Изобретение относится к нагревательным печам, а именно к способу изготовления футеровки
Целью изобретения является упроще ние монтажа футеровки печи
Способ изготовления футеровки печи включает изготовление каркаса в виде раз вертки, одна сторона которого равна не риметру поперечного сечения, а другая длине печной камеры, закрепление рулонной волокнистой теплоизоляцией на каркасе п тем его обмотки до расчетнои толщины, формирование каркаса до требуемой конфи гурации рабочего объема печи, соединение и фиксация концов каркаса по стыку
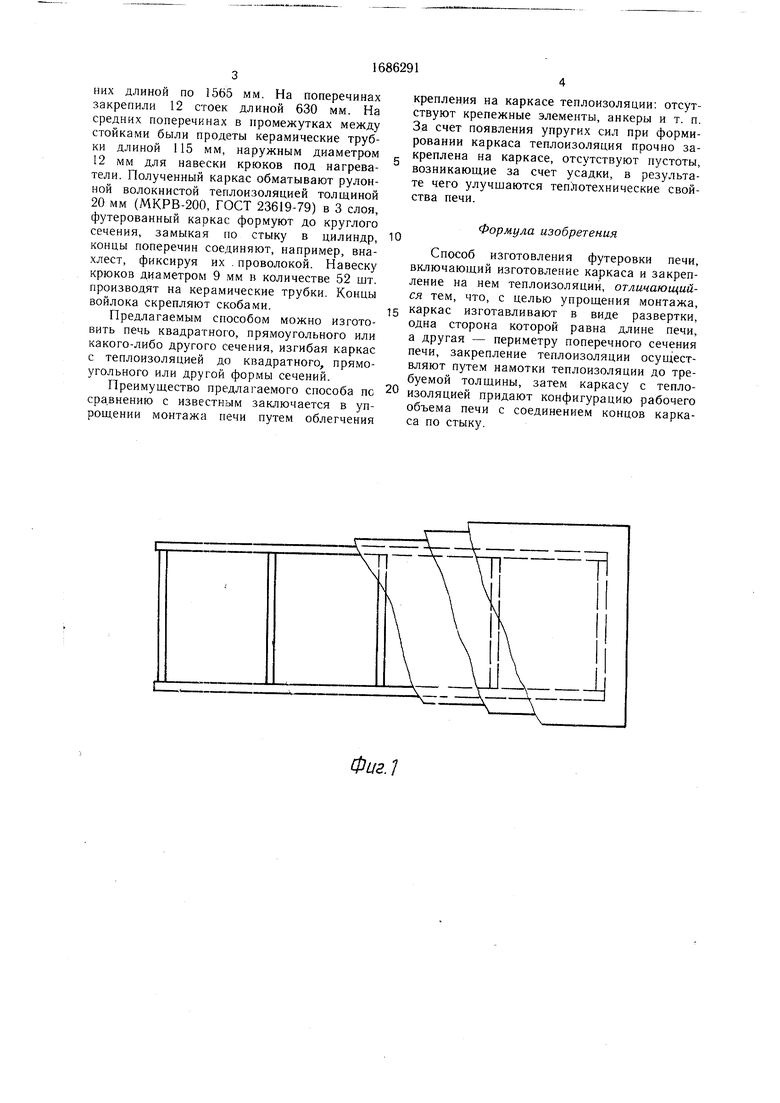
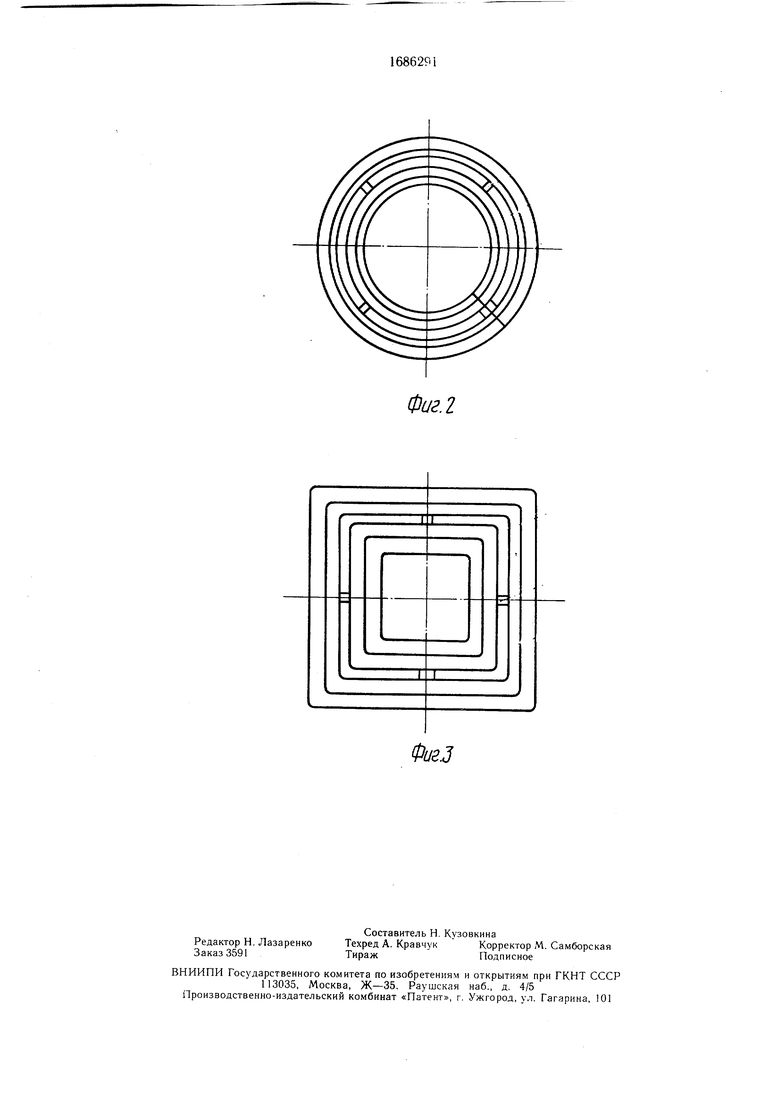
На фиг 1 показан каркас, обмотанный рулонной волокнистой теплоизоляцией, на фиг 2 и 3различные конфигурации
рабочей камеры печи
Способ и (готов 1сния )овки печи ос шествляюг следующим обраюм
Изютав тиваюг разверткч каркаса (imu обрешетки) на (кю длин ч г|ернметра печи (в поперечном сечении), а ширин,) кар каса равна пине печи Каркас обман.: вают рулонной волокнистой теплой шлящн и 1,о расчетной тол.цины Затем каркас фор муют до требуемой конфип рации рабочей камеры печи (. квадраикчо пря моуюльною или п)оч I, замыкают IKJ и фик(
Пример По пред способ был.1 изготовлена печь крчгюго поперечно о ее чения наружною диаметра 5 т О MV, вн 1 реннего 440 мм, глиной h7i) мм К i,
К,1C ИЗЮТОВИП Hi ПОКЧОВОИ с TaiH II И
ринои 14 мм, толщиной 2 мм из чеплро 1В и IB е pi
О5
оо о ю со
них длиной по 1565 мм. На поперечинах закрепили 12 стоек длиной 630 мм. На средних поперечинах в промежутках между стойками были продеты керамические трубки длиной 1 15 мм, наружным диаметром 12 мм для навески крюков под нагреватели. Полученный каркас обматывают рулонной волокнистой теплоизоляцией толщиной 20 мм (МКРВ-200, ГОСТ 23619-79) в 3 слоя, футерованный каркас формуют до круглого сечения, замыкая по стыку в цилиндр, 10 концы поперечин соединяют, например, внахлест, фиксируя их проволокой. Навеску крюков диаметром 9 мм в количестве 52 шт. производят на керамические трубки. Концы войлока скрепляют скобами.
Предлагаемым способом можно изготовить печь квадратного, прямоугольного или какого-либо другого сечения, изгибая каркас с теплоизоляцией до квадратного, прямоугольного или другой формы сечений.
крепления на каркасе теплоизоляции: отсутствуют крепежные элементы, анкеры и т. п. За счет появления упругих сил при формировании каркаса теплоизоляция прочно за- g креплена на каркасе, отсутствуют пустоты, возникающие за счет усадки, в результате чего улучшаются теплотехнические свойства печи.
Формула изобретения
Способ изготовления футеровки печи, включающий изготовление каркаса и закрепление на нем теплоизоляции, отличающийся тем, что, с целью упрощения монтажа, J5 каркас изготавливают в виде развертки, одна сторона которой равна длине печи, а другая - периметру поперечного сечения печи, закрепление теплоизоляции осуществляют путем намотки теплоизоляции до требуемой толщины, затем каркасу с тепло- Преимущество предлагаемого способа пс 20 изоляцией придают конфигурацию рабочего сравнению с известным заключается в уп- объема печи с соединением концов карка- рощении монтажа печи путем облегчения са по стыку.
крепления на каркасе теплоизоляции: отсутствуют крепежные элементы, анкеры и т. п. За счет появления упругих сил при формировании каркаса теплоизоляция прочно за- креплена на каркасе, отсутствуют пустоты, возникающие за счет усадки, в результате чего улучшаются теплотехнические свойства печи.
Формула изобретения
Способ изготовления футеровки печи, включающий изготовление каркаса и закрепление на нем теплоизоляции, отличающийся тем, что, с целью упрощения монтажа, каркас изготавливают в виде развертки, одна сторона которой равна длине печи, а другая - периметру поперечного сечения печи, закрепление теплоизоляции осущест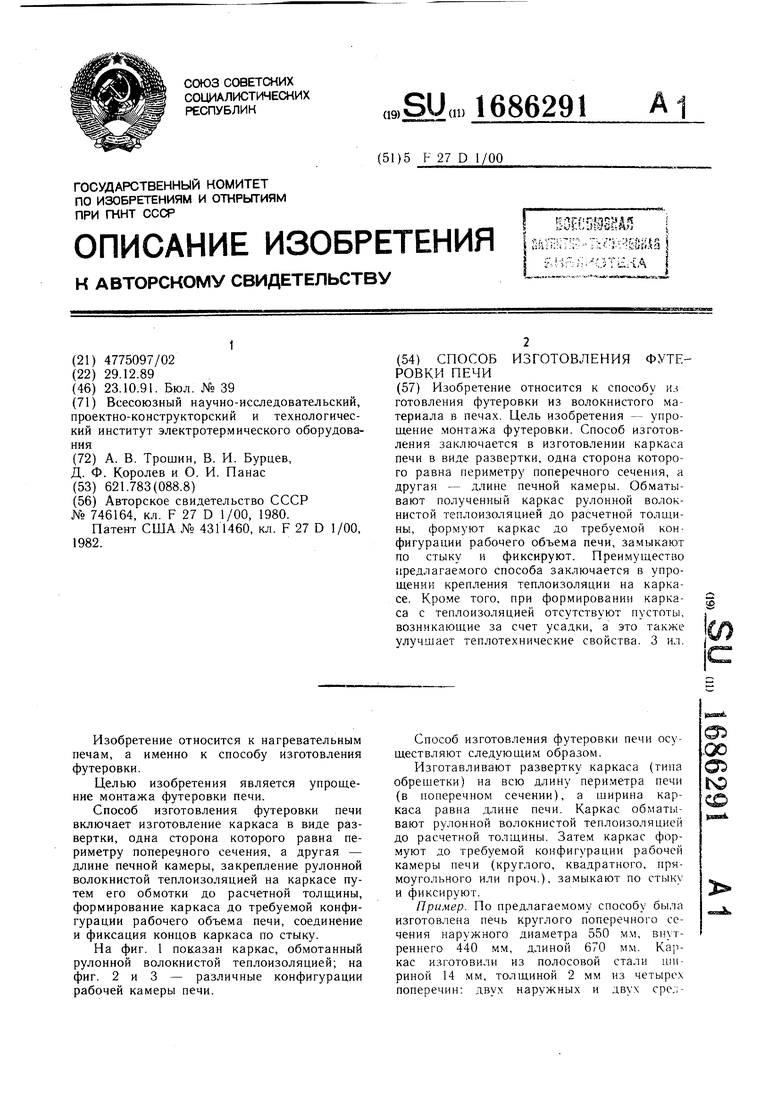
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления футеровки печи | 1990 |
|
SU1765657A1 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ЭНЕРГООБОРУДОВАНИЯ | 1999 |
|
RU2157493C1 |
| ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА И ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364809C2 |
| Промышленная печь | 1988 |
|
SU1672185A1 |
| ИНСИНЕРАТОР | 2020 |
|
RU2735825C1 |
| КОНСТРУКЦИЯ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2269715C1 |
| СПОСОБ ФУТЕРОВКИ ТЕПЛОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ | 2007 |
|
RU2410618C2 |
| Электропечь сопротивления | 1987 |
|
SU1541474A1 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2008 |
|
RU2380634C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОБМУРОВКИ ТЕПЛОТЕХНИЧЕСКОГО АГРЕГАТА | 2007 |
|
RU2357169C1 |
Июбретение относится к способу ,п готовления футеровки и ч волокнистого ма териала в печах Цель изобретения про щение монтажа футеровки Способ изготов it-ния заключается в изготовлении карк.-и печи в виде развертки, одна сторона которо го равна периметру поперечною сечения ,i другаядлине печной камеры Обматы вают полученный каркас р лоннои во иж нистой теплоизоляцией до расчетной толщи ни форм мо г каркас ю гребуемои кон фигурации рабочего объема печи, замыканм по стык и фиксируют Преимущество предлагаемого способа заключается в про щенчн крепления теплойзоляции на карна се Кроме юго. при формировании карк,1 са с теплоизоляцией шстоты возникающие а счет садки, а ю также л чпыет теплотехнические свойства tЈ со
Фиг.1
Фиг. 2
ФигЗ
| Футеровка высокотемпературной печи | 1977 |
|
SU746164A1 |
