1
(21)4749403/13
(22)16.09.89
(46) 23.10.91. Бюл. № 39
(71)Дзержинский филиал Ленинградскою научно-исследовательского и конструкторского института химического машиностроения
(72)А. Ф. Суворов, М. Б. Дубинский. В. Н. Сахаров и И. А. Егоров
(53)621.798.4(088.8)
(56) Проспект фирмы «ROVEMA. ФРГ 1977.
(54)СПОСОБ УПАКОВЫВАНИЯ СЬПГ- ЧИХ ПРОДУКТОВ И УСТРОЙСТВО Д.ЪТ ЕГО ОСУЩЕСТВЛЕНИЯ
(о) Изобретение относится к способам и оборудованию для упаковывания сыпучих продуктов в жесткую тару с вкладышем из пленочного материала и может быть использовано в химической и других отраслях промышленности. Цель изобретения - повышение плотности и экономичности упаковки за счет более полного заполнения
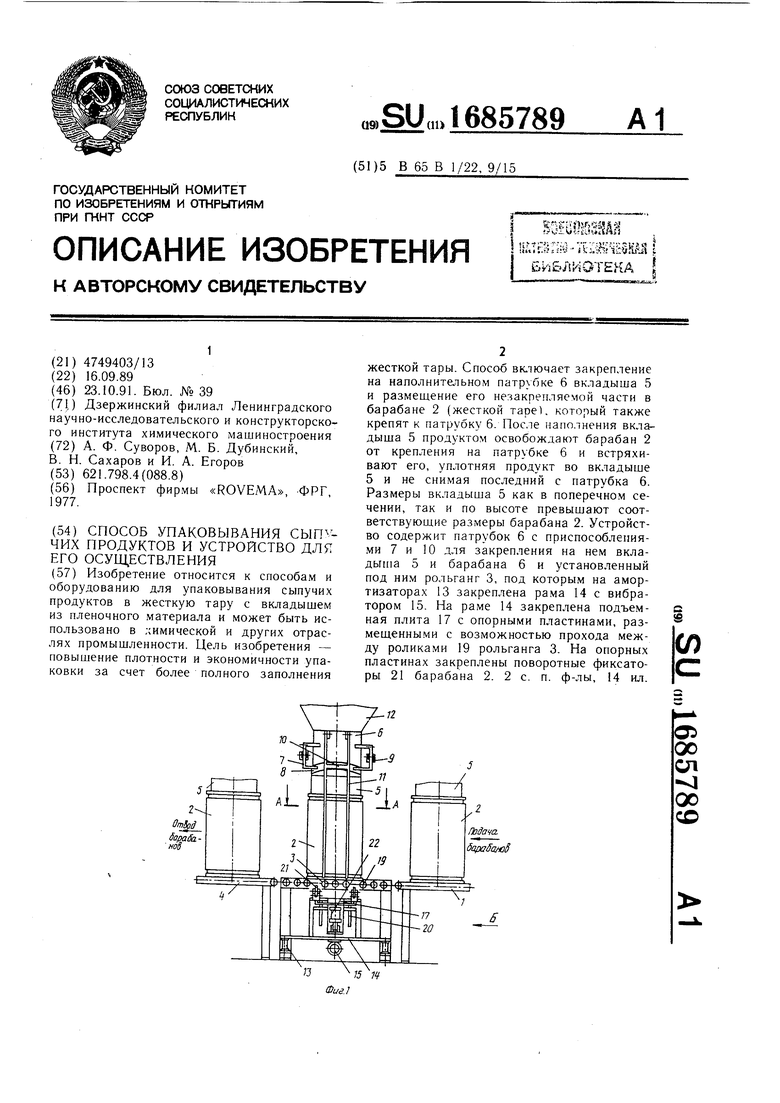
жесткой тары. Способ включает закрепление на наполнительном патрм же 6 вкладыша 5 и размещение его н(макр чляемпй части в барабане 2 (жесткой тапе). также крепят к 6. После чапо тения вкла- шша 5 продуктом освобождают барабан 2 от крепления на 0 и встряхивают его. уплотняя продукт во вкладыше 5 и не снимая последний с патрубка 6. Размеры вкладыша 5 как в поперечном сечении, так и по высоте превышают соот- ветств ющие размеры барабана 2. Устройство содержит патрубок 6 с приспособлениями 7 и 10 для закрепления на нем вкла- дыша 5 и барабана 6 и установленный под ним рольганг 3. под которым на амортизаторах 13 закреплена рама 14 с вибратором 15. На раме 14 закреплена подъемная плита 17 с опорными пластинами, размещенными с возможностью прохода меж- д роликами 19 рольганга 3. На опорных пластинах закреплены поворотные фиксаторы 21 барабана 2. 2 с. п. ф-лы, 14 ил.
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РАСФАСОВКИ СЫПУЧИХ ПРОДУКТОВ В БАРАБАНЫ | 2004 |
|
RU2266848C1 |
| КОНТЕЙНЕР ДЛЯ ПОДДОНА | 2014 |
|
RU2651257C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| Устройство для наполнения крупногабаритных мешков сыпучим материалом | 1989 |
|
SU1712247A1 |
| Устройство для упаковки сыпучего материала в клапанные мешки | 1988 |
|
SU1641706A1 |
| Устройство для упаковки сыпучего материала в клапанные мешки | 1982 |
|
SU1113308A1 |
| Способ выбивки литейных форм и установка для его осуществления | 1987 |
|
SU1423276A1 |

О
оо
ел
ОС) CD
.Тодача. борвб&юй
Изобретение относится к способам и обору гованию для упаковывания преимущественно сыпучих мелкодисперсных пылящих продуктов в картонные, полимерные или металлические барабаны, коробки и контейнеры с пленочным вкладышем и может быть использовано в химической и смежных отраслях промышленности
Целью изобретения является повышение тотностн и экономичности упаковки за счет более полного заполнения жесткой тары
Способ упаковывания сыпучих материалов включает закрепление вкладыша из пленочною материала на наполнительном патрубке, размещение незакрепляемой части вкладыша в жесткой таре, крепление тары на наполнительном патрубке, подачу продукта во вкладыш при одновременном взвешивании, освобождение тары от крепления на наполнительном патрубке, не снимая с него вкладыша, уплотнение продукта во вкладыше путем встряхивания тары, снятие вкладыша с наполнительного патрубка, запечатывание вкладыша, размещение его полностью в жесткой таре и ее укупоривание При осуществлении способа вкладыш и жесткую тару выбирают такими, чтобы размеры вкладыша как в поперечном сечении, так и по высоте превышали соответствующие размеры тары
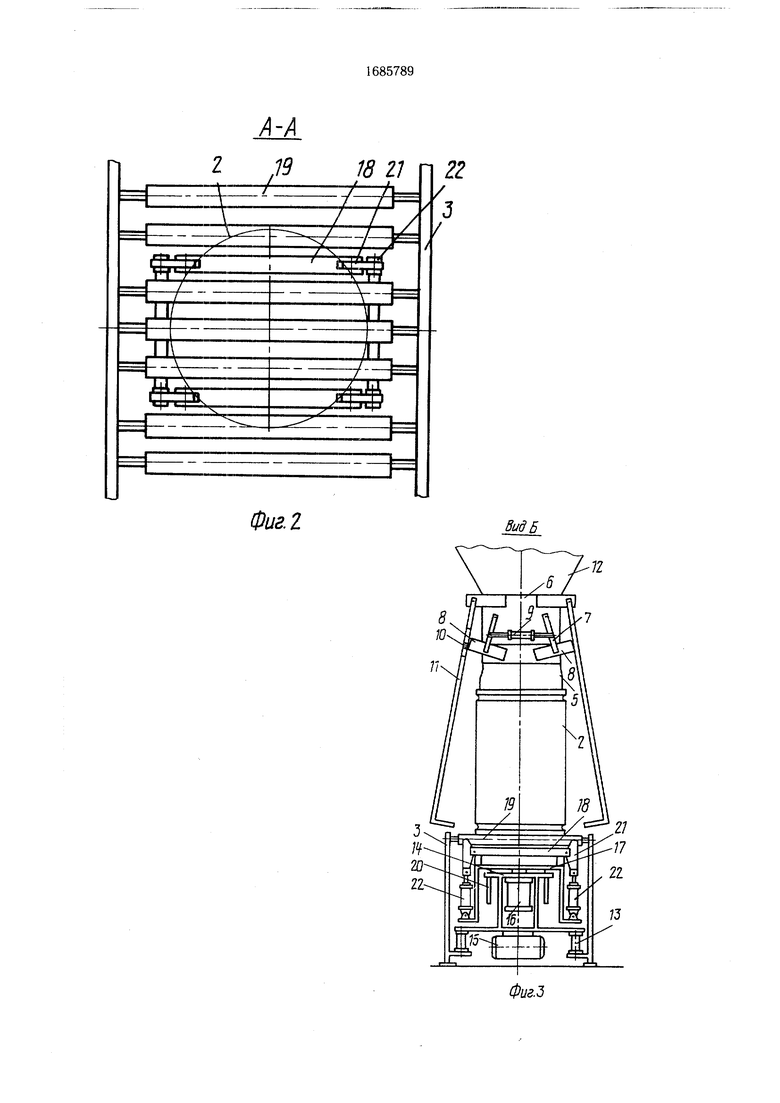
На фиг 1 изображено устройство, общий вид, на фиг 2 - разрез А-А на фиг 1, на фиг 3-8 - вид Б на фиг 1 (различные положения механизмов),на фиг 9-
14- отдельные операции способа упаковывания
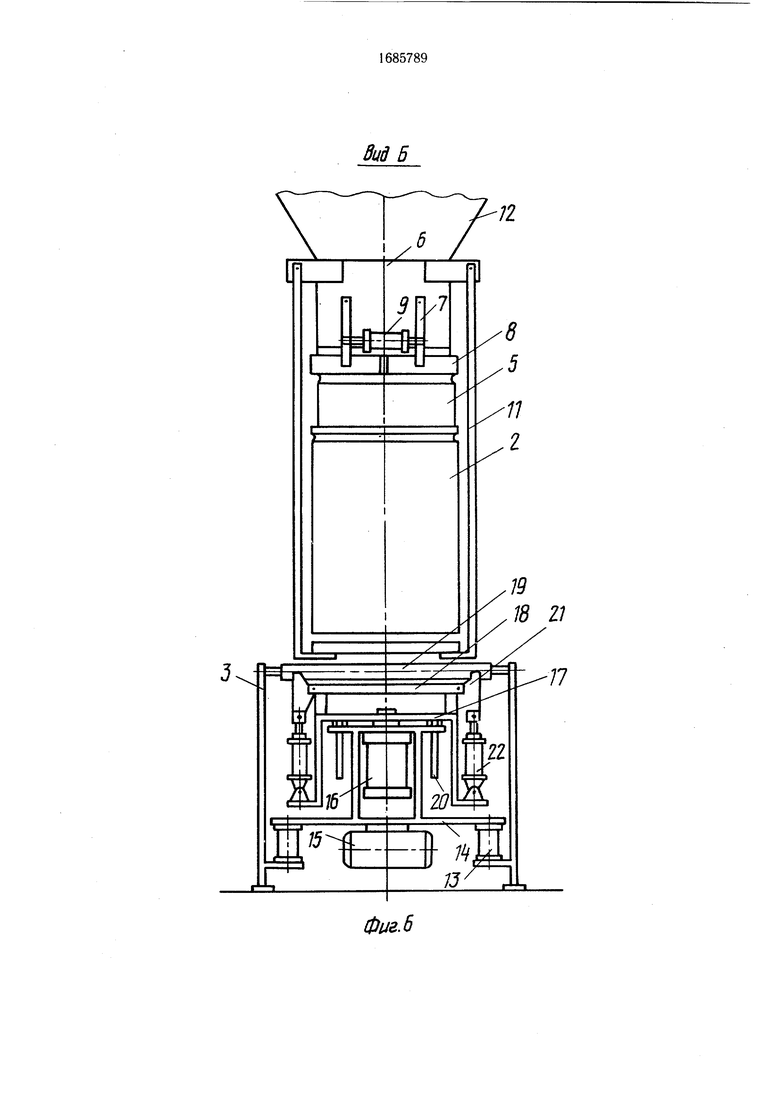
Устройство для упаковывания сыпучих продуктов в жесткую тару, например в кар- гонно-навивные барабаны, включает транспортер 1, подающий пустые барабаны 2, транспортер, выполненный в виде рольганга 3, и приемный транспортер 4, отводящий барабаны 2 с наполненным вкладышем 5 Над рольгангом 3 установлен связанный с весами (не показаны) наполнительный патрубок 6 с приспособлением 7 для закрепления на нем вкладыша 5, выполненным, например, в виде дв х хомутов 8, установленных с возможностью движения один навстречу другому и обратно от пневмоцилиндров 9 и с возможностью взаимодействия с наружной поверхностью наполнительного патрубка 6 Приспособление 10 для укрепления на нем жесткой тары также смонтировано на патрубке 6 и выполнено в виде пары связанных между собой /.-образных рычагов 11 Каждш пара рычагов 11 установлена с возможностью взаимодействия с соответствующим хомутом 8 Над наполнительным патрубком 6 установлен выходной патрубок 12 дозатора брут- то-взвешивания
Под рольгангом 3 на амортизаторах 13 закреплена рама 14,снабженная вибратором
15На раме 14 с возможностью возвратно-поступательного перемещения в вертикальной плоскости от привода 16 установлена плита 17 с опорными пластинами 18, которые размещены параллельно роликам 19 рольганга 3 и с возможностью прохода между этими роликами 19 С целью предотвращения смещения (поворота) плиты 17 в горизонтальной плоскости на ней закреплены четыре пальца 20, пропущенные с возможностью скольжения через имеющиеся в раме 14 отверстия На опорных пласти- „ нах 18 с противоположных сторон рольганга 3 закреплены поворотные фиксаторы 21, которые попарно шарнирно связаны с соответствующими приводами 22, закрепленными на плите 17 В качестве приводов 16 и 22 применены пневмоци5 линдры.
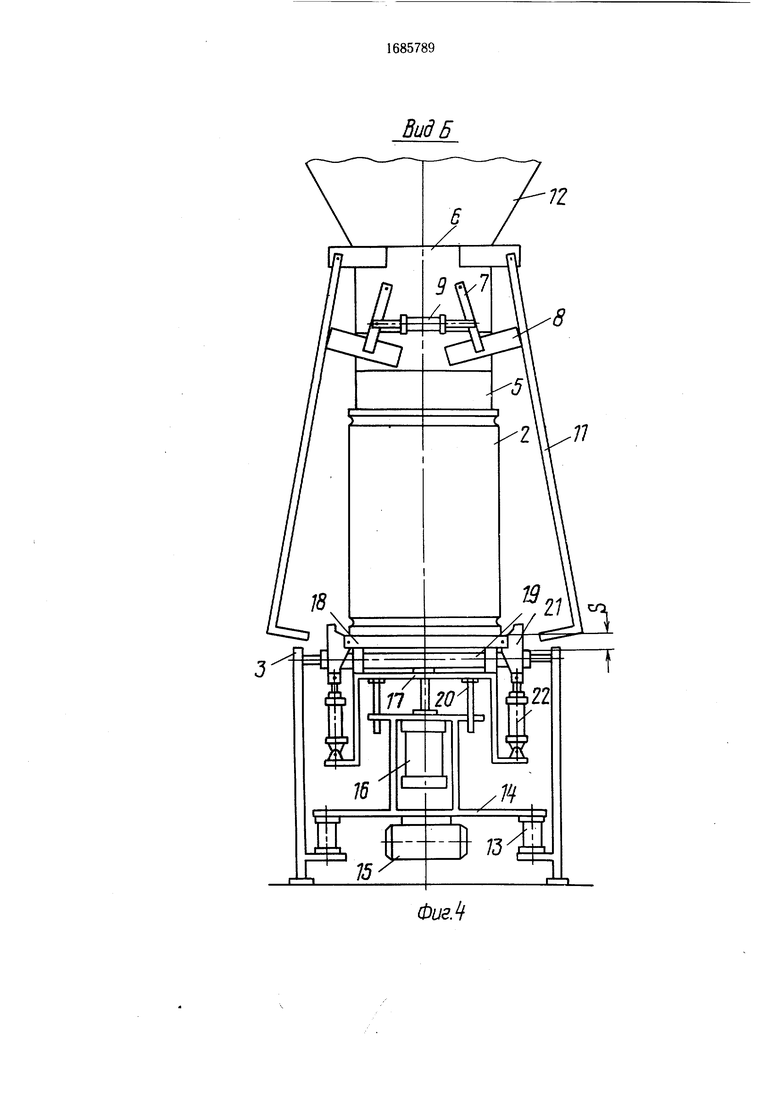
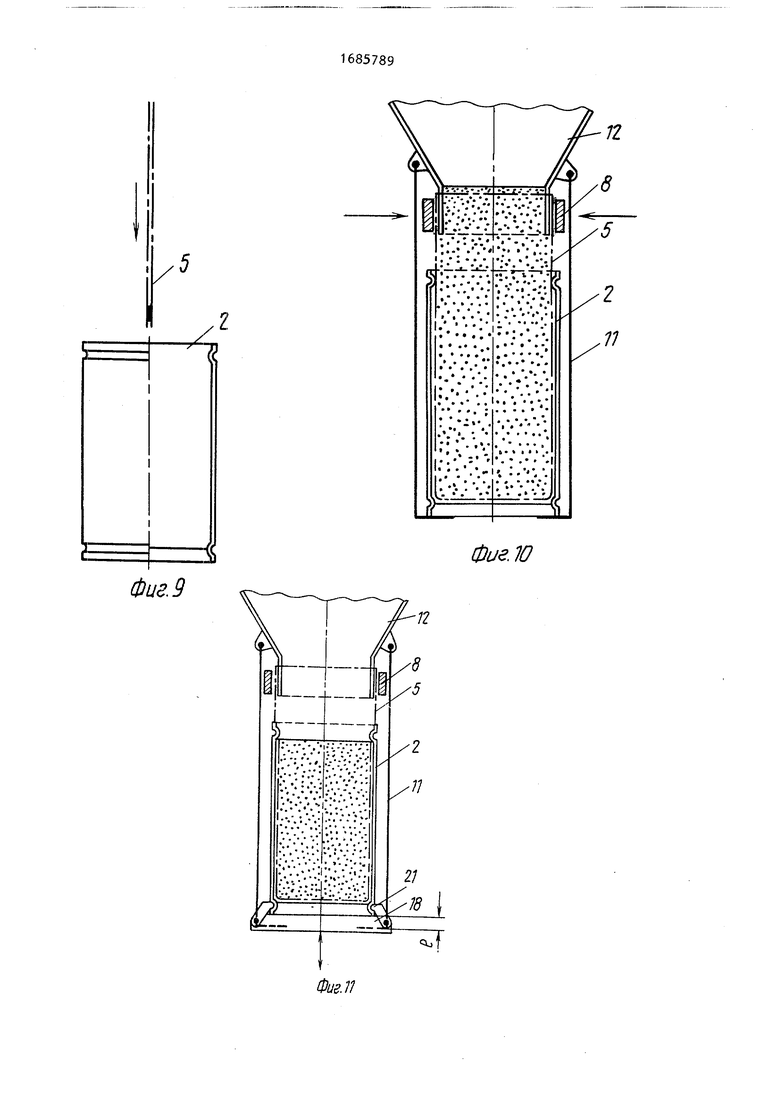
Устройство работает следующим образом Пустой открытый барабан 2 (жесткую тару) подают транспортером 1 на рольганг 3 и последним под наполнительный патрубок б (фиг 1 -3) Вкладыш 5 из пленочного материала, размеры которого как в поперечном сечении, так и по высоте превышают соответствующие размеры барабана 2, помещают в барабан 2 (фиг 9) на позиции транспортера 1 или непосредствен5 но на позиции рольганга 3 Верхний открытый конец вкладыша 5 надевают вручную или автоматически на наполнительный патрубок 6 При этом хомуты 8 приспособления 7 и приспособление 10 для крепления упаковываемого барабана 2 на на0 полнительном патрубке 6 раскрыты Затем включается привод 16 и поднимает плиту 17 При этом опорные пластины 18, размещенные на плите, проходят вверх между роликами 19 рольганга 3, упираются в дно барабана 2 и поднимают его на некоторое расстоя5 ние S, достаточное для подвода под дно барабана 2 /.-образных рычагов 11 приспособления 10 После окончания подъема барабана 2 срабатывают пневмоцилиндры 9 приспособления 7 и зажимают хомутами 8
Q горловину вкладыша 5 на наполнительном патрубке 6. Освобожденные /.-образные рычаги 11 приспособления 10 поворачиваются под действием силы тяжести навстречу друг другу и подводятся нижними концами под барабан 2 (фиг 5)
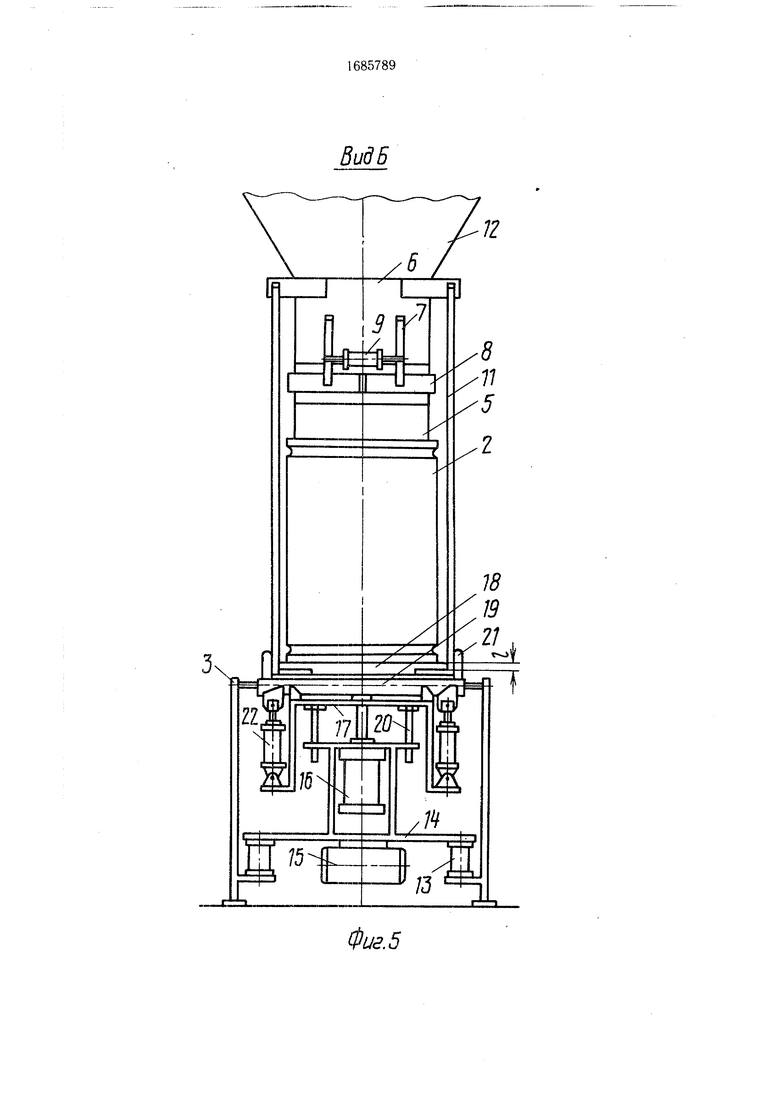
5 После этого вновь включается реверсив- но привод 16 и опускает плиту 17 с опорными пластинами 18 в исходное положение При этом барабан 2 повисает на /.-образных рычагах 11 (фиг 6) Пальцы 20, закрепленные на плите 17 и пропущен0 ные через отверстия рамы 14, выполняют направляющую функцию при возвратно-поступательном движении плиты 17
Включается дозатор брутто-взвешивания и из его выходного патрубка 12 в наполнительный патрубок 6 и, соответственно,
во вкладыш 5, помещенный в барабан 2. прикрепленный к наполнительному патрубку 6, подается сыпучий продукт При этом при взвешивании подаваемого в тару продукта
вносится поправка на массу пустого барабана с вкладышем. Подача продукта продолжается до набора во вкладыше 5 заданной массы дозы. При этом уровень набран-, ной дозы сыпучего продукта может превышать положение верхней кромки горловины вкладыша и находиться в загрузочном патрубке (фиг. 10).
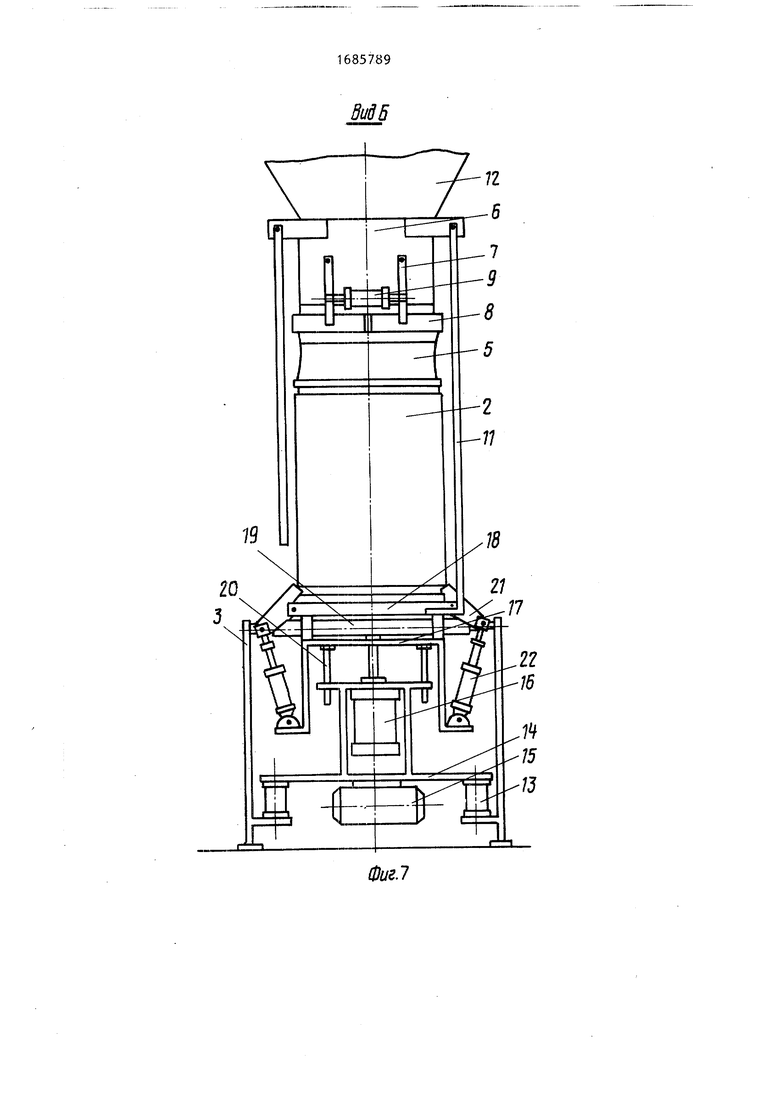
После достижения заданной фасуемой дозы продукта включается привод 16 и вновь поднимает плиту 17 с опорными пластинами 18. При этом опорные пластины 18 подводятся под дно барабана 2 и поднимают его на некоторую величину / (фиг. 5), освобождая от L-образных рычагов 11 приспособления 10. Включаются приводы 22, в качестве которых также используются пневмоцилиндры, и поворачивают фиксаторы 21 до упора в боковую поверхность барабана 2, осуществляя этим зажим (фиксирование) барабана 2 на поверхности опорных пластин 18 (фиг 7) Как правило, на боковой поверхности барабана около днища имеется углубление (зиг), в которое и заводятся фиксаторы 21. Включается вибратор 15, от которого вибрация передается раме 14, закрепленной на амортизаторах 13, связанной с рамой 14 плите 17 с опорными пластинами 18 и, соответственно, барабану 2 и продукту, находящемуся в нем. За счет тряски продукт уплотняется, и его уровень понижается (фиг. 11) ниже верхнего уровня барабана 2.
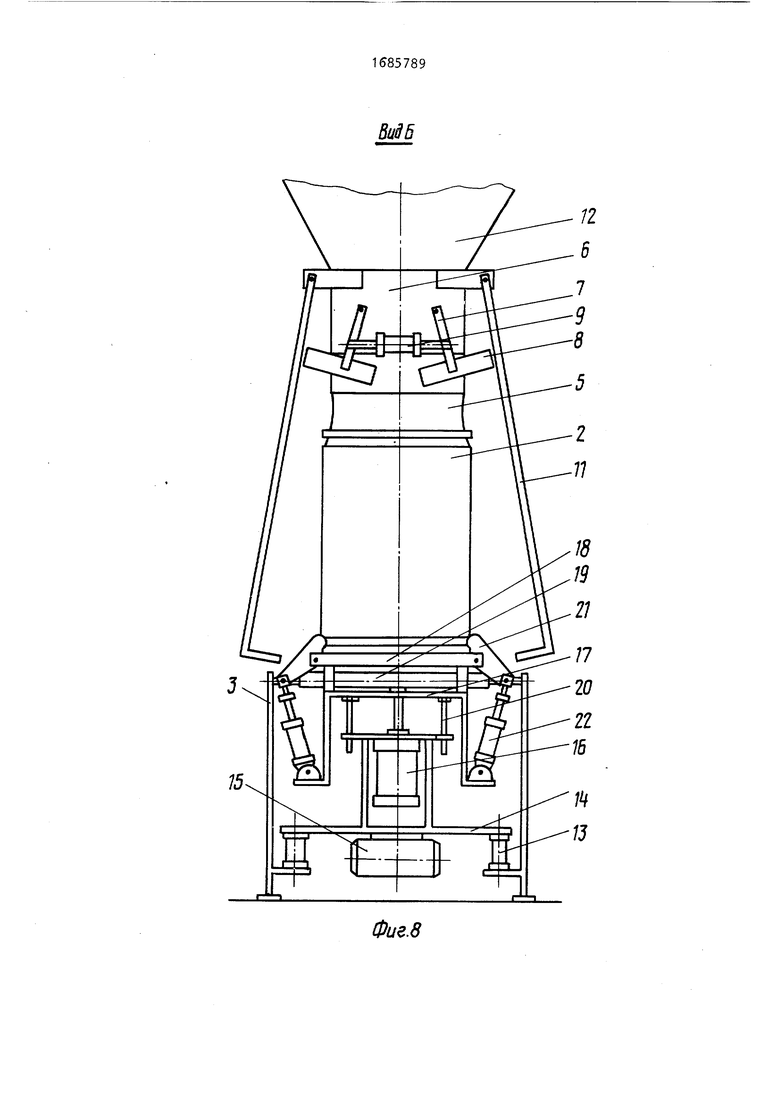
После того, как процесс уплотнения продукта завершен, вибратор 15 выключается, срабатывают пневмоцилиндры 9 приспособления 7 и отводят хомуты 8 и /,-образные рычаги 11 приспособления 10 в противоположные стороны (фиг. 8). Затем срабатывают пневмоцилиндры 22, и барабан освобождается от захвата фиксаторов 21. Включается привод 16, опускающий плиту 17 с опорными пластинами 18 в крайнее нижнее положение, и барабан 2 с продуктом устанавливается на ролики 19 рольганга 3 (фиг. 3) и выводится на приемный транспортер 4.
На приемном транспортере 4 (фиг. 12) у вкладыша 5 формируется горловина, на которой с помощью приспособления для сварки формируют герметизирующий шов. Далее горловину вкладыша 5 заправляют внутрь барабана 2, накрывают его крышкой (фиг. 13), которую уплотняют (закрепляют), например, с помощью нажимного профилирующего устройства (фиг. 14). Готовый упакованный барабан 2 с запечатанным вкладышем 5 поступает на склад.
0
5
0
5
0
5
0
5
0
Благодаря использованию пре ькп ;к-мы способов и устройства для упаковывания достигается значительная плотность и эконо мичность упаковки за счет высокой степени заполнения внутреннего обьема жесткой тары (барабанов) при высокой точности дозирования. При этом обеспечивается высокая степень автоматизации и удобство в обслуживании за счет ликвидации запыленности рабочего места.
Формула изобретения
Фиг. 2
Вид Б
В ид 6
11
8
11
Фие.Ц
В ид Б
Фиг 5
8цд 5
Фиг. 6
Фиг.7
/
Фиг 9
п
;.:/. -.-. I
... .. ; .. i
кГ-Т. г ti. Г и
й1:-:л-.:| :,-:. К
i.
I .
. .- . .-..; . .. . ;|.. .. 1 . . i.....
.- :.. I. - ..V;. -. -.
фие. 10
Фиг. 12
1
/
-,i. :j.:.:::-.
.;fA;
- Г . ««I- y.; ...... -I1. .. .
.-.V.: .V: .
.« .
;V.-: .-. ::: ; ;.: .:: . c
Фие.13
