Изобретение относится к нагревательным печам, а именно к способу изготовления футеровки.
Известен способ изготовления футеровки печи, включающий сборку каркаса развертки из горизонтальных и вертикальных опорных элементов длиной, равной периметру поперечного сечения печи и ее длине соответственно, закрепление на каркасе теплоизоляции с последующим приданием конфигурации рабочего объема печи с соединением концов каркаса по стыку.
Недостатком прототипа является сложность монтажа печи.
Целью изобретения является упрощение монтажа футеровки печи и улучшеие теплотехнических свойств.
Для достижения цели согласно способу изготовления футеровки печи, включающему сборку каркаса развертки из горизонтальных и вертикальных опорных элементов длиной, равной периметру поперечного сечения печи и ее длине соответственно, закрепление на каркасе теплоизоляции с
последующим приданием конфигурации рабочего объема печи с соединением концов каркаса по стыку, теплоизоляцию предварительно складывают гофрами, в складках гофр размещают вертикальные опорные элементы с проушинами, после чего прокалывают толщу гофр в горизонтальном направлении штырями, пропуская их через проушины.
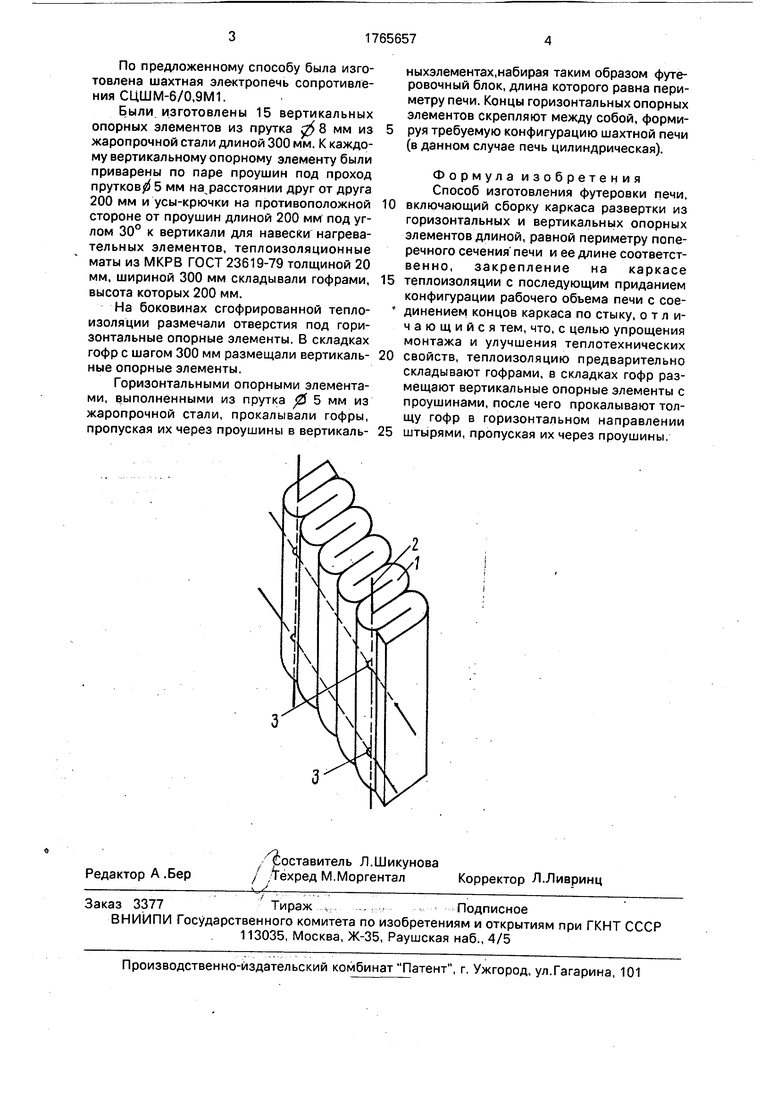
На чертеже показана собранная футеровка печи до придания ей требуемой конфигурации.
Способ изготовления футеровки печи осуществляется следующим образом.
Теплоизоляцию 1 в виде рулонных теплоизоляционных матов складывают гофрами. В складках гофр размещают вертикальные опорные элементы 2 с проушинами 3, горизонтальными опорными элементами 4 прокалывают толщину гофр, пропуска я их чёрёз проушины в вертикальных опорных элементах.
сл
С
xj о сл
0 СЛ
Si
По предложенному способу была изготовлена шахтная электропечь сопротивления СЦШМ-6/0,9М1.
Были изготовлены 15 вертикальных опорных элементов из прутка 8 мм из жаропрочной стали длиной 300 мм. К каждому вертикальному опорному элементу были приварены по паре проушин под проход прутков 5 мм на,расстоянии друг от друга 200 мм и усы-крючки на противоположной стороне от проушин длиной 200 мм под углом 30° к вертикали для навески нагревательных элементов, теплоизоляционные маты из МКРВ ГОСТ 23619-79 толщиной 20 мм, шириной 300 мм складывали гофрами, высота которых 200 мм.
На боковинах сгофрированной тепло- изоляции размечали отверстия под горизонтальные опорные элементы. В складках гофр с шагом 300 мм размещали вертикаль- ные опорные элементы.
Горизонтальными опорными элементами, выполненными из прутка fi 5 мм из жаропрочной стали, прокалывали гофры, пропуская их через проушины в вертикаль-
ныхэлементах.набирая таким образом футе- ровочный блок, длина которого равна периметру печи. Концы горизонтальных опорных элементов скрепляют между собой, формируя требуемую конфигурацию шахтной печи (в данном случае печь цилиндрическая).
Формула изобретения Способ изготовления футеровки печи, включающий сборку каркаса развертки из горизонтальных и вертикальных опорных элементов длиной, равной периметру поперечного сечения печи и ее длине соответст- венно, закрепление на каркасе теплоизоляции с последующим приданием конфигурации рабочего объема печи с соединением концов каркаса по стыку, отличающийся тем, что, с целью упрощения монтажа и улучшения теплотехнических свойств, теплоизоляцию предварительно складывают гофрами, в складках гофр размещают вертикальные опорные элементы с проушинами, после чего прокалывают толщу гофр в горизонтальном направлении штырями, пропуская их через проушины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления футеровки печи | 1989 |
|
SU1686291A1 |
| Блок футеровки печи | 1988 |
|
SU1576826A1 |
| ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА И ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364809C2 |
| УНИВЕРСАЛЬНАЯ ДОМОСТРОИТЕЛЬНАЯ СИСТЕМА | 2014 |
|
RU2585330C2 |
| Блок футеровки печи | 1985 |
|
SU1312356A1 |
| СПОСОБ СЖИГАНИЯ ДРЕВЕСНЫХ ОТХОДОВ И ТЕПЛОГЕНЕРАТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ С ПОДОГРЕВАТЕЛЕМ И ТЕПЛООБМЕННОЙ КАМЕРОЙ И КРЫШКОЙ КАМЕРЫ СГОРАНИЯ | 2011 |
|
RU2484378C1 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2008 |
|
RU2380634C1 |
| Фильтровальный патрон для очистки газов и способ его изготовления | 1982 |
|
SU1130380A1 |
| Способ изготовления металлических бескаркасных, самонесущих, разборных металлических конструкций с крышей | 2023 |
|
RU2817778C1 |
| Изолирующий блок | 1978 |
|
SU918758A1 |
Сущность изобретения: по способу изготовления футеровки печи, включающему сборку каркаса развертки из горизонтальных и вертикальных элементов длиной, равной периметру поперечного сечения печи и ее длине соответственно, теплоизоляцию перед закреплением на каркасе складывают гофрами, в складках гофр размещают вертикальные опорные элементы с проушинами, после чего прокалывают толщу гофр в горизонтальном направлении штырями, пропуская их через проушины. 1 ил.
У
| Способ изготовления футеровки печи | 1989 |
|
SU1686291A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
