Изобретение относится к области обработки металлов давлением, а час ности к обоэудованию ю прои водс4 в./ проЕюлочных хомутов ,ппн к per ieni/я шлангов.
Целью изобретения является повышение качества изготавлизаеных хомутов.
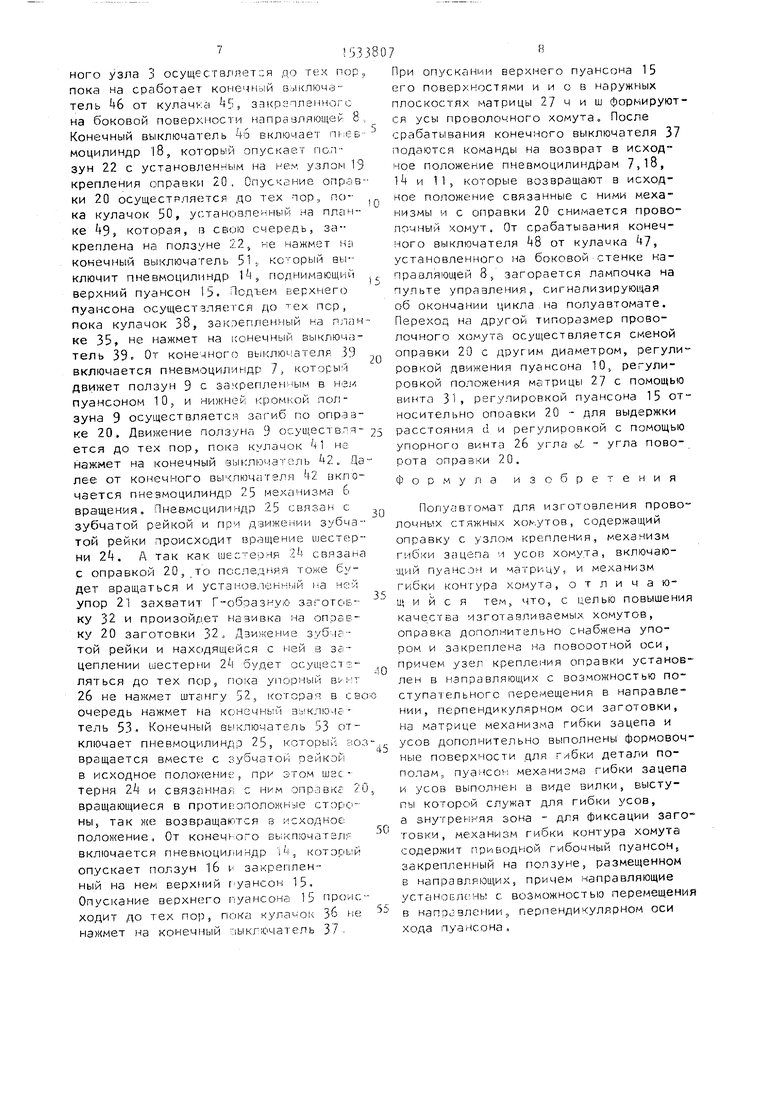
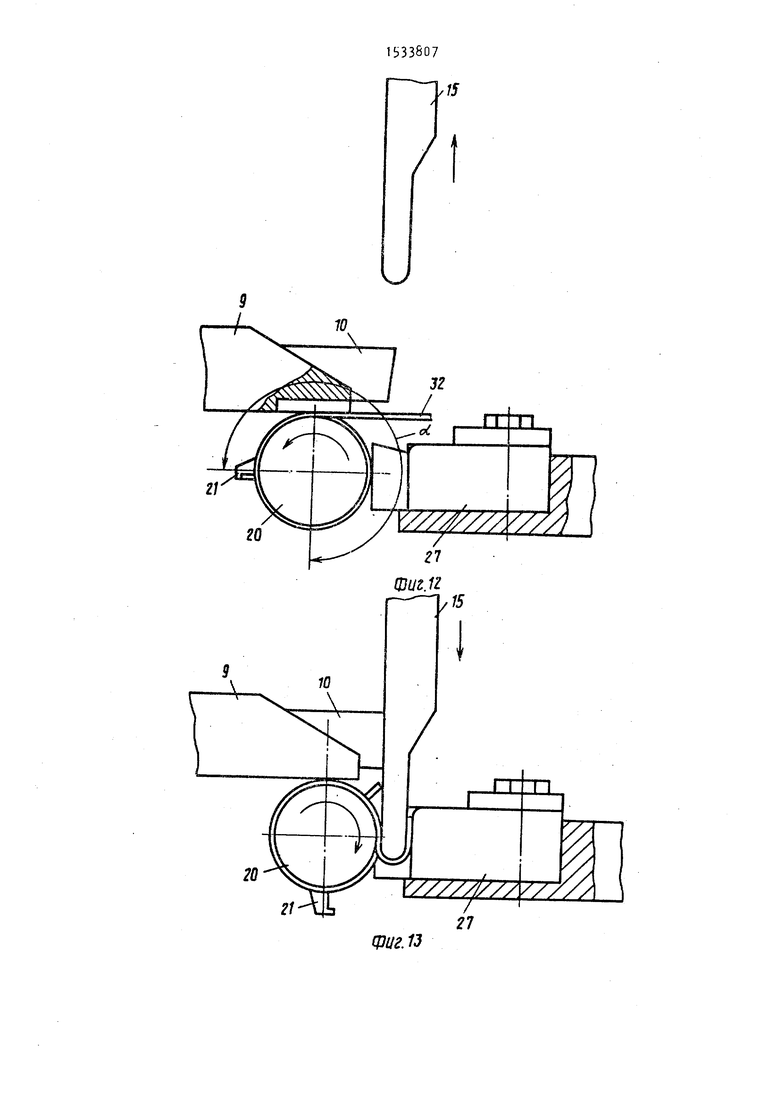
На фиг, 1 изображен скэмагиччо предлагаемый полуавтомат; на фиг . 2 - вид А на фиг. 1; на фиг, 3 - полуаа о мат, вид сверху; на фиг. ч - матрииа, вид сбоку; на фиг . 5 - в/iq Ь на фиг Л на фиг. 6 - пуансон, вид сбочу; на фиг. 7 - вид В не фиг , 6; на фиг. 3 - исходное положение инструментов погу- автомата; на фиг, 9 /кладка злгсмсв ки в матрицу; на фиг, 10 - оложенмэ инструментов в момент гибки заготовки пополам; на фиг. 11 - положение инструментов для первоначспьной огио ки оправки; на фиг, t2 - положение инструментов при загибке на огоавку; на фиг. 13 положение инструментов при штамповке усов проволочного хомута; на фиг. 1 J - проволочный сгяжно хому в сборе.
Полуавтомат flj я изготовления пос1 волочных стяжных хомутов соаермит стол 1, на котором установлено основание 2. На основать 2 размещены гибочный узел 3, сто о k, штампово1-- ный узел 5, механизм б вращения Гибочный узел 3 содержит ш-евмоципиндр 7, направляющую 8, ползуь 9 с зэкрег -- ленным в нем пуансоном 1C. f мбо-шый узел 3 закоеплен на ПОДЕ/ЖНСЙ части пневмоцилиндра 11, нп штоке 12 чсто-- рого навернута регулирующая гайка П„ Пневмоцилиндр 11 закреплен на осьоз-з- нии 2. На стойке 4 размешень. гнеьм:- цилиндр 1, управляющий веахним пуансоном 15, закрепленным на ползуне 1о в направляющей 17. Но Ь разче- щен также пневмоцилиндр l3n при БОДР- щий в движение узел 19 крепления оч- равки 20 с установленным на ей упором 21. Узел 19 крепление оппайки установлен нэ ползуне 22 т Ночрапляю- щей 23. Вращение огтзавки осуществляет ся шестерней 2k. Механизм Ь аращения содержит пневмоцилин р о, приводящий в движение зубчатую , од которой рггул-и руется упоонын винто. 26
содержит .мУ
о
I 1
чеШтамповым узел 5
закрепленную на гюлгу е 28 винтом рез планку 29 в нзправпп още i г вг лировка положен -я мэтои1|ч 27 относи0
5
0
5
0
0
5
0
5
тельно верхнего п/ачсона 15 осуществляется регулировочным винтом 31 с учетом заготовки 32. На боковой поверхности стола 1 размещен шкаф электроаппаратуры 33 с пультом 3 управления. Полуавтомат снабжен серией конечных выключателей. Так пуансон 15 снабжен планкой 35 с установленным на ней кулачком 36, входящим в контакт с конечным выключателем 37. С другой стоооны планки 35 размещен кулачок 38, входящий в контакт с конечным выключателем 39. Ползун 9 снабжен планкой kG с закрепленным на ней ку- пачком -И, входящим в контакт с конечным выключателем k2. Планка (0 снабжена также и кулачком чЗ, входящим в контакт с конечным выключателем ЦЬ. На одной из боковых поверхностей направляющей 8 закреплен кулачок 5, контактирующий с конечным выключателем 46, На другой боковой поверхности направляющей 8 размещен кулачок 47, входящей з контакт с конечным выкпючателем 8„ Ползун 22 снабжен пганкой А9 с установленным ча ней кулачком JC, входящим в контакт с конечным вы лючагелем 51. Упорный винт 26 входит в кот ант со итангой 52, которая в свою очередь контактирует с конечным выключателем 53.
Полуавтомат для изготовления проволочных стяжных хомутов работает следующим образом.
При подготовке полуавтомата к работе механизмы находятся Б исходном по- - ложении. Переключением тумблера на пульте /правления в положение Чалад- кпп проверяют зазор мехду оправкой 20 и верхним пуансоном, 15, который должен быть равен диаметру проволоки ds из которой получают заготовку 32. После этого включают тумблер верхнего пуансона 15 в положение чается пневмоцилиндр 14, кает ползун 16 и закрепленный на нем верхней пуансон 15. Опускание верхнего п/анеона 15 осуществляется по тех пор, пока его поверхность р не коснется поверхности с матрицы 27, при этом допускается зазор между поверхностью р и с не более 0,1 мм. После чегс ч паз ж матрицы 27 устанавливается заготовка 32, Тумблер, управляющий гибочным узлом 3, переводится в положение Гибка, включается пнев- моиилиндо 75 который движет ползун 9 с закрепленным в нем пуансоном 10.
Вниз. Вклю- который опус
Пуансон 10 заходит в паз п матрицы 2 Осуществляется гибка заготовки 32 пополам по канавке ф, при этом поверхность р аерхнего пуансона 15 служит для закрытия матрицы 27 и направления сгибаемой поверхности заготовки 32. Глубина захода пуансона 10 регулируется ходом поршня пневмоцилиндра 7. После этого тумблер, управляющий гибочным узлом 3, переводится в положение Исходное и пневмоцилиндр 7 вместе с ползуном 9 и пуансоном 10 возвращаются в исходное положение. Включается тумблер подъема гибочного узла 3 в положение Вверх и пневмоцилиндр 11 поднимает гибочный узел 3- Ход пневмоцилиндра 11 регулируется гайкой 13, находящейся на штоке 12 пневмоцилиндра 11. Затем тумблер опус кания оправки переводится в положение Вниз и пневмоцилиндр 18 опускает ползун 22 с установленным на нем узлом 19 крепления оправки 2.0,
Опускание оправки 20 осуществляется на величину Н от кромки га матрицы 27, равной радиусу закругления кромки m плюс 3 мм до момента, когда шестерня 2k войдет в зацепление с зубчатой рейкой механизма 6 вращения. С помощью гайки 13 устанавливают зазор к, между нижней частью ползуна 9 и оправкой 20, равной диаметру проволоки d, из которой изготавливают про волочный хомут. Канавка ф матрицы 27 выполнена под углом ft для компенсации пружинения после гибки с целью получения прямого угла на заготовке. Тумблер управления верхним пуансоном 15 переключают в положение Вверх и пневмоцилиндр 14 поднимает ползун 16 с закрепленным на нем верхним пуансоном 15 в исходное положение. Затем
После настройки полуавтомат переключается в режим Цикл. Заготовка 32 вставляется в фиксатор так, чтобы она легла в паз ж матрицы 27, после чего оператор включает цикл. Включается пневмоцилиндр 14, который опускает ползун 16 и закрепленный на нем верхний пуансон 15. Опускание верхне пуансона осуществляется до тех пор, пока его поверхность р не коснется поверхности с матрицы 27. В это врем срабатывает конечный выключатель 37 от кулачка 36, установленный на план ке 35, которая закреплена на пуансоне 15. Конечный выключатель 37 включ ет пневмоцилиндр 7, который движет ползун 9 с закрепленным в нем пуансо ном 10. Пуансон 10, заходя в паз п
включается тумблер управления гибочным узлом 3 в положение Гибка, включает-45 матРииы 27 осуществляет гибку заго- ся пневмоцилиндр 7, который движет товки 32 пополам по канавке ф. Гибка ползун 9 с пуансоном 10 и нижняя кромка ползуна 9 предварительно загибает по оправке 20 заготовку 32. Включаетпроисходит до тех пор, пока не срабо тает конечный выключатель 42 от кулач ка 41, закрепленного на планке 40,
происходит до тех пор, пока не сра тает конечный выключатель 42 от ку ка 41, закрепленного на планке 40,
ся тумблер механизмом 6 вращения в по-50 установленной на ползуне 9. После ложение Вращение и пневмоцилиндр 25 перемещает зубчатую рейку, которая в свою очередь приводит во вращение оправку 20 через шестерню 24. Угол закручивания об оправки 20 с заготовкой 32 регулируется упорным винтом 26. Нэ оправке 20 установлен упор 21, обеспечивающий захват за Г-образную заготовку 32 и вращение вместе с оправсрабатывания конечного выключателя пневмоцилиндр 7 вместе с ползуном и закрепленным в нем пуансоном 10 вращаются в исходное положение, пр 55 этом кулачок 43, закрепленный на
планке 40, нажмет на конечный выкл чатель 44. От выключателя 44 включ ся пневмоцилиндр 11, который припо нимает гибочный узел 3. Подъем гиб
807
20
0
5
кой 20, после этого тумблер механизма 6 вращения переключается в положение Исходное и пневмоцилиндр 25 вместе с зубчатой рейкой возвращается в первоначальное положение, при этом через шестерню 24 оправка возвращается в исходное положение. Включением тумблера верхнего пуансона 15 в положение Вниз включается пневмоцилиндр 14, который опускает ползун 16 и закрепленный на нем верхний пуансон 15. Опускание верхнего пуансона 15 осуществляется до тех пор, пока его поверхность р не коснется поверхности с матрицы 27. При этом повеохности иио верхнего пуансоча формируют в двух наружных плоскостях ч и ш матрицы 27 усы проволочного хомута (фиг. 13).
Тумблер гибочного узла 3, верхнего пуансона 15 и подъема гибочного узла переводят в положение Исходное и перечисленные механизмы возвращаются в исходное положение (фиг.8), Готопый проволочный хомут снимается с оправки 20.
После настройки полуавтомат переключается в режим Цикл. Заготовка 32 вставляется в фиксатор так, чтобы она легла в паз ж матрицы 27, после чего оператор включает цикл. Включается пневмоцилиндр 14, который опускает ползун 16 и закрепленный на нем верхний пуансон 15. Опускание верхнего пуансона осуществляется до тех пор, пока его поверхность р не коснется поверхности с матрицы 27. В это время срабатывает конечный выключатель 37 от кулачка 36, установленный на планке 35, которая закреплена на пуансоне 15. Конечный выключатель 37 включает пневмоцилиндр 7, который движет ползун 9 с закрепленным в нем пуансоном 10. Пуансон 10, заходя в паз п
5
0
0
5 матРииы 27 осуществляет гибку заго- товки 32 пополам по канавке ф. Гибка
матРииы 27 осуществляет гибку заго- товки 32 пополам по канавке ф. Гибка
происходит до тех пор, пока не сработает конечный выключатель 42 от кулачка 41, закрепленного на планке 40,
установленной на ползуне 9. После
установленной на ползуне 9. После
срабатывания конечного выключателя 42 пневмоцилиндр 7 вместе с ползуном 9 и закрепленным в нем пуансоном 10 возвращаются в исходное положение, при этом кулачок 43, закрепленный на
планке 40, нажмет на конечный выключатель 44. От выключателя 44 включается пневмоцилиндр 11, который приподнимает гибочный узел 3. Подъем гибоч
7
ного узла 3 осуществляет я no rt гор пока на сработает конечный Е ЛКПЮЧ э тель 6 от купач га Е , зткп плени j с на боковой поверхности и эпрауляющг Ј 8 Конечный выключатель 4э вклкнае ir Б моцилиндр |8, который опуснсае пот зун 22 с установленным на не учлом 13 крепления справки 20 Спусчгнис опр ь ки 20 осущестрпяется до тех пор, пока кулачок 50, ус танотпе.-ныГ ча пленке 9S когооая, в свою счерець, закреплена нл ползуне 2, е мажмзт iij конечный выключатель 51 нес ооый выключит пневмоциличдр И, поднимэкии и верхний пуансон 15. Подтем tcpxnero пуансона осущестзпяеiся до тех пер, пока кулачок 38, зак)егленный на гмаи ке 35, не нажмет на выключатель 39. От конечног вьклкнатепр З З включается пневмэцил и-др 7, которы 1 движет ползун 9 с ЗсЭ сеплен ым в нз пуансоном 10, и нижне- громки ползуна 9 осуществляете0 к,, иб го опрча- ке 20, Движение лопз/на 9 or u eci в-ч- ется до тех пор, пока ю/лзч м 41 н; нажмет на конечный зымтючэ VIB Ца лее от конечного Вокпюч гегч t/ вкпо- чается пневмоцилиндр 5 мех зма 6 вращения, Тневмсииличдр 5 с втан с зубчатой рейкой и пр i л шже-ии зубча той рейки происходит врлщенис шее горни А так как ыь ель .. с оправкой 20, ю псстэдь ч гпже будет вращаться и ус гэ - чз ч н- чй ia -г упор 2i захватит Г-обоазjvc зз OTCI- ку 32 и произойдет нсзивка ча )njЈr- ку 20 заготовки 32, Тзикегма з/б ic той рейки и находяц«й я с ней j Зс- цеплении иестерни 2L SvneT ocyiii8 7 - ляться до тех пор, упорный в 26 не нажмет штгнгу 32, ко гора в Lзо очередь нажмет на чс ъ 1 з„ к то ie - тель 53. Конечный зычточа спо 3 отключает пневмоцилин; э 5, or вращается вместе с Чу5чатои оеикэи в исходное полохених , при „том терня 2А и сзязьнна ним эпгшк; /и вращающиеся в ПРОТИЕ ттолоч ны так же возвращай гея rj СОННОЕ положение. От конечного ЕЬ кп-оча гзл включаете пневмоци; инпр , KOTJFI и опускает ползун 16 закреплен- ный на нем верхний гуансон 15. Опускание верхнего гуангочг 15 прсчк ходит до гех пор, гккс о ч 36 не нзммет на конечный ,ыкг-(. чат епь З7
и
,
При опускании верхнего пуансона 15 его повер н-остями и и с в наружных плоское 1ях матоицы 27 ч и ш формируют- ГР усы проволочного хомута„ После ерабатычания нонечного выключателя 37 подаются команды на возврат в исходное положение пчевмоцилиндрам 7vl8, 1 и 11, которые возвращают в исходное попожение связанные с ними механизмы ч с оправки 20 снимается проволочный омуг. От срабатывания конечного выключателя 48 от кулачка 7, установленного на боковой стенке направляющей 8, загорается лампочка на пупьте управления, сигнализирующая об окончании чикла на полуавтомате. Перехоц на др/гой типоразмер проволочного хомуго осуществляется сменой оправки 20 с другим диаметром, регулировкой п,ви хения пуансона 10; регулировкой положения мгтрицы 27 с помощью ринга 3l, per/пирсркой пуансона 15 относительно опиавки 20 - для выдержки расстояния с и рег лировкой с помощью упорного винп 26 угле uL - угла пово- сота опраз и 70.
Ф о Р м у ji а и зоб
р е
е н и я
,
0
o
Полуг-в ома для изготовления проволочных тлжных xoNyroB, содержащий оправку с злои | репления, механизм i чЬ и ЗсЩ ia i усог хомута, включаю- Vi и и малицу, и мела ни зм rk6KH кон г ура , отличающийся тем, 4Tos с целью повышения качсс1ва изготачпивземых хомутов, onpaei-a дополнительно снабжена упо- оо v закоеплеиа на позооотчой оси, причем узст крепления оправки установлен в натравляющих с возможностью по- ступаiепьного перемещения в направлении, перпендикулярном оси заготовки, на агрице механизма ибки зацепа и усов дополнительно выпопнены формовоч- Hbie поверх (ост и для детали по- попам п а со1 механизма r-ибки зацепа и сой выполнен в виде вилки, выступы которой сложат для гибки усов, а знугрен-яя зона - дгя фиксации заго говки, механизм гибки контура хомута содержит приводной гибочный пуансон, закрепленный на попзуне, размещенном с напраBJ яющихs npi-чем вправляющие усган л (ь1 с, возможностью перемещения в наг явлении , перпендикулярном оси лода п aric она ,
15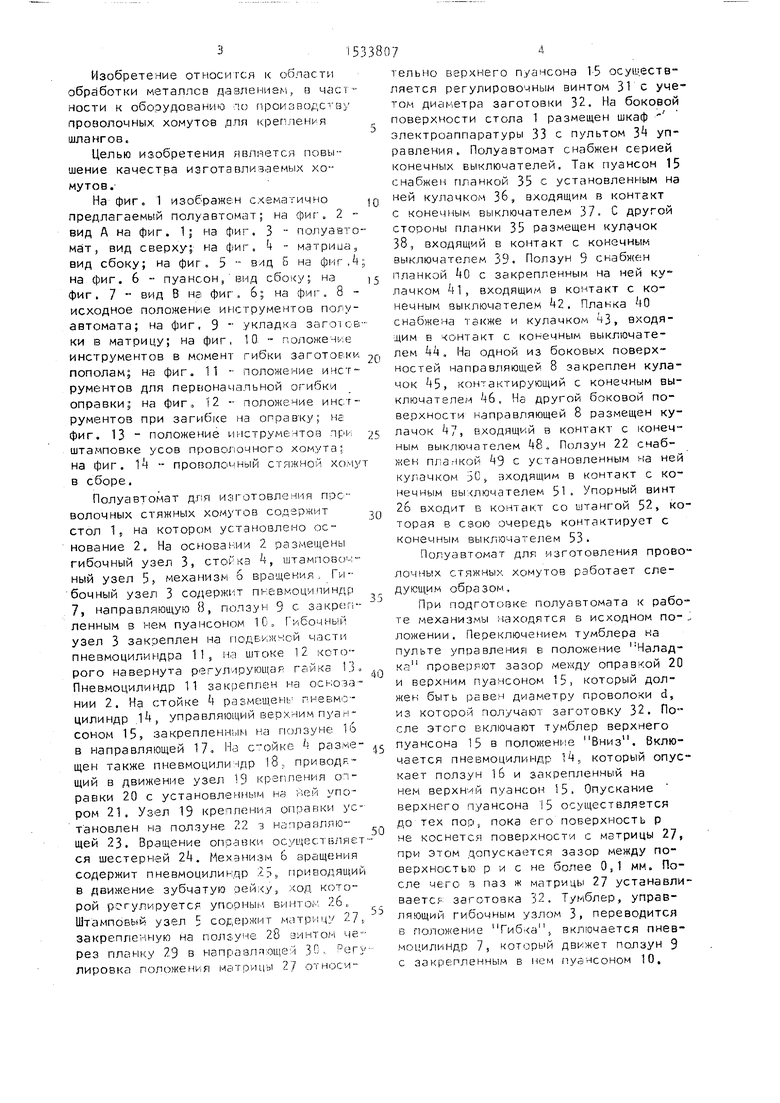




Изобретение относится к полуавтоматам для изготовления проволочных стяжных хомутов и позволяет повысить качество изготавливаемых хомутов. Полуавтомат состоит из оправки, механизма гибки зацепа и усов хомута, механизма гибки контура хомута. Оправка закреплена на поворотной оси, а узел крепления оправки установлен в направляющих и имеет возможность перемещения в направлении, перпендикулярном оси заготовки. На матрице 27 механизма гибки зацепа и усов хомута выполнены формовочные поверхности для гибки детали пополам, а пуансон 13 механизма гибки зацепа и усов хомута выполнен в виде вилки с гибочной зоной и зоной, служащей для фиксации заготовки. 14 ил.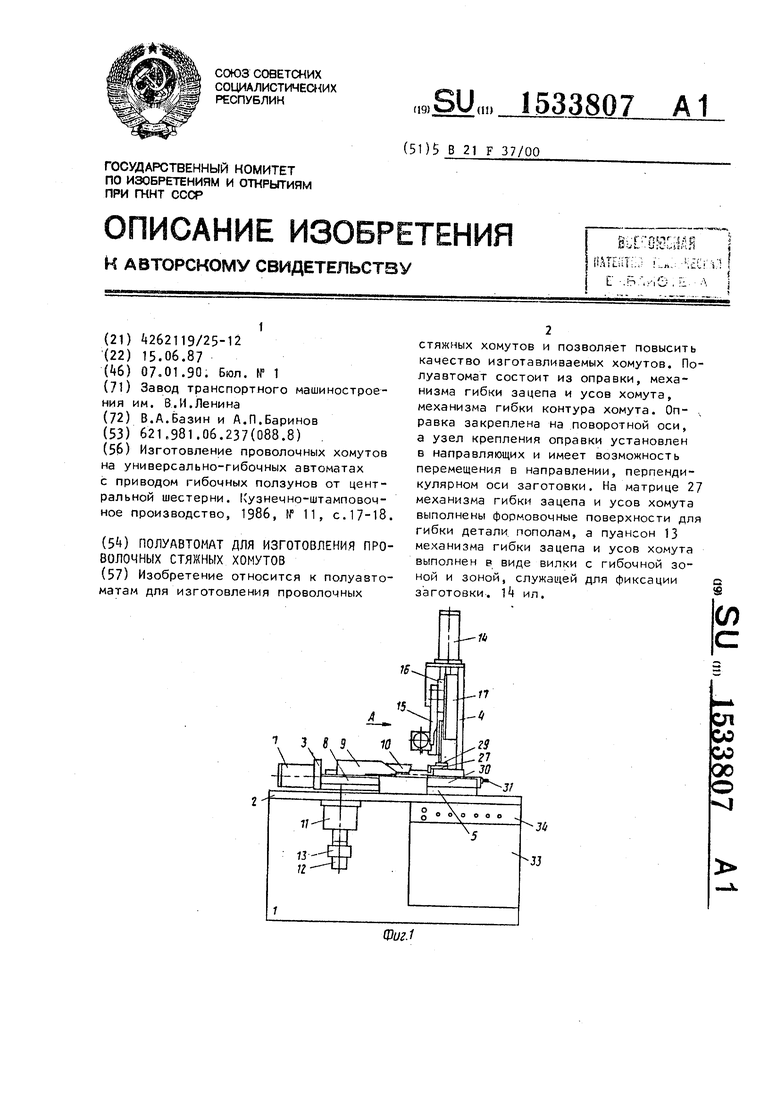
Ф112. 27
Ll
It
2 Мй
82
02
6i
ygng
08CЈ5l
Ј2
-4
DtS
-w
гг
w
Фиг. 5
n U а м it
Р
30
J
(риг.6
/
Л 75
15
и
(риг.
10
г/
20
20
21
/1
ZZ2 22212Z /
27
Фиг.12
Y////////. /77УУ)
/ I
Фиг. /J
/
27
Vut.fl
| Изготовление проволочных хомутов на универсально-гибочных автоматах с приводом гибочных ползунов от центральной шестерни | |||
| Кузнечно-штамповоч- ное производство, 1986, № 11, с.17-18. |
