мальным перемещеиием в елоскости PI IB данный мо,мант времени соответствовали нулевые перемещения в плоскости PZ, а .соотношение амплитуд ф и ({; 1Быби1рают равным 0,5-2.
При таких лараметр.ах на единицу площади повер хности детали придется равномерный наклеп.
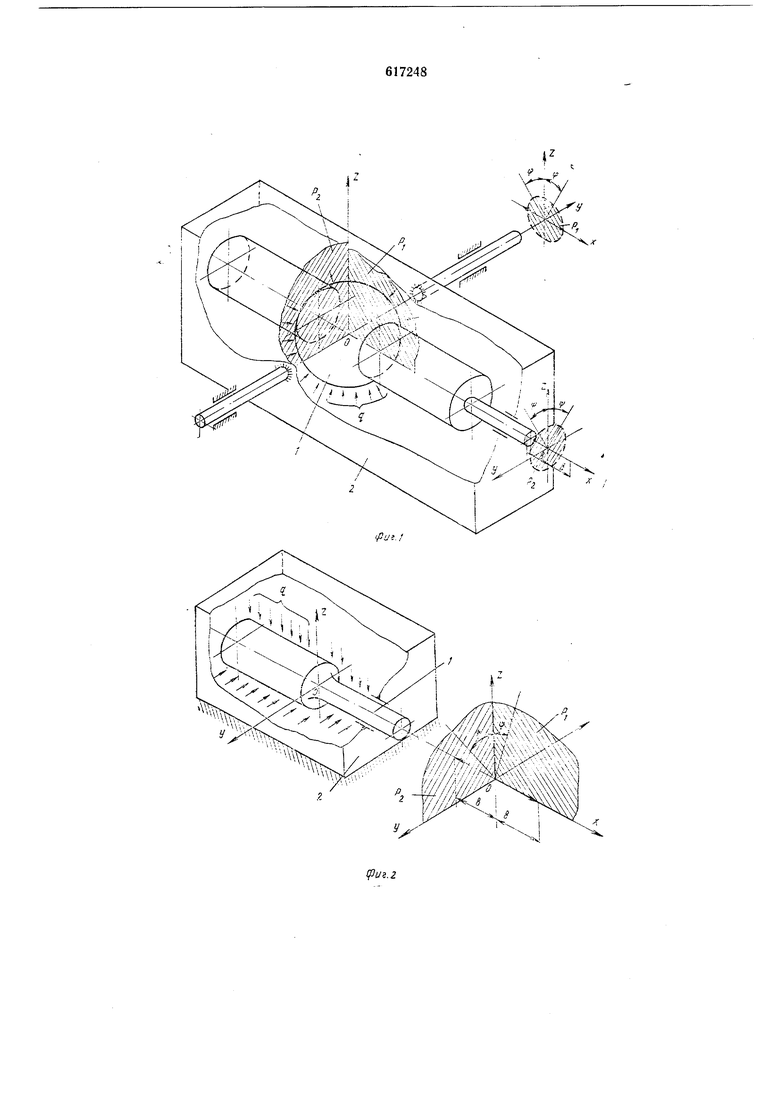
При орга-низа.цни колебательных движений можно осуществить и обратную схему: крутильные колебания детали сообщить в плоскости PI опносителыно оси О У, а «онтейнеру отнооительно детали - в плоскости Р2 относительно оси ОХ.
В случае oi6ipai6oTKH (валка с талтелью (сМ. ф,иг. 2) создают леремещеиия детали 1 относительно неподвижного контейнера 2 с рабочей средой, крутильные колебания в плоако1сти PZ вокруг оси ОХ с амплитудой по углу, равной ф.
В плоскости PI создают возвратно-поступательные колебания вдоль оси ОХ, т. е. вдоль образующей валика, с амплитудой, равной .в.
Связать эти перемащеиия следует таким образом, чтобы максимальным крутильным перемещениям в плоскоати PZ вокруг оси ОХ в данный момент .времени соответст1вовали нулевые перемещения в плоскости PI вдоль оси ОХ и соотнощение амплитуд перемещений по дуге окружности валика и вдоль оси ОХ выдерживалось в пределах 0,5-2.
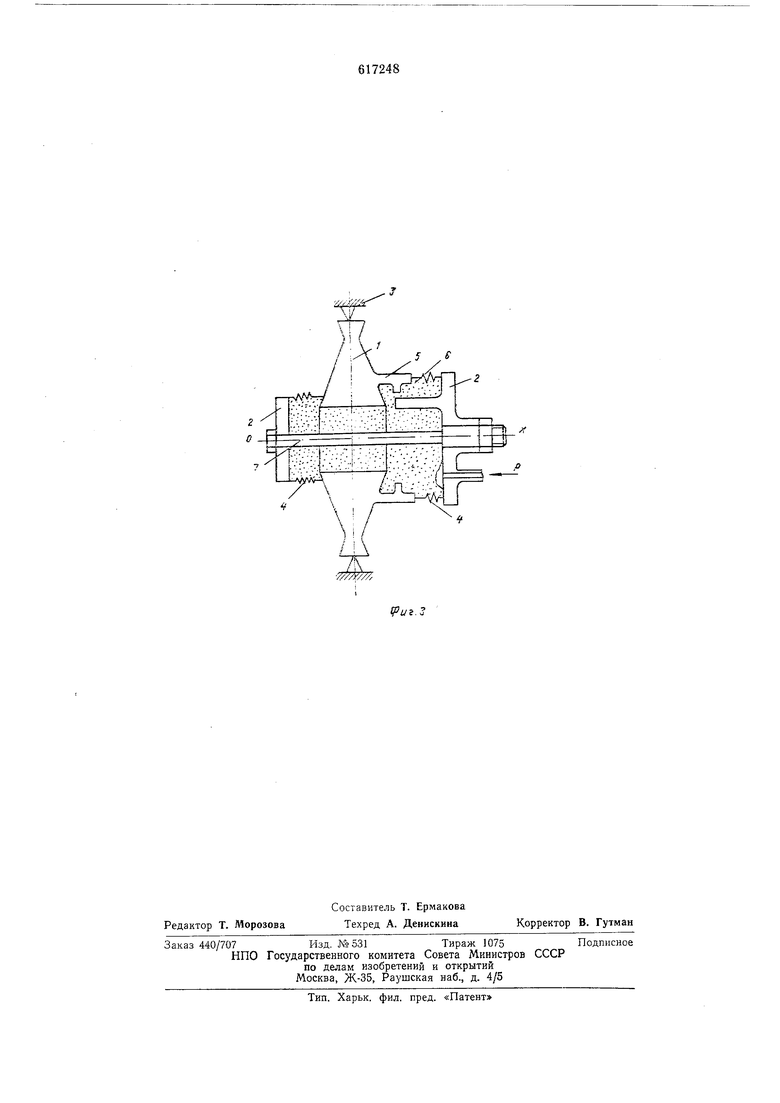
В случае обработки стевок отверстия в труднодоступных местах пояска бортика диска (см. фиг. 3) схема о-брабопки аналогична схеме Обрабогки валика с гантелью.
Крутильные перемещения рабочей среды осуществляют вокруг оои ОХ, возвратно-поступательные - вдоль оси ОХ. Деталь 1 укрепляют IB опорах «3 и она является неподвижной. Гибкую мембрану 4 герметично крепят к стенкам рабочей камеры 2 и детали 1.
В полость, Образующуюся между поверхностями детали ), подлежащими упрочнению, .в данном случае стенка отверстия ди1ака и внут.ранняя поверхность пояска, .кольцевого выступа 5 получают рабочую среду 6, которая соприкасается с поверхностями, подлежащими упрочнению. Стенки камеры 2 соединяют стержнями 7.
Описываемый способ вибрационной обработки позволяет существенно увеличить производительность отделочной операции, обеспечить равномерное распределение наклена на единицу площади паверхности и регулировать направленность обработки, а тем самым и параметры працеаса.
Формула изобретения
Способ вибрационной обработки деталей в рлбоч-ей среде, при котором к рабочей среде прикладывают давление, обеспечивающее всестороннее paiBHOMepHoe и регулируемое прижатие рабочей среды к поверхности детали, и создают сложное относительное -перемещение детали и рабочей среды, отличающийся тем, что, с целью равномер.ного распределения наклепа во всех направлениях на единицу площади паверхности и регулирования степени наклепа и его глубины, рабочей среде и детал-и сообщают колебательные движения в 2-х взаимно-перпендикулярных плоскостях и связывают их между собой из условия, при котором максимальное перемещение в одной плоскости соответствует нулевому перемещению в другой, а соотнощение амплитуд выбирают ранным 0,5-2.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельства СССР № 357069, кл. В 24 В 31/06, 1970.
X-r
Pui.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ обработки резанием | 1989 |
|
SU1703258A1 |
| Способ вибрационной обработки | 1979 |
|
SU870087A1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| Устройство и способ для оценки динамических состояний рабочих органов вибрационных технологических машин | 2023 |
|
RU2820169C1 |
| Способ ультразвуковой доводки отверстий алмазосодержащим инструментом | 1986 |
|
SU1731597A1 |
| Способ термомеханического упрочнения изделий | 1990 |
|
SU1686010A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |