Изобретение относится к автоматизации производственных процессов в приборостроении и машиностроении и может быть применено в загрузочно-ориентиру- ющих устройствах релейного машиностроения для подачи к рабочему органу технологического оборудования деталей типа колпачков, ориентированных определенным образом, например донышком вверх.
Целью изобретения является повышение надежности при подаче деталей типа колпачков путем отделения ориентируемых деталей от навала.
На фиг. 1 показано загрузочное устройство; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4-узел на фиг.1; на фиг.5 - разрез В - В на фиг,2,
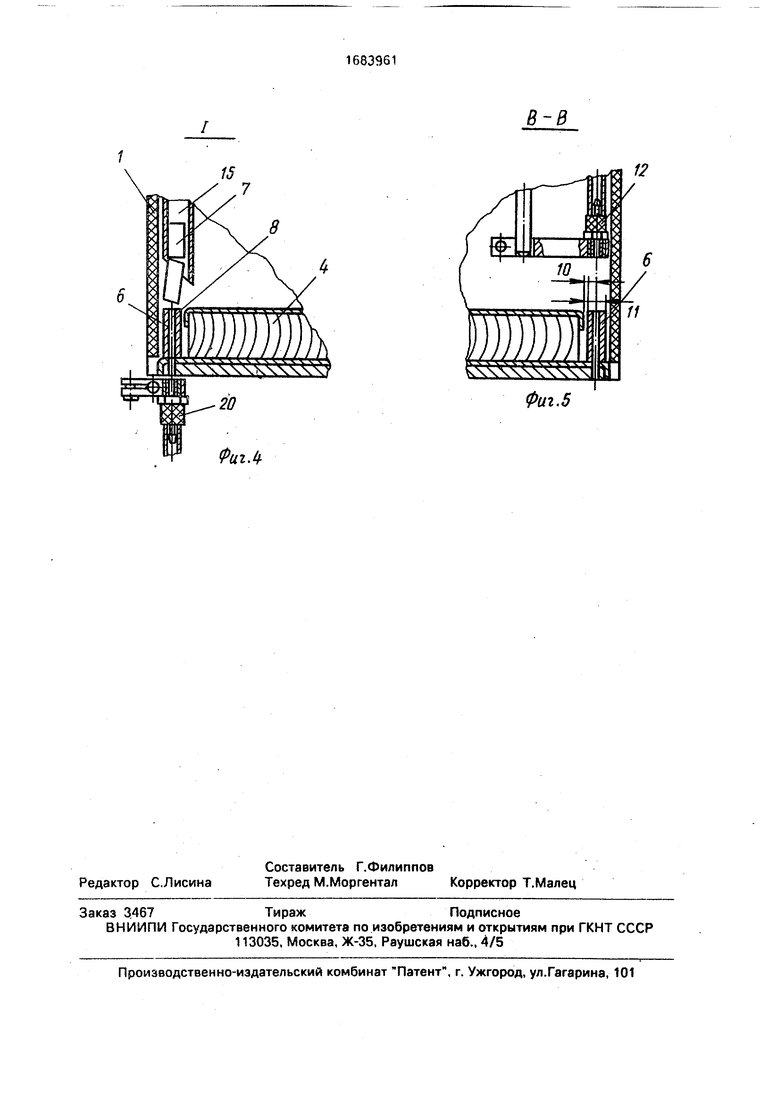
Загрузочное устройство содержит наклонный бункер 1 (см.фиг,1), закрепленный на оси 2 мотор-редуктора 3. На одной оси с бункером 1 жестко закреплен рабочий диск 4, образуя при этом кольцевой паз 5, Внутри паза 5, по его цент ру, равномерно по окружности установлены захваты б, выполненные в виде штырей, повторяющих форму ориентируемой детали 7 с отверстиями 8 по их центру для прохождения сжатого воздуха. Зазор 9 между захватами б равен 0,8 - 0,7 минимального размера ориентируемой детали, что исключает возможность запада- ния ориентируемых деталей 7 во впадину между захватами 6. Зазоры 10 и 11, расположенные по окружности, выбраны так, чтобы толщина стенки детали свободно проходила в них.
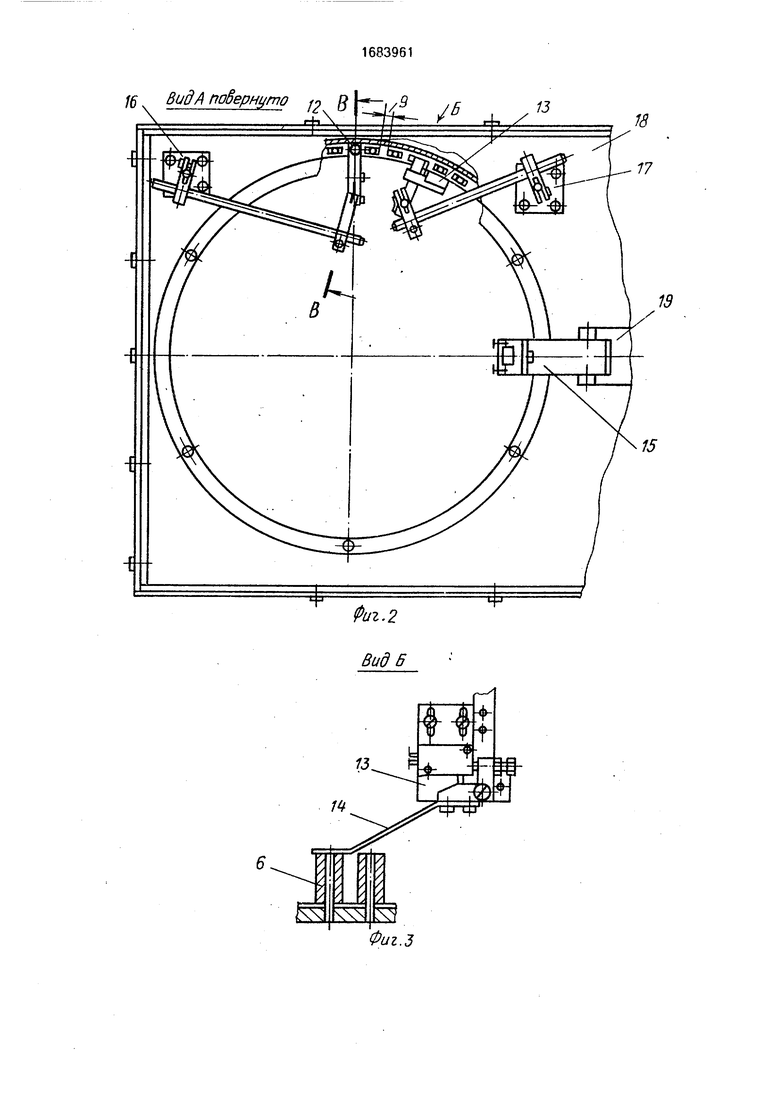
Внутри бункера 1 по ходу его вращения последовательно расположены: досыла- тель, выполненный в виде штуцера 12Сфиг.2 и 5), через который сжатый воздух сверху воздействует на ориентируемую деталь 7 и устраняет случаи неполной ориентации деталей 7 на захвате 6; контрольный щуп 13 с механической пластинкой 14, который контролирует положение детали 7 на захвате бив случае неполной ориентации прижимает деталь 7 пластинкой 14 к захвату 6; отводящий лоток 15, установленный соосно отверстию 8 захвата 6.
Штуцер 12 и контрольный щуп 13 жестко закреплены на специальных стойках 16 и 17, которые размещены на крышке 18. Отводящий лоток 15 закреплен на специальном кронштейне 19, размещенном также на крышке 18.
С наружной стороны бункера 1 соосно отводящему лотку 15 и отверстию 8 захвата 6 установлен механизм выгрузки, выполненный в виде штуцера 20, соединенного с источником сжатого воздуха и служащий для подачи деталей в отводящий лоток 15,
Устройство работает следующим образом.
Детали 7 типа колпачков с соотношением высоты к диаметру как больше так и
меньше единицы засыпаются в бункер 1. При вращении бункера 1, закрепленного на оси 2 мотор-редуктора 3, детали 7 ориентируется (одеваются) на захваты 6. Угол наклона оси вращения бункера 1 выбирается
в зависимости от размеров и веса ориентируемой детали.
При ориентации деталей 7 на захвате 6 стенки колпачка попадают в зазор 10, образованный торцовой поверхностью рабочего
диска 4 и боковой поверхностью захвата 6, и в зазор 11, образованный боковыми поверхностями захвата 6 и бункера 1. Зазор 9 между захватами б выбран 0,8 - 0,7 минимального размера ориентируемой детали,
чтобы исключать западание колпачка во впадину между захватами 6.
В случае неполной ориентации детали 7 на захвате 6, т.е. деталь не оделась, при подходе к штуцеру 12 струя сжатого воздуха
досылает деталь 7 на захват 6. При подходе детали 7, сориентированной захвату 6, к контрольному щупу 13 происходит контроль ориентации и в случае необходимости до- жим с помощью специальной пластинки 14.
При подходе детали 7, сориентированной на захвате 6, к отводящему лотку 15 происходит управляемая подача воздуха из магистрали сжатого воздуха штуцером 20 через отверстие 8 в захвате 6. Детали 7 струей
сжатого воздуха поочередно подаются в отводящий лоток 15, соединенный с технологическим оборудованием.
Формула изобретенич
0 1. Загрузочное устройство, содержащее установленный на основании с возможностью вращения наклонный бункер с захватами, размещенными на его дне, установленный над бункером отводящий
5 лоток, механизм выгрузки ориентированных деталей, отличающееся тем, что, с целью повышения надежности при подаче деталей типа колпачков, захваты выпол- нены в виде штырей, установленных
0 параллельно оси вращения бункера и размещенных в дополнительно выполненном в дне бункера кольцевом пазу, при этом в верхней части бункера над захватами установлен дополнительно введенный досыла5 тель, выполненный в виде штуцера, соединенного с источником сжатого воздуха.
2.Устройство по п.1, о т л и ч а ю щ е е - с я тем, что над захватами установлен дополнительно введенный контрольный щуп.
16 Вид А поёернуто В
15
Фиг.З
/
в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1977 |
|
SU659360A1 |
| Загрузочно-ориентирующее устройство | 1982 |
|
SU1071391A1 |
| Загрузочно-ориентирующее устройство | 1985 |
|
SU1340980A1 |
| Загрузочно-ориентирующее устройство | 1984 |
|
SU1255373A1 |
| Бункерное загрузочное устройство | 1987 |
|
SU1493439A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Ориентирующее устройство | 1983 |
|
SU1121121A1 |
| Устройство для ориентации плоских деталей | 1978 |
|
SU785017A1 |
| Устройство для ориентации деталей | 1981 |
|
SU956233A1 |
| Устройство для ориентации деталей | 1990 |
|
SU1757843A1 |
Изобретение относится к автоматизации производственных процессов в приборостроении и машиностроении и может быть применено в загрузочно-ориентиру- ющих устройствах релейного машиностроения для подачи к рабочему органу технологического оборудования деталей типа колпачков, ориентированных определенным образом, например зонтиком вверх. Целью изобретения является повышение надежности при подаче деталей типа колпачков за счет отделения ориентируемых деталей от навала. Загрузочное устройство содержит наклонный бункер 1 с захватами 6, выполненными в виде штырей. Захваты 6 размещены в кольцевом пазу 5. Детали 7 засыпаются в бункер 1 и при его вращении надеваются на захваты 6. При подходе деталей 7 к досылателю в случае недостаточно правильной ориентации деталей они досылаются с помощью штуцера сжатым воздухом, воздействующим на деталь 7. Правильность ориентации контролируется контрольным щупом. Затем детали с помощью штуцера 20 сжатым воздухом отводятся в отводящий лоток 15. 1 з.п.ф-лы, 5 ил. 19 (Л С о 00 О) ю о
Фиг.5
| Прейс В.Ф | |||
| Автоматизация загрузки прессов штучными заготовками | |||
| М.: Машиностроение, 1975 | |||
| с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
