Изобретение относится к стыковой сварке давлением и может быть применено при производстве сортовых и трубных профилей и широкополосной стали на непрерывных станах.
Цель изобретения - снижение продольной разнотолщинности полос за счет исключения накладки концов полос друг на друга.
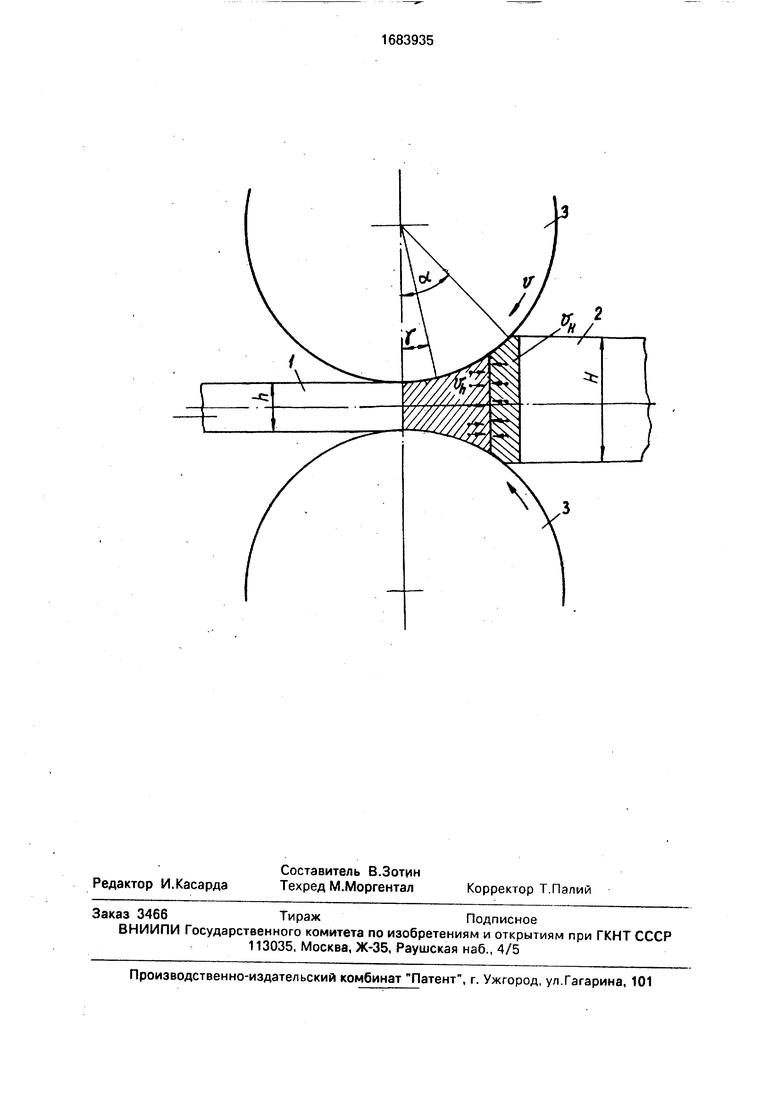
На чертеже приведена схема осуществления способа.
Способ осуществляется следующим образом.
После выхода из черновой группы, например, широкополосного стана, первой полосы 1 она поступает к летучим ножницам, на которых производят удаление дефектных переднего и заднего концов, Задний конец полосы 1 отрезают в период прокатки ее в чистовой группе. Еще до входа заднего конца полосы в первую клеть чистовой группы из черновой группы поступает вторая полоса 2, передний дефектный конец
которой также удаляют на летучих ножницах, а зачищенный передний торец второй полосы прижимается роликами рольганга к заднему торцу первой заготовки и вместе с ним входит в валки 3 первой клети чистовой группы.
В соответствии с законом наименьшего сопротивления металл заднего конца полосы 1 выдавливается со скоростью vn против направления вращения валков, а металл переднего торцового участка конца полосы 2 в результате деформации течет вдоль направления прокатки со скоростью VH, которая больше горизонтальной составляющей окружной скорости валков v.
Таким образом, в результате противонаправленного течения металла состыкованных торцов происходят совместная их пластическая деформация и диффузионная сварка под действием горизонтального давления. Для осуществления стыковой сварки в очаге деформации достаточно отш ы ю ы сл
носительное обжатие полосы в пределах 20-60% от исходной ее толщины.
После или во время резки концы полос защищают от окисления, а подачу охлаждающей воды при входе концов в валки прекращают.
Одним из условий качественной стыковой сварки является выполнение ее в зоне а-у, где а-угол захвата; у-угол критического сечения в установившемся процессе прокатки полосы (CMI чертеж). Известно, что в зоне отставания а-у в установившемся процессе прокатки металл течет против хода прокатки, а в зоне опережения у металл целостного очага деформации течет в направлении движения полосы. Поэтому, если сварка стыка начинается непосредственно перед входом в зону у, то может произойти разрыв еще несформировавшегося стыка. Для предотвращения этого торцы заготовок 1 и 2 задают в валки совместно и процесс сварки происходит в зоне отставания а -у.
Таким образом, при прохождении стыком очага деформации на всем протяжении
дуги контакта при одновременной задаче торцов полос в валки будет обеспечена их сварка.
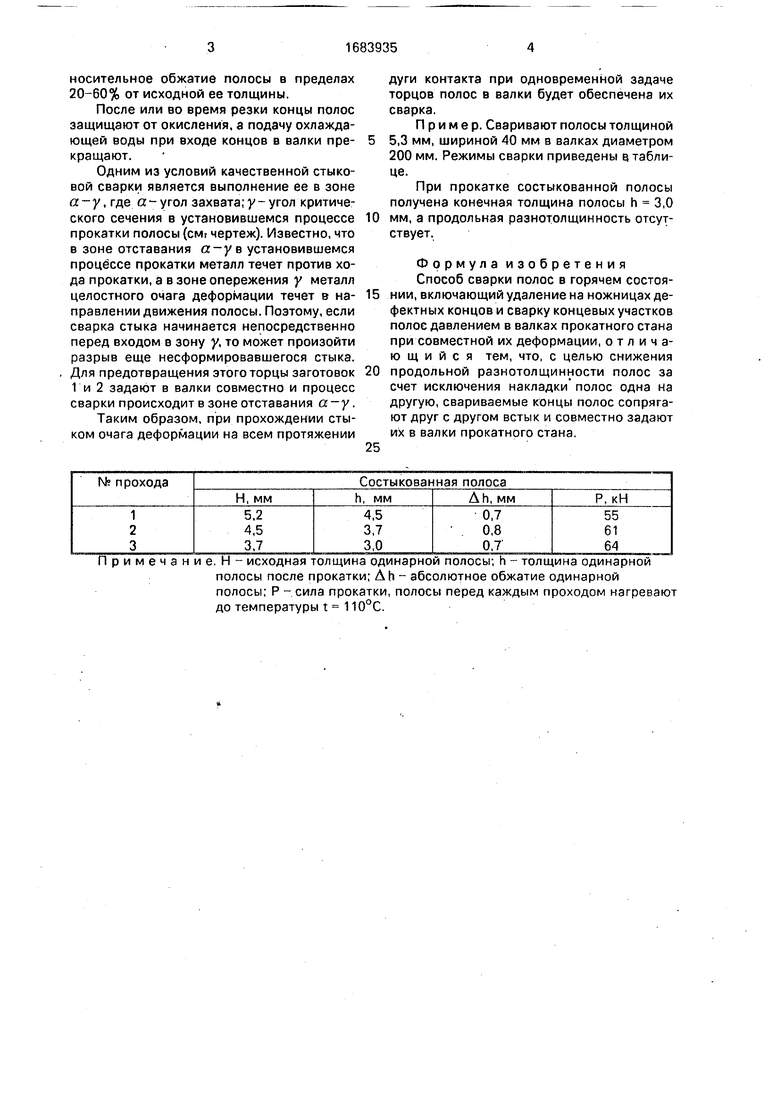
Пример. Сваривают полосы толщиной 5,3 мм, шириной 40 мм в валках диаметром 200 мм. Режимы сварки приведены в таблице.
При прокатке состыкованной полосы получена конечная толщина полосы h 3,0 мм, а продольная разнотолщинность отсутствует.
Формула изобретения Способ сварки полос в горячем состоянии, включающий удаление на ножницах дефектных концов и сварку концевых участков полос давлением в валках прокатного стана при совместной их деформации, отличающийся тем, что, с целью снижения
продольной разнотолщинности полос за счет исключения накладки полос одна на другую, свариваемые концы полос сопрягают друг с другом встык и совместно задают их в валки прокатного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578334C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ШИРОКОПОЛОСНОМ ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 2015 |
|
RU2613263C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ подготовки подката для производства холоднокатаных полос | 1988 |
|
SU1551494A1 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
Изобретение относится к стыковой сварке давлением и может быть применено при производстве сортовых и трубных профилей и широкополосной стали на непрерывных станах. Цель изобретения - снижение продольной разнотол щинности полос за счетисключения накладки концов полос друг на друга. Способ сварки полос в горячем состоянии включает удаление на ножницах дефектных концов и сварку концевых участков полос давлением в валках прокатного стана при совместной их деформации, Перед сваркой свариваемые концы сопрягают друг с другом встык и совместно задают их в валки прокатного стана. 1 ил.
Примечание. Н- исходная толщина одинарной полосы; h - толщина одинарной полосы после прокатки; Ah - абсолютное обжатие одинарной полосы; Р - сила прокатки, полосы перед каждым проходом нагревают до температуры t 110°С.
| Горбачев Н.И | |||
| и др | |||
| Последние достижения в области горячей прокатки листового металла за рубежом | |||
| Обзорная информация Черметинформация, М., 1983, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
