Изобретение относится к области обработки металлов давлением, в частности к технологии штамповки из трубчатых заготовок и может быть использовано в машино-, приборо-, и авиастроении для изготовления кольцевых тонкостенных соединительных или корпусных деталей.
Цель изобретения - улучшение условий эксплуатации штампа, расширение технологических возможностей, снижение затрат электроэнергии, повышение стойкости матрицы, производительности труда и качества изделий.
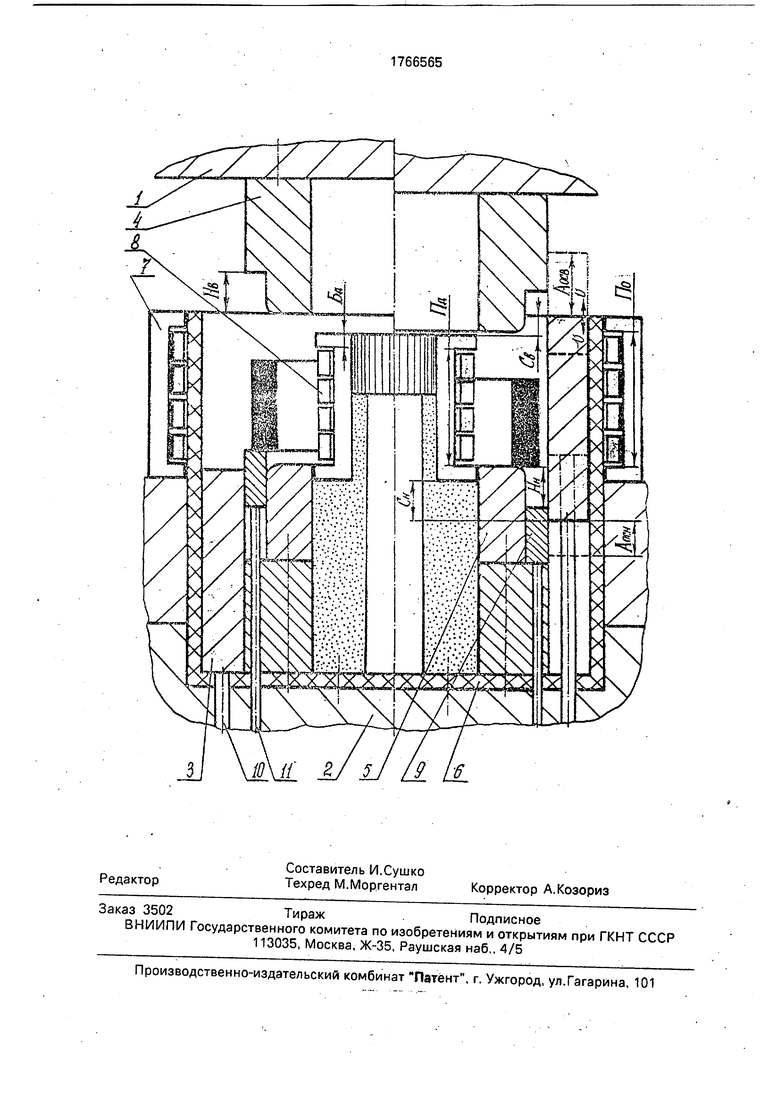
На чертеже показано устройство, реализующее способ: слева от оси - в момент нагрева заготовки вне матрицы; справа от оси - в момент установки матрицы в положении, соответствующем началу деформирования (штриховой линией обозначено нижнее положение матрицы, занимаемое последней при возвратно-посту- пательном перемещении в процессе совместного нагрева матрицы и заготовки; штрихпунктирной - ее верхнее положение).
Устройство содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и нижний 5 кольцевые пуансоны, теплоизолятор 6, наружный (основной) 7 нагреватель, установленный со стороны наружной поверхности матрицы 3 и выполненный в виде цилиндрического индуктора с магнитопроводом, внутренний (дополнительный) нагреватель 8, установленный в полости кольцевых пуансонов 4, 5 и выполненный в виде цилиндрического индуктора с магнитопроводом, наибольший диаметр которого не превышает диаметра внутренних поверхностей пуансонов 4, 5, а также выталкиватель 9. Матрица 3 установлена подвижно в осевом направлении и соединена с толкателями 10 силового привода. Выталкиватель 9 связан с толкателями пресса 11. Нагреватели 7 и 8 размещены на одном уровне относительно торцевой деформирующей поверхности нижнего пуансона 5 и соединены параллельно и сонап- равленно. Ширина, паза магнитопровода внутреннего индукционного нагревателя 8 более, чем в 1,25 раз превышает суммарную высоту кольцевых формообразующих полостей, образованных внутренней поверхностью матрицы 3 и рабочими поверхностями пуансонов 4, 5 в зоне их сопряжения
Пд 1,25 (На+Нн), .
где Пд - ширина паза магнитопровода внутреннего (дополнительного) индукционного нагревателя 8;
Нв, Нн - высоты верхней и нижней кольцевых формообразующих полостей, образованных внутренней поверхностью матрицы и рабочими поверхностями, соответственно, верхнего и нижнего кольцевых пуансонов;
Ширина паза магнитопровода наружного индукционного нагревателя 7 не меньше величины, равной суммарной ширине паза и башмака магнитопровода внутреннего индукционного нагревателя 8:
По Пд+ БД,
где По - ширина паза магнитопровода наружного (основного) индукционного нагревателя 7;
Пд, БД - соответственно ширина паза и башмака магнитопровода внутреннего (дополнительного) индукционного нагревателя 8.
Способ осуществляют следующим образом.
Матрицу 3 нагревают до температуры деформации с двух сторон индукционным способом нагревателями 7 и 8. Трубчатую
0 заготовку устанавливают в штамп на выталкиватель 9. Затем до установки заготовки в матрице 3, одновременно опуская матрицу 3 и выталкиватель 9, выводят матрицу из зоны нагрева штампа и вводят заготовку в
5 указанную зону. При этом заготовку вводят в полость наружного нагревателя 7, а внутрь заготовки вводят внутренний нагреватель 8. По окончании вывода матрицы 3 из зоны нагрева штампа осуществляют одновремен0 но прерывание нагрева матрицы 3 и двухсторонний индукционный нагрев заготовки нагревателями 7 и 8 в течение времени выравнивания температур между заготовкой и матрицей 3, после чего заготовку устанавли5 вают в матрице путем подъема последней обратно в зону нагрева штампа, и нагрев заготовки продолжают совместное двухсторонним индукционным нагревом матрицы. При обработке неферромагнитных материа0 лов с температурой деформирования, превышающей температуру начала магнитных превращений материала матрицы (точка Кюри), например, титановых сплавов, нагрев заготовки вне матрицы осуществляют
5 до температуры, не меньше температуры, соответствующей началу магнитных превращений материала матрицы. В процессе совместного нагрева матрицы и заготовки осуществляют возвратно-поступательное
0 перемещение матрицы в зоне нагрева штампа относительно ее положения, соответствующего началу деформирования, с амплитудой, превышающей величину, равную разности между высотой матрицы и ши5 риной активной зоны внутреннего индукционного нагревателя 8:
,8 Пд,
где Ам - амплитуда осевого перемещения матрицы:
0 Нм - высота матрицы;
0,8 Пд- ширина активной зоны внутреннего индукционного нагревателя;
Пд - ширина паза магнитопровода внутреннего индукционного нагревателя;
5 При этом величины одностороннего смещения матрицы относительно упомянутого положения определяют из выражения
Аос С+Бд+ 0,1 Пд,
где Аос - одностороннее смещение матрицы относительно своего положения, соответствующего началу деформирования (А0св, А0сн - односторонние смещения матрицы, соответственно, вверх и вниз от упомянутого положения);
С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя (Св, Сн - расстояния соответственно от верхней и нижней торцевых поверхностей матрицы до упомянутого магнитопровода);
Пд, БД - ширина паза и башмака магнитопровода внутреннего индукционного нагревателя;
Таким образом:
Ам Аосв+ Аосн,
Аосв Сн+Бд+0,1Пд;
Аосн Св+Бд+0,1Пд;
По окончании нагрева заготовки до тем-- пературы деформации осуществляют ее де- формирование с одновременным подогревом изнутри нагревателем 8. Готовое изделие удаляют из штампа выталкивателем 9.
Пример. Производят штамповку кольцевой детали с внутренним фланцем из трубчатой заготовки высотой мм с наружным и внутренним диаметрами, соответственно 179 мм и 203 мм из сплава ВТ-14. Устройство содержит подвижную в осевом направлении матрицу высотой мм, соединенную с толкателями гидропривода, два кольцевых пуансона, основной нагреватель, выполненный в виде четырехвитково- го цилиндрического индуктора с С-образным магнитопроводом, ширина паза которого составляет мм, дополнительный нагреватель, выполненный также в виде четырехвиткового индуктора с С-образным магнитопроводом, ширина паза и башмака которого составляет соответственно мм и мм. Нагреватели установлены на одном уровне относительно торцевой деформирующей поверхности нижнего кольцевого пуансона и соединены параллельно и сонаправленно Высоты формообразующих полостей, образованных матрицей и рабочими поверхностями пуансонов, составляют мм. До установки заготовки в штамп матрицу нагревают с двух сторон до температуры деформации, составляющей1 1000°С. Заготовку устанавливают в штамп на выталкиватель, после чего, не вводя ее в матрицу, одновременно выводят последнюю из зоны нагрева штампа и вводят заготовку в упомянутую зону. После этого осуществляют одновременно прерывание нагрева матрицы и двухсторонний индукционный нагрев заготовки в течение 13 с до температуры t 810°C, соответствующей температуре начала магнитных превращений матрицы, вы- полненной из сплава ЖС6-К. Затем
заготовку устанавливают в полости матрицы и продолжают ее нагрев до температуры 100°С совместно с двухсторонним индукционным нагревом матрицы. При этом осуществляют осевое возвратно-поступательное
0 перемещение матрицы в зоне нагрева штампа относительно своего положения, соответствующего началу деформирования, с амплитудой Ам 58 мм (Ам Нм-0,8. Пд 92 - 0,8 . (мм)), причем величины одно5 стороннего смещения матрицы вверх и вниз относительно упомянутого положения составляют соответственно А0св 21,5 мм и ,5 мм (Аосв Сн+ Бд+ 0,1 . Пд 2+14+ 4,5 20,5 (мм) и Аонс Св+ Бд+ 0,1«
0 «Пд 17+14+4,,5 (мм)).
По окончании нагрева заготовки до заданной температуры осуществляют ее деформирование с одновременным подогревом изнутри внутренним индукци5 онным нагревателем. Отштампованное изделие удаляют из штампа выталкивателем. Предлагаемое изобретение по сравнению с известным позволяет снизить затраты электроэнергии за счет исключения
0 необходимости в процессе нагрева заготовки выдерживать матрицу в зоне высоких температур, равных температуре деформации, повысить производительность труда за счет осуществления двухстороннего индук5 ционного нагрева заготовки как вне матрицы, так и в полости последней, повысить стойкость матрицы и качество изделий за счет исключения перегрева матрицы и заготовки, в зоне сопряжения с матрицей, в про0 цессе нагрева заготовки до температуры деформации, расширить технологические возможности процесса за счет обеспечения возможности обработки заготовок с наружным диаметром, меньше наружного диамет5 ра поковки, а также улучшить условия эксплуатации штампа за счет возможности применения не более двух индукционных нагревателей
Формула изобретения
0 1. Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок, включающий индукционный нагрев матрицы до температуры деформации, установку заготовки в зоне перегрева штампа,
5 установку заготовки в матрице, ввод внутрь заготовки индукционного нагревателя, нагрев заготовки до температуры деформации и последующее ее деформирование с одновременным воздействием на заготовку изнутри индукционными токами высокой
частоты, отличающийся тем, что, с целью улучшения условий эксплуатации штампа, расширения технологических возможностей, снижения затрат электроэнергии, повышения стойкости матрицы, производительности труда и качества изделий, до установки заготовки в матрице осуществляют одновременно прерывание нагрева матрицы и двусторонний индукционный нагрев заготовки в течение времени выравнивания температур между заготовкой и матрицей, а затем нагрев заготовки продолжают совместно с двусторонним индукционным нагревом матрицы, причем в процессе совместного нагрева матрицы и заготовки осуществляют возвратно-поступательное перемещение матрицы в зоне нагрева штампа относительно ее положения, соответствующего началу деформирования, с амплитудой, превышающей величину, рав- ную разности между высотой матрицы и шириной активной зоны внутреннего индукционного нагревателя, и при этом величины одностороннего смещения матрицы относительно упомянутого положения оп- ределя ются из выражения
Бд+0,1 « Пд,
где Аос - одностороннее смещение матрицы относительно своего положения, соответствующего началу деформирования;
С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя;
БД - ширина башмака магнитопровода внутреннего индукционого нагревателя;
Пд - ширина паза магнитопровода внутреннего индукционного нагревателя.
2. Способ по п. 1,отличающийся тем, что при обработке неферромагнитных материалов с температурой деформирования, превышающей температуру начала магнитных превращений материала матрицы (точка КЮри), например, титановых сплавов, нагрев заготовки вне матрицы осуществляют до температуры, не меньше температуры, соответствующей началу магнитных превращений материала матрицы.
3. Устройство для изготовления полых деталей с внутренним фланцем из трубчатых заготовок, содержащее верхнюю подвижную и нижнюю неподвижную плиты, матрицу, закрепленные на соответствующих плитах верхний и нижний кольцевые пуансоны, теплоизолятор, наружный нагреватель, установленный со стороны наружной поверхности матрицы и выполненный в виде цилиндрического индуктора, а также внутренний нагреватель, установленный в полости кольцевых пуансонов концентрич- но наружному нагревателю и выполненный в виде цилиндрического индуктора с магни- топроводом, наибольший диаметр которого не превышает диаметра внутренних поверхностей пуансонов, отличающееся тем, что матрица установлена подвижно в осевом направлении, а нагреватели размещены на одном уровне относительно торцевой деформирующей поверхности нижнего пуансона и соединены параллельно и сонап равленно, при этом ширина паза магнитопровода внутреннего нагревателя более чем в 1,25 раз превышает суммарную высоту кольцевых формообразующих полостей, образованных внутренней поверхностью матрицы и рабочими поверхностями пуансонов в зоне их сопряжения, а наружный нагреватель снабжен магнитопрово- дом, ширина паза которого не меньше величины, равной суммарной ширине паза и башмака магнитопровода внутреннего нагревателя.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1990 |
|
SU1763076A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
Использование: обработка металлов давлением, технология изготовления деталей из трубчатых заготовок. Сущность изобретения: устройство содержит верхнюю подвижную и нижнюю неподвижную плиты, подвижную в осевом направлении матрицу, связанные с соответствующими плитами верхний и установленный на подкладном кольце нижний кольцевые пуансоны, выталкиватель, основной нагреватель, установленный со стороны наружной поверхности матрицы и выполненный в виде цилиндрического индуктора с магнитолроводйм, раз- мещенный на базовой вставке дополнительный нагреватель, установленный в полости кольцевых пуансонов и кон- центрично основному нагревателю и выполненный в виде цилиндрического ин- дуктрра с магнитопроводом, паз которого обращен навстречу основному нагревателю, а наибольший диаметр не превышает диаметра внутренних поверхностей кольцевых пуансонов, и теплоизолятор, а также связанные соответственно с матрицей и выталкивателем толкатели привода их осевого перемещения. Основной и дополнительный нагреватели установлены на одном уровне относительно торцевой деформирующей поверхности нижнего кольцевого пуансона и соединены параллельно и сонапрайленяо Ширина паза магнитопровода дополнительного нагревателя более чем в 1,25 раз превышает суммарную высоту кольцевых формообразующих полостей, образованных внутренней поверхностью матрицы и рабочими поверхностями пуансонов в зоне их сопряжения. Ширина паза магнитопровода основного нагревателя не меньше величины, равной суммарной ширине паза и высоте фланца магнитопровода дополнительного нагревателя. Число витков дополнительного нагревателя не меньш е числа витков основного нагревателя. 1 ил.& kA -м о ел

| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
