емакс равны 936 и 2084 Дж соответственно. Управление сборочно-свэрочным станком осуществляют от микроЭВМ МСУВТ В7.
0 Источник сварочного тока ВСВУ-315. При сварке 100 образцов труб геометрические параметры всех швов входят в пределы допуска (0,1 - 0,5 мм).
Способ позволяет осуществлять сварку
5 с подачей присадочной проволоки.
Формула изобретения Способ автоматической зргонодуговой сварки кольцевых стыков труб малого диа0 метра, включающий регулирование глубины провара и компенсацию неконтролируемых возмущений изменением параметров режима, отличающийся тем, что, с целью повышения качества сварочного соедине5 ния путем оптимизации режима сварки, свариваемый стык разбивают на участки и измеряют максимальную и минимальную величины энергии,затраченной на сварку с заданной величиной провара первого участ0 ка стыка.а сварочный ток для каждого последующего участка стыка рассчитывают по формуле
W lMHHWCE-E H
т-макс мин
IMHH(N|
5 I,
где I(N) - ток сварки на N-м участке стыка;
макс (N), 1Мин (N) - ток сварки на N-м участке стыка, соответствующий максимальной и минимальной величинам энер0 гии, затраченной на сварку с заданной величиной;
Е - номинальная энергия, затраченная на сварку с заданной величиной провара первого участка стыка:
5 Емакс и Емин - максимальная и минимальная энергия, затраченная на сварку с заданным проваром первого участка стыка при воздействии неконтролируемых возмущений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2015 |
|
RU2621539C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
Изобретение касается сварки. Цель изобретения повышение качества сварного соединения путем оптимизации режима сварки. При автоматической аргонодуговой сварке кольцевых стыков труб малого диаметра свариваемый стык разбивают на N участков. Определяют влияние неконтролируемых возмущений на качество формирования шва по минимальной и максимальной величинам энергии, затрачиваемой на сварку с заданной величиной провара на первом участке стыка. После этого сварочный режим оптимизируют для каждого последующего участка стыка, рассчитывая его по формуле I(N) макс (N) - мин (N)} (Е - Емин) / /(Емакс Емин)+ IMHH (N), где макс (N) , IMHH (N) - ток сварки на М-м участке стыка; Е - номинальная энергия, затраченная на сварку с заданной величиной провара первого участка стыка; Емакс и Емин - максимальная и минимальная энергия, затраченная на сварку с заданным проваром первого участка при воздействии неконтролируемых возмущений. Изобретение позволяет осуществлять сварку с подачей присадочной проволоки. 1 табл. СА С
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 0 |
|
SU331875A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
