Изобретение относится к оборудованию для производства изделий из проволоки, в частности проволочных стяжных хомутов для крепления шлангов, и предназначено для автомобильной, тракторной, двигателестроительной и других отраслей промышленности.
Цель изобретения - расширение технологических возможностей и повышение качества и надежности.
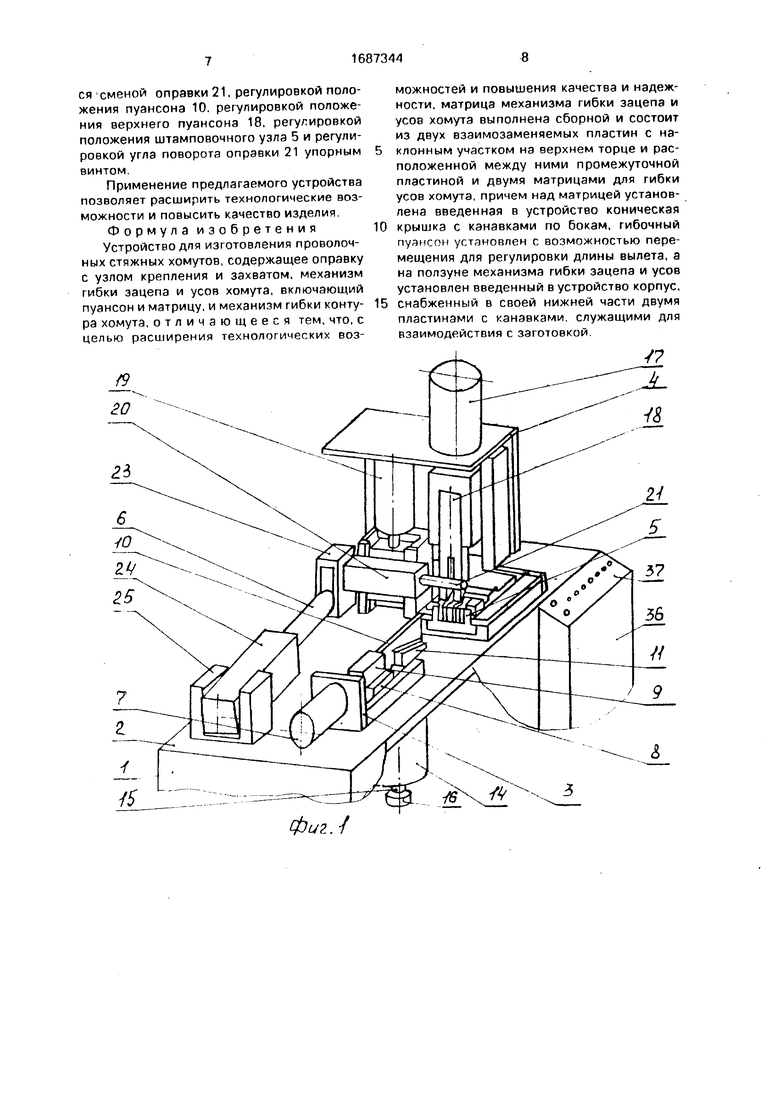
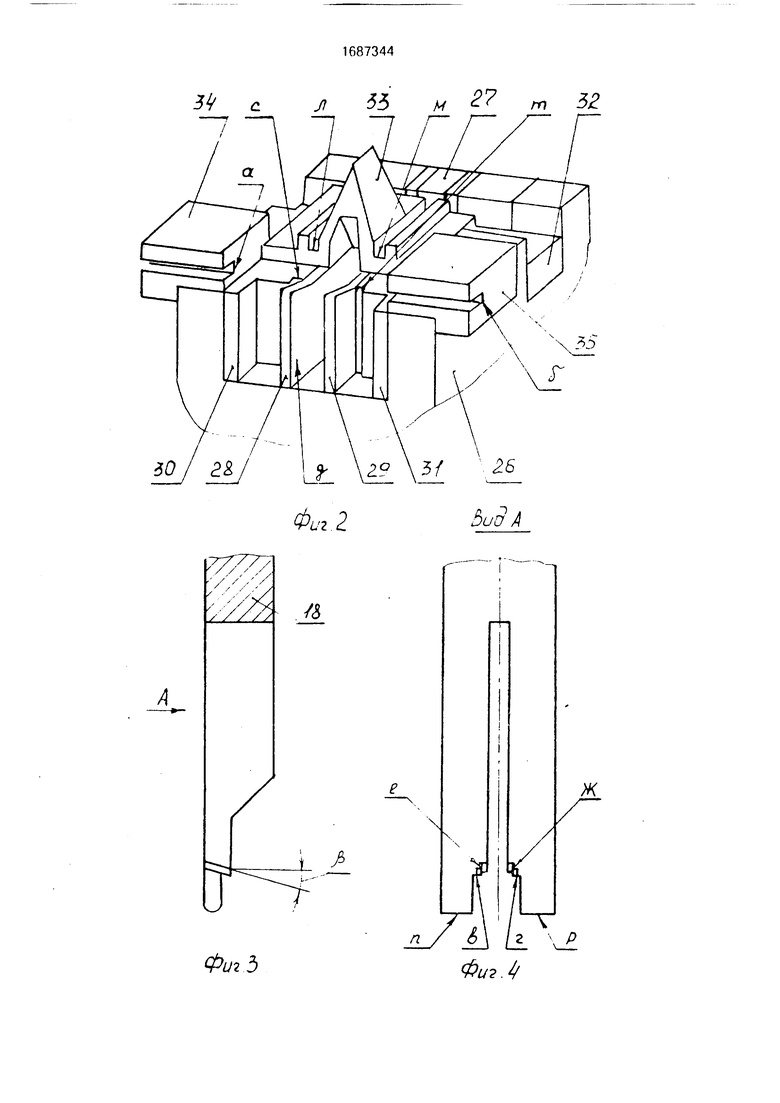
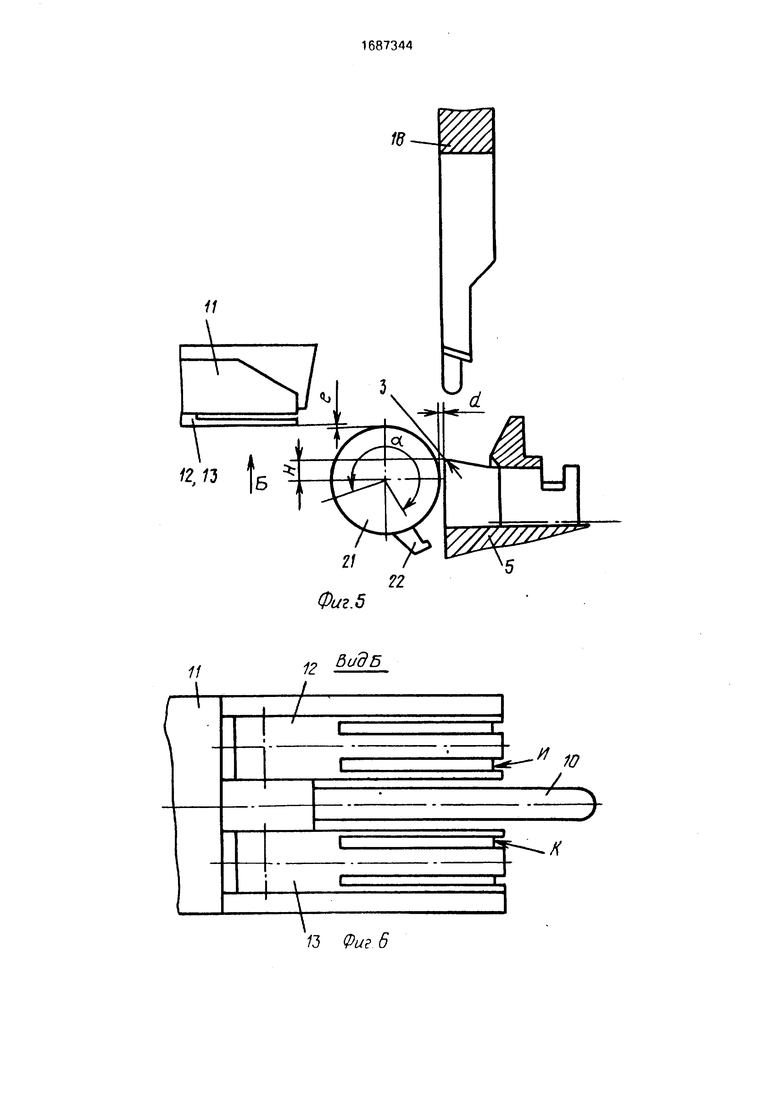
На фиг. 1 схематически изображено предлагаемое устройство, общий вид аксонометрия; на фиг 2 - штамповочный узел аксонометрия; на фиг. 3 - верхний пуансон, вид сбоку; на фиг 4 - вид А на фиг 3; на фиг. 5 - зазоры между инструментами; на фиг. 6 - вид Б на фиг. 5, на фиг 7 проволочный стяжной хомут.
Устройство для изготовления проволочных стяжных хомутов (фиг, 1) содержит стол 1, на котором установлено основание На основании 2 размещены гибочный узел 3 стойка 4, штамповочный узел 5, механизм 6 вращения. Гибочный узел 3 содержит пней моцилиндр 7, с помощью ко оого осуществляется перемещение г.олзуна 8 с закрепленной на нем стойкой 9 с пуансоном 10. С помощью регулировочного винта (не показано), расположенного на торце стоики 9, регулируется длина вылета пуансона 10 что позволяет иметь один пуансон на все типоразмеры хомутов.
На ползуне 8 установлен корпус 11, в нижней части которого закреплены две пластины 12 и 13 с направляющими пазами Гибочный узел 3 закреплен на подвижной части пневмоцилиндра 14, на штоке 15 кото
Ј
ч|
CJ 4 4
рого имеется регулируемый упор 16. Пнев- моципиндр 14 закреплен на основании 2. На стойке 4 размещены пневмоцилиндр 17, управляющий верхним пуансоном 18. и пневмоцилиндр 19, приводящий в движение узел 20 с оправкой 21 и установленным на оправке 21 упором 22 (фиг. 5), а также шэр- нирно установленная в корпусе 23 зубчатая рейка (не показана) механизма 6 вращения. Вращение оправки 21 осуществляется при помощи шестерни (не показано), находящейся на торце узла 20 и находящейся с ней в зацеплении зубчатой рейки (не показано). Зубчатая рейка приводится в движение пневмоцилиндром 24, шарнирно установленным в корпусе 25, который закреплен на основании 2. Ход зубчатой рейки регулируется упорным винтом (не показано), расположенным на торце механизма 6 вращения.
Штамповочный узел 5 (фиг. 2) содержит ползун 26, на котором установлена сборная матрица, состоящая из промежуточной пластины 27, установленной между двумя взаимозаменяемыми пластинами 28 и 29, служащими для формирования Г-образного конца проволочного стяжного хомута.
Пластины 28 имеют наклонный участок на верхнем торце. Сборная матрица содержит две матрицы 30 и 31, предназначенные для формирования усов проволочного стяжного хомута. Пластины 28 и 29, а также матрицы 30 и 31 зафиксированы в ползуне шпонкой 32, а сверху установлена крышка
33с канавками по бокам, для удержания проволоки над соответствующими участками матриц 30 и 31 при формировании усов проволочного стяжного хомута. По бокам сверху ползуна 26 установлены фиксаторы
34и 35 для фиксации заготовки в начале цикла, Положение ползуна 26 относительно верхнего пуансона 18 осуществляется регулировочным винтом (не показано).
На боковой поверхности стола 1 размещен шкаф 36 электроаппаратуры с пультом 37 управления. Устройство снабжено серией конечных выключателей, управляющих его работой (не показаны).
Устройство для изготовления проволочных сгяжных хомутов работает следующим образом.
При подготовке устройства к работе механизмы находятся в исходных положениях (фиг. 1). Переключают тумблер на пульте 37 управления (фиг. 1) в положении Наладка. Проверяют зазор между верхним пуансоном 18 и оправкой 21 (фиг. 5), который должен быть не больше диаметра проволоки d. из которой получают заготовку, после чего вставляют заготовку в пазы а и 6 фиксаторов 34 и 35 (фиг. 2), затем включают
тумблер верхнего пуансона 18 в положение Вниз, включается пневмоцилиндр 17, который опускает верхний пуансон 18. Опускание пуансона 18 осуществляется до тех
пор, пока его поверхности в и г (фиг 4) не коснутся верхних наклонных поверхностей пластин 28 и 29 (фиг. 2). Тумблер, управляющий гибочным узлом 3. переводится в положение Гибка, включается пневмо0 цилиндр 7, который движет ползун 8. на котором размещена стойка 9 с закрепленным в ней пуансоном 10. Пуансон 10 заходит в паз д (фиг. 2) между пластинами 28 и 29 и осуществляется гибка заготовки попо5 лам по канавкам е и ж (фиг. 4) и поверхностям пластин 28 и 29. Глубина захода пуансона 10 осуществляется с помощью винта (не показано), расположенного на торце стойки 9. После этого тумблер, управ0 ляющий гибочным узлом 3, переводится в положение Исходное и пневмоцилиндр 7 возвращает ползун 8 со стойкой 9 и пуансоном 10 в исходное положение. Включается тумблер подъема гибочного узла 3 в положе5 ние Вверх и пневмоцилиндр 14 (фиг. 1) подымает гибочный узел 3. Ход пневмоци- линдра 14 регулируется упором 16, находящимся на штоке 15. Затем тумблер опускания оправки переводится в положе0 ние Вниз и пневмоцилиндр 19 опускает узел 20, в котором установлена оправка 21. а также находящуюся в зацеплении шестерню с зубчатой рейкой (не показано) в корпу5 се 23 механизма 6 вращения. Опускание оправки 21 осуществляется на величину и (фиг. 6) от кромки з пластин, равной радиусу закругления кромок з плюс 3 мм. С помощью упора 16 устанавливают зазор е
0 (фиг. 5) между нижними частями пластин 12 и 13,закрепленных на корпусе 11,и оправкой 21, равной 0.2 мм. Наклонные поверхности пластин 28 и 29, а также поверхности в, г, е и ж выполнены под углом
5 для компенсации пружинения после гибки с целью получения прямого угла на детали. При этой операции формируется Г-образная часть заготовки и предварительная огибка заготовки по оправке 21. Тумб0 лер управления верхним пуансоном 18 переключается в положение Вверх и пневмоцилиндр 17 подымает верхний пуансон 18 в исходное положение.
Затем включается тумблер управления
5 гибочным узлом 3 в положение Гибка Включается пневмоцилиндр 7, который движет ползун 8 с установленным на нем корпусом 11. в нижней части которого закреплены пластины 12 и 13 (фиг. 6). кото рые своими канавками и и к прижимают заготовку к оправке 21. Предварительно агибается заготовка по оправке 21. Глубина канавок и и к пластин 12 и 13 равна 0,5 d диаметра заготовки. При этом пластины 12 и 13 своими канавками и и к укладывают концы заготовки в пазы л и м крышки 33 (фиг. 2). Включается тумблер механизма 6 вращения в положение Вращение 1-: пневмоцилиндр 24 перемещает зубчатую рейку, которая вращает связанную с ней шестерню (не показано), которая приводит во вращение оправку 21. Угол закручивания а оправки 21 регулируется упорным винтом, расположенным ча горце механизма 6 вращения. На оправке 21 установлен упор 22, обеспечивающий захват за Г-образную часть заготовки, вращение вместе с оправкой 21, после этого тумблер механизма 6 вращения переключается в исходное положение и пневмоцилиндр 24 возвращает зубчатую рейку и связанную с ней шестерню, которая возвращает оправку 21 в исходное положение. Включается тумблер верхнего пуансона 18 в положение Вниз. Включается пневмоцилиндр 17, опускающий верхний пуансон 18, который своими поверхностями п и р (фиг 4) формирует в канавках с и т (фиг. 2) матриц 30 и 31 усы проволочного хомута.
Тумблеры гибочного узла 3. верхнего пуансона 18 и подьема гибочно о узла 3 переводят з положение Исходное и перечисленные механизмы возвращаются в исходное положение, готовый проволочный хомут снимается с оправки 21.
После наладки полуавтомата переключается тумблер на пульте 37 управления в режим Цикл. Заготовка вставляется в пазы а и б (фиг. 2) фиксаторов 34 и 35, после чего оператор включает цикл. Включается пневмоцилиндр 17, который опускает верхний пуансон 18, опускание осуществляется до тех пор, пока его поверхности в и г (фиг. 4) не коснутся верхних наклонных поверхностей пластин 28 и 29, в это время срабатывает соответствующий конечный выключатель (не показан), который включает пневмоцилиндр 7. Пневмоцилиндр 7 движет ползун 8, на котором размещена стойка 9 с закрепленным в нем пуансоном 10, который заходит в паз д (фиг. 2) между пластинами 28 и 29 и осуществляется гибка заготовки пополам по канавкзм е и ж пуансона 18 (фиг. 4) и наклонным поверхностям пластин 28 и 29. Гибка осуществляется до тех пор, пока не сработает соответствующий конечный выключатель, от которого отключается пневмоцилиндр 7, который возвращает ползун 8 с размещенными на нем стойками 9 и пуансоном 10 в исходное положение. Теперь срабатывает другой конечный выключатель, от которого включается пневмоцилиндр 14, который подымает гибочный узел 3. Подьем гибочного узла осуществляется до тех пор, пока не станет на упор 16 пневмоцилиндра 14 и в это время срабатывав конечный выключателе который включает пневмоцилиндр 19. который опускает узел 20, в котором установлена оправка 21. Опускание осуществляется до
0 тех пор, пока не сработает соответствую щий конечный выключатель, при этом Формируется Г-образнчя часть заготовки и предварительна;1 огибка по оправке 21. От этого конечного выключателя выключается
5 пневмоцилиндр 17. который подымает вео хний пуэнсоч 13. При возвращении верхнего пу&нгонт 1Г t исходное полижение срабатывавs очеред ей конечный вмключч- тель, от которого включается ПНРЧМОЦИ0 линдр 7, который движет ползун 8 с установленным на нем корпусом 11, о них- ней части которого закреплены пластины 12 и 13, которые при движении сооими канавками и и к прижимают заготовку к оправ5 ке 21. Движение ползуна 8 осуществляется до тех пор, пока не сработает конечный пы- ключатель, от которого включается пнезмо- ципиндр 24, который перемещает зубччтую рейку, прощающую связанную с ней и ег0 терню, приводящую во вращение оппавку 21.
При вращении оправки 21 установленный на ней упор 22 захватывает Г образную заготовку и происходит навивка на оправку
5 21. Движение зубчатой рейки и находящей ся с ней в зацеплении шестерни будет осуществляться до тех пор. пока не сработает соответствующий конечный выключатель от которого отключается пневмоцилиндр 24
0 и зубчатая рейка с шестерней и оправкой 21 возвращаются в исходное положение От этого конечного выключателя включается пневмоцилиндр 17. Пневмоцилиндр 17 опу екает верхний пуансон 18, который своими
5 поверхностями п и р формирует в канав ках с и т матриц 30 -; 31 (фиг 2) усы проволочного хомута. Опу ание верхнего пуансона 18 осуществляется до тех пор, по ка не сработает соответствующий конечный
0 выключатель, подающий команду us возврат пневмоцилиндров 17 7, 14 и 19 и связанные с ними соответствующие механизмы в исходные положения после чего оператор снимает с оправки 1 прово
5 лочный хомут (фиг ).
При возврате всех механизмов # исход ное положение i-t пупьте 37 управления ЛР. горзется лампочка сигнализирующая ofc окончании ЦИКЛЕ. Переход на другой типо- оазмер проволочного хомута осущестрляется сменой оправки 21. регулировкой положения пуансона 10, регулировкой положения верхнего пуансона 18, регулировкой положения штамповочного узла 5 и регулировкой угла поворота оправки 21 упорным винтом.
Применение предлагаемого устройства позволяет расширить технологические возможности и повысить качество изделия.
Формула изобретения Устройство для изготовления проволочных стяжных хомутов, содержащее оправку с узлом крепления и захватом, механизм гибки зацепа и усов хомута, включающий пуансон и матрицу, и механизм гибки контура хомута, отличающееся тем. что, с целью расширения технологических возможностей и повышения качества и надежности, матрица механизма гибки зацепа и усов хомута выполнена сборной и состоит из двух взаимозаменяемых пластин с наклонным участком на верхнем торце и расположенной между ними промежуточной пластиной и двумя матрицами для гибки усов хомута, причем над матрицей установлена введенная в устройство коническая
крышка с канавками по бокам, гибочный пуансон установлен с возможностью перемещения для регулировки длины вылета, а на ползуне механизма гибки зацепа и усов установлен введенный в устройство корпус,
снабженный в своей нижней части двумя пластинами с канавками, служащими для взаимодействия с заготовкой
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления проволочных стяжных хомутов | 1987 |
|
SU1533807A1 |
| Гибочное устройство для изготовле-Ния дЕТАлЕй ТипА ХОМуТОВ | 1979 |
|
SU846005A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Устройство для гибки монтажных петель | 1981 |
|
SU995977A1 |
Изобретение относится к оборудованию для изготовления изделий из проволоки, а частности проволочных стяжных хомутов для крепления шлангов, и позволяет расширить технологические возможности и повысить качество и надежность. В устройстве, содержащем оправку с узлом крепления и захватом, механизм гибки зацепа и усов хо мута, включающий пуачсои и матрицу, и t ,p ханизм гибки контура хомута, магрицэ выполнена сборной и состоит из двух взаи мозаменяемых пластин с наклонным участком на верхнем торце и расположенной между ними промежуточной пластиной и двумя матрицами для гибки усов хомута Под матрицей установлена введенная в уст- ройство.коническая крышка с канагэками иг, бокам, гибочный пуансон установлен с воз можностью перемещения для регулировки длины вылета, а на ползуне механизма гибки зацепа и усов установлен введенный п устройство корпус, снабженным в своей нижней части двумя пластинами с канавками, служащими для взаимодействия с заготовкой. 7 ил. со
Ч
ГГ
со rcc to
4:
rc
СГ}
-4|
O
CM
:s
It- €
Фиг.5
1112
I
бадБ
/3 Фиг 6
16
Фиг. 7
| Полуавтомат для изготовления проволочных стяжных хомутов | 1987 |
|
SU1533807A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
