Изобретение относится к машиностроению, может использоваться при механической обработке длинномерных деталей, а именно труб и валов, методами поверхностного пластического деформирования или ударно- режущего воздействия, абразивной обработки.
Цель изобретения - повышение качества обработки за счет одновременной правки мелко- и крупнопериодной кривизны, удаления переупрочненных вершин выступов рельефа и окисной пленки.
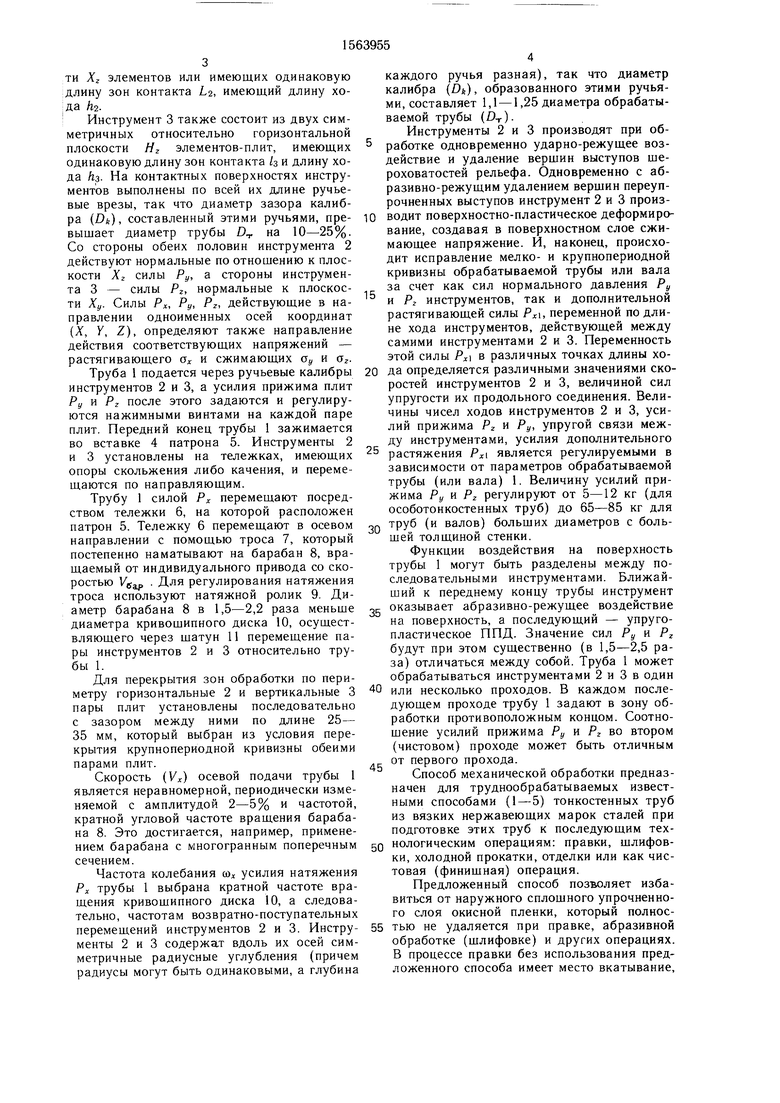
На фиг. 1 показана схема механической обработки нежестких труб и валов; на
фиг. 2 - конструктивная реализация способа в производственных условиях.
Трубу (или вал) 1 длиной L и диаметром D перемещают со скоростью Ух, воздействуя на нее осевой растягивающей силой Рх, а последовательные инструменты 2 и 3 совершают возвратно-поступательные перемещения с числами двойных ходов (частотами) соответственно п и п%. Пластическое деформирование осуществляют по меньшей мере два раза во взаимно перпендикулярных направлениях.
Инструмент 2 состоит из двух симметричных относительно вертикальной плоскос J
о оэ со ел ел
ти Xz элементов или имеющих одинаковую длину зон контакта LZ, имеющий длину хода Л2Инструмент 3 также состоит из двух симметричных относительно горизонтальной плоскости Нг элементов-плит, имеющих одинаковую длину зон контакта /3 и длину хода Из. На контактных поверхностях инструментов выполнены по всей их длине ручьевые врезы, так что диаметр зазора калибра (Dk), составленный этими ручьями, превышает диаметр трубы Ј)т на 10-25%. Со стороны обеих половин инструмента 2 действуют нормальные по отношению к плоскости Хг силы Ру, а стороны инструмента 3 - силы Рг, нормальные к плоскости Ху. Силы Рх, Ру, Pz, действующие в направлении одноименных осей координат (X, Y, Z), определяют также направление действия соответствующих напряжений - растягивающего а и сжимающих оу и а2.
Труба 1 подается через ручьевые калибры инструментов 2 и 3, а усилия прижима плит РУ и Pz после этого задаются и регулируются нажимными винтами на каждой паре плит. Передний конец трубы 1 зажимается во вставке 4 патрона 5. Инструменты 2 и 3 установлены на тележках, имеющих опоры скольжения либо качения, и перемещаются по направляющим.
Трубу 1 силой РХ перемещают посредством тележки 6, на которой расположен патрон 5. Тележку 6 перемещают в осевом направлении с помощью троса 7, который постепенно наматывают на барабан 8, вращаемый от индивидуального привода со скоростью Увар . Для регулирования натяжения троса используют натяжной ролик 9. Диаметр барабана 8 в 1,5-2,2 раза меньше диаметра кривошипного диска 10, осуществляющего через шатун 11 перемещение пары инструментов 2 и 3 относительно трубы 1.
Для перекрытия зон обработки по периметру горизонтальные 2 и вертикальные 3 пары плит установлены последовательно с зазором между ними по длине 25- 35 мм, который выбран из условия перекрытия крупнопериодной кривизны обеими парами плит.
Скорость (Vx) осевой подачи трубы 1 является неравномерной, периодически изменяемой с амплитудой 2-5% и частотой, кратной угловой частоте вращения барабана 8. Это достигается, например, применением барабана с многогранным поперечным сечением.
Частота колебания со усилия натяжения Рх трубы 1 выбрана кратной частоте вращения кривошипного диска 10, а следовательно, частотам возвратно-поступательных перемещений инструментов 2 и 3. Инструменты 2 и 3 содержат вдоль их осей симметричные радиусные углубления (причем радиусы могут быть одинаковыми, а глубина
каждого ручья разная), так что диаметр калибра (Dk), образованного этими ручьями, составляет 1,1 -1,25 диаметра обрабатываемой трубы (Ьт).
Инструменты 2 и 3 производят при обработке одновременно ударно-режущее воздействие и удаление вершин выступов шероховатостей рельефа. Одновременно с абразивно-режущим удалением вершин переупрочненных выступов инструмент 2 и 3 производит поверхностно-пластическое деформирование, создавая в поверхностном слое сжимающее напряжение. И, наконец, происходит исправление мелко- и крупнопериодной кривизны обрабатываемой трубы или вала за счет как сил нормального давления Ру
и Рг инструментов, так и дополнительной растягивающей силы Рх, переменной по длине хода инструментов, действующей между самими инструментами 2 и 3. Переменность этой силы РХ в различных точках длины хо0 да определяется различными значениями скоростей инструментов 2 и 3, величиной сил упругости их продольного соединения. Величины чисел ходов инструментов 2 и 3, усилий прижима Рг и Ру, упругой связи между инструментами, усилия дополнительного
5 растяжения Рк является регулируемыми в зависимости от параметров обрабатываемой трубы (или вала) 1. Величину усилий прижима Ру и Рг регулируют от 5-12 кг (для особотонкостенных труб) до 65-85 кг для
0 труб (и валов) больших диаметров с большей толщиной стенки.
Функции воздействия на поверхность трубы 1 могут быть разделены между последовательными инструментами. Ближайший к переднему концу трубы инструмент
,- оказывает абразивно-режущее воздействие на поверхность, а последующий - упруго- пластическое ППД. Значение сил Ру и Рг будут при этом существенно (в 1,5-2,5 раза) отличаться между собой. Труба 1 может обрабатываться инструментами 2 и 3 в один
0 или несколько проходов. В каждом последующем проходе трубу 1 задают в зону обработки противоположным концом. Соотношение усилий прижима Ру и Р2 во втором (чистовом) проходе может быть отличным от первого прохода.
Способ механической обработки предназначен для труднообрабатываемых известными способами (1-5) тонкостенных труб из вязких нержавеющих марок сталей при подготовке этих труб к последующим тех0 нологическим операциям: правки, шлифовки, холодной прокатки, отделки или как чистовая (финишная) операция.
Предложенный способ позволяет избавиться от наружного сплошного упрочненного слоя окисной пленки, который полнос5 тью не удаляется при правке, абразивной обработке (шлифовке) и других операциях. В процессе правки без использования предложенного способа имеет место вкатывание,
вдавливание в поверхность особотонкостен- ной трубы переупрочненных выступающих частичек вершин выступов и пленки, имеющих большую твердость, чем основной металл.
При абразивной обработке (шлифование кругами, лентами или струей абразивной суспензии) без применения указанного способа получение качественных труб невозможно из-за повышенной (мелкой и крупноментов выбирались как одинаковыми, так и различными и находились в пределах 5- 80 кг, что обеспечивало требуемые условия обработки.
Отдельные трубы обрабатывали в два прохода, задавая их в зону обработки во втором прохог : противоположным концом. По- сле второго прохода качество существенно улучшалось. Доля труб, обрабатывающихся в два прохода, составляла 12-22% от вепериодной) кривизны, которая приводит к 10 личины партии. В качестве обрабатываемых
изделий были взяты трубы из нержавеющих конструкционных и инструментальных сталей, а также оправки станов ХПТР.
неравномерному съему пленки и повреждению основного металла.
Для устранения пленки во впадинах (в случае волнистости, обусловленной способом производства трубы на стане ХПТ или ХПТР) продольный профиль желобов-ручьев по их гребням может быть выполнен выпуклым или выпукло-вогнутым, с радиусами продольной кривизны меньшими или равными радиусам кривизны во впадинах.
15
изделий были взяты трубы из нержавеющих конструкционных и инструментальных сталей, а также оправки станов ХПТР.
Основные технологические параметры режимов обработки, опробованных в производственных условиях на опытно-промышленной установке, представлены в таблице.
Эффективность предложенного способа механической обработки определяется ее комбинированным воздействием на обрабатыВыполнение инструментов 2 и 3 из мате- 20 ваемые изделия, что существенно повыша- риалов различной жесткости (сталь, алюми- ет выход годного и снижает себестоимость ниевые сплавы, фторопласт, полиуретан и др.) обеспечивает также дополнительные вертикальные перемещения инструментов за счет сил упругости.
Предложенный способ механической обработки обеспечивает одновременную комплексную комбинированную обработку, содержащую элементы правки, абразивной обработки и ППД. Указанная комбинированная обработка высокопроизводительна и заменя- зо ет несколько отдельных технологических операций отделки труб, которые сами не могут обеспечить требуемого результата.
Новые показатели качества, не достижимые в других известных операциях, а также высокая производительность обеспечивают 35 технологическую эффективность предложенного способа.
Пример. Трубы тонкостенные и со средней толщиной стенки диаметром 12-95 мм и длиной 1,5-4,5 м перемещали со скоростями 0,95-1,5 м/мин, прикладывая к ним ис- 40 мированием, причем указанные перемещения ходные усилия растяжения 80-450 кг. Ин- и подачу в осевом направлении согласу- струменты, совершавшие возвратно-поступа- ют между собой, отличающийся тем, что, тельные перемещения с частотой (числом двойных ходов в минуту) 50-100, длиной
хода 350-750 мм, приводились от общего 45 и крупнопериодной кривизны, удаления пере- кривошипно-шатунного механизма. Длину хо- упрочненных вершин выступов рельефа и да каждого инструмента выбирали в зави- окисной пленки, пластическое деформирова- симости от заданных условий обработки, ние изделия осуществляют два раза во вза- регулируя радиус кривошипа и длину ша- имно перпендикулярных направлениях, при туна. Длины зон обработки составляли для этом количество инструментов выбирают не различных сталей и диаметров 70-180 мм. 50 менее двух пар, а плоскости их симмет- Значения частот перемещений, длин ходов и рии располагают перпендикулярно одна дру- длин зон обработки выбирали кратными или гой, причем перемещение инструментов осутруб по сравнению с обработкой традиционными методами.
Важным преимуществом способа является также стабильность температурного режима обработки, а также возможность его поддержания в сравнительно узких пределах. Существенным технологическим преимуществом способа является возможность регулирования однородности распределения остаточных напряжений по периметру и длине вследствие благоприятного распределения остаточных напряжений.
Формула изобретения
1. Способ механической обработки изделий, при котором осуществляют осевую подачу и возвратно-поступательные перемещения инструмента относительно продольной оси изделия с пластическим дефорс целью повышения качества обработки изделий за счет одновременной правки мелкоществляют с частотами перемещении, длинами ходов и длинами контактных зон, соответственно кратными одна другой, усилие
равными между собой.
Усилия осевой подачи (осевое усилие растяжения трубы) периодически изменяли
в процессе обработки на 5-20% по от- 55 при подаче в- осевом направлении периоди- ношению к исходному с частотой, кратной чески изменяют на 5-20% по отношению (равной) частоте перемещений инструмента. к исходной величине с частотой, кратной Усилия прижима последовательных инстру- частоте перемещений инструментов.
ментов выбирались как одинаковыми, так и различными и находились в пределах 5- 80 кг, что обеспечивало требуемые условия обработки.
Отдельные трубы обрабатывали в два прохода, задавая их в зону обработки во втором прохог : противоположным концом. По- сле второго прохода качество существенно улучшалось. Доля труб, обрабатывающихся в два прохода, составляла 12-22% от ве личины партии. В качестве обрабатываемых
личины партии. В качестве обрабатываемых
изделий были взяты трубы из нержавеющих конструкционных и инструментальных сталей, а также оправки станов ХПТР.
Основные технологические параметры режимов обработки, опробованных в производственных условиях на опытно-промышленной установке, представлены в таблице.
Эффективность предложенного способа механической обработки определяется ее комбинированным воздействием на обрабаты ваемые изделия, что существенно повыша- ет выход годного и снижает себестоимость
мированием, причем указанные перемещения и подачу в осевом направлении согласу- ют между собой, отличающийся тем, что,
труб по сравнению с обработкой традиционными методами.
Важным преимуществом способа является также стабильность температурного режима обработки, а также возможность его поддержания в сравнительно узких пределах. Существенным технологическим преимуществом способа является возможность регулирования однородности распределения остаточных напряжений по периметру и длине вследствие благоприятного распределения остаточных напряжений.
Формула изобретения
1. Способ механической обработки изделий, при котором осуществляют осевую подачу и возвратно-поступательные перемещения инструмента относительно продольной оси изделия с пластическим деформированием, причем указанные перемещения и подачу в осевом направлении согласу- ют между собой, отличающийся тем, что,
и крупнопериодной кривизны, удаления пере- упрочненных вершин выступов рельефа и окисной пленки, пластическое деформирова- ние изделия осуществляют два раза во вза- имно перпендикулярных направлениях, при этом количество инструментов выбирают не менее двух пар, а плоскости их симмет- рии располагают перпендикулярно одна дру- гой, причем перемещение инструментов осус целью повышения качества обработки изделий за счет одновременной правки мелкоществляют с частотами перемещении, длинами ходов и длинами контактных зон, соответственно кратными одна другой, усилие
при подаче в- осевом направлении периоди- чески изменяют на 5-20% по отношению к исходной величине с частотой, кратной частоте перемещений инструментов.
2. Способ по п. 1, отличающийся тем, что обработку осуществляют с одинаковой частотой перемещений инструментов.
, й
1563955
8
3. Способ по пп. 1 и 2, отличающийся тем, что обработку осуществляют с одинаковой длиной ходов инструментов.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| Способ комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний | 2022 |
|
RU2794512C1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2029667C1 |
| Способ правки шлифовального круга | 1985 |
|
SU1335436A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Способ винтовой правки изгибом | 1986 |
|
SU1388139A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |

Изобретение относится к машиностроению и может быть использовано при обработке наружных поверхностей длинномерных деталей с круглым и некруглым (фасонным) поперечным сечением, величина которого постоянна или переменна по длине. Цель изобретения - повышение качества обработки изделий за счет одновременной правки мелко- и крупнопериодной кривизны, удаления переупрочненных вершин выступов рельефа и окисной пленки. Способ механической обработки изделий включает возвратно-поступательные перемещения инструмента относительно продольной оси обрабатываемого изделия с согласованием параметров его осевой подачи и перемещений инструмента. Пластическое деформирование изделия осуществляют по меньшей мере два раза во взаимно перпендикулярных направлениях в условиях трения скольжения. Количество инструментов выбирают не менее двух, а их плоскости симметрии располагают перпендикулярно друг другу, причем перемещение инструментов осуществляют с частотами перемещений, длинами ходов, длинами контактных зон, соответственно кратными между собой. Осевую подачу изделия периодически изменяют в процессе обработки на 5-20% по отношению к его исходной величине с частотой, кратной частоте перемещения инструментов. Это позволяет повысить однородность обработки изделий по длине и периметру. 2 з.п.ф-лы, 2 ил., 1 табл.
Продолжение таблицы
Pjl
Фиг. 1
в
| Способ упрочнения изделий | 1978 |
|
SU937131A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
