Изобретение относится к области металлургического машиностроения и используется при производстве различных изделий из цилиндрических заготовок, преимущественно из алюминиевых сплавов тиксоштамповкой.
Известны способ предварительного нагрева заготовок в защитной среде перед деформированием, исключающий образование окисного слоя и устройство для его осуществления (см. Технология кузнечно-штампового производства, Москва, Машиностроение, 1976 г., стр.108).
Недостатком известных способа и устройства является возможность повреждения наружной поверхности твердожидкой заготовки при переносе из камеры с защитной средой в штамп.
Известен способ тиксоштамповки цилиндрических заготовок, в котором предварительный нагрев цилиндрической заготовки выполняют в индукторе, а затем заготовку деформируют в предварительно нагретом штампе (см., патент RU 2248857 С2, В21К 1/38, 2005.03.07).
Недостатком известного способа является образование при нагреве заготовки окисного слоя, который при деформации разрушается и перемещается в готовое изделие, снижая его качество.
Техническим результатом заявляемых способа и устройства является повышение качества готового изделия за счет создания условий для безокислительного нагрева заготовки.
Технический результат предлагаемого изобретения достигается способом тиксоштамповки цилиндрических заготовок, при котором деформирование осуществляют в штампе, включающем пуансон и матрицу, цилиндрической заготовки, подготовленной путем беззазорного расположения в закрытом стакане, нагрева совместно с закрытым стаканом, извлечения из стакана и установки в матрицу упомянутого предварительно нагретого штампа, при этом деформирование заготовки осуществляют пуансоном штампа после ее установки в матрицу, а беззазорное расположение заготовки в закрытом стакане обеспечивают путем установки заготовки в стакан, закрытия стакана и холодной осадки заготовки до устранения зазоров, и устройством для подготовки цилиндрических заготовок к штамповке в штампе, содержащем стакан со сквозным осевым отверстием, размещенные в стакане плунжер и крышку, расположенную на дне стакана, выталкиватель, имеющий возможность расположения в сквозном осевом отверстии стакана в контакте с крышкой и взаимодействия с пуансоном штампа, и кольцевой упор, выполненный с возможностью размещения на матрице и установки на него торца стакана, при этом пуансон и матрица штампа выполнены с расточками, имеющими размеры соответственно крышки и плунжера.
Изобретение поясняется графическими материалами, на которых показаны:
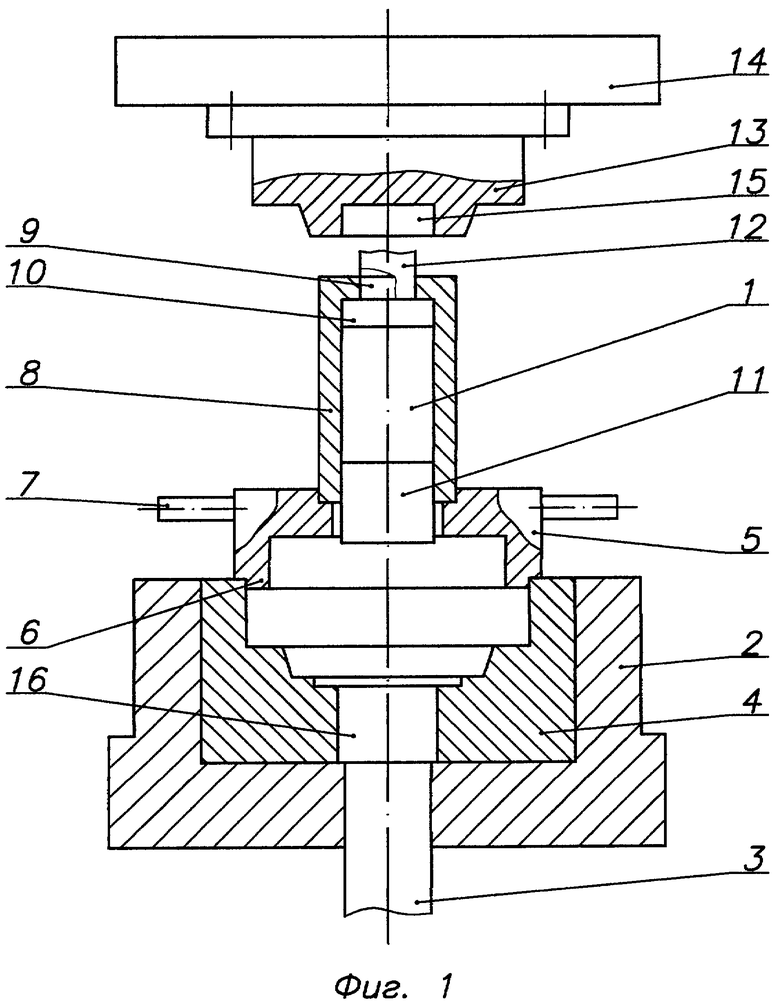
фиг.1 - установка в штамп стакана с нагретой заготовкой;
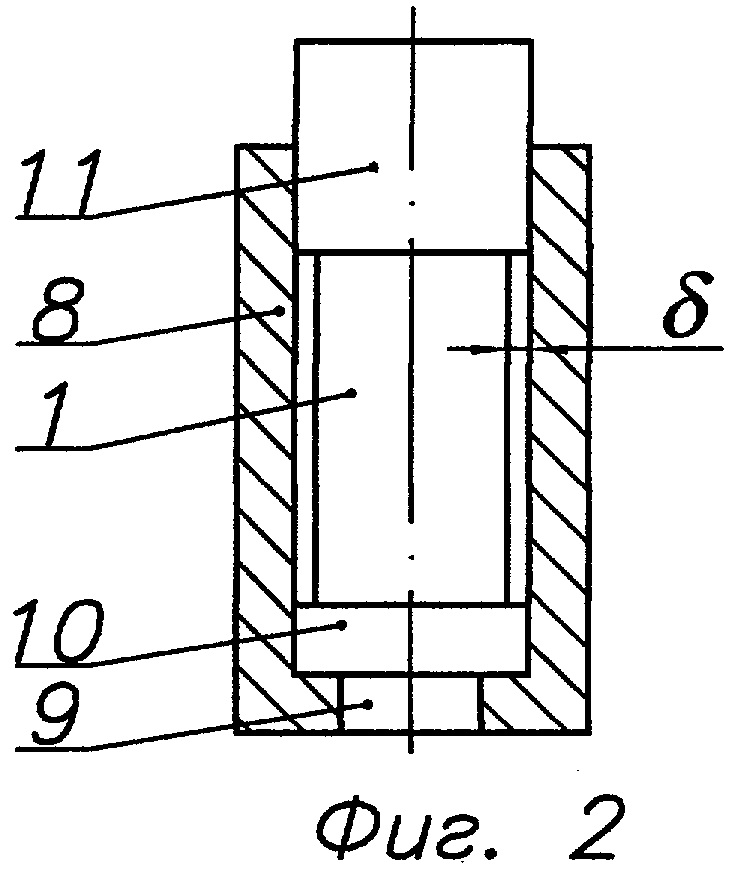
фиг.2 - размещение заготовки в стакане;
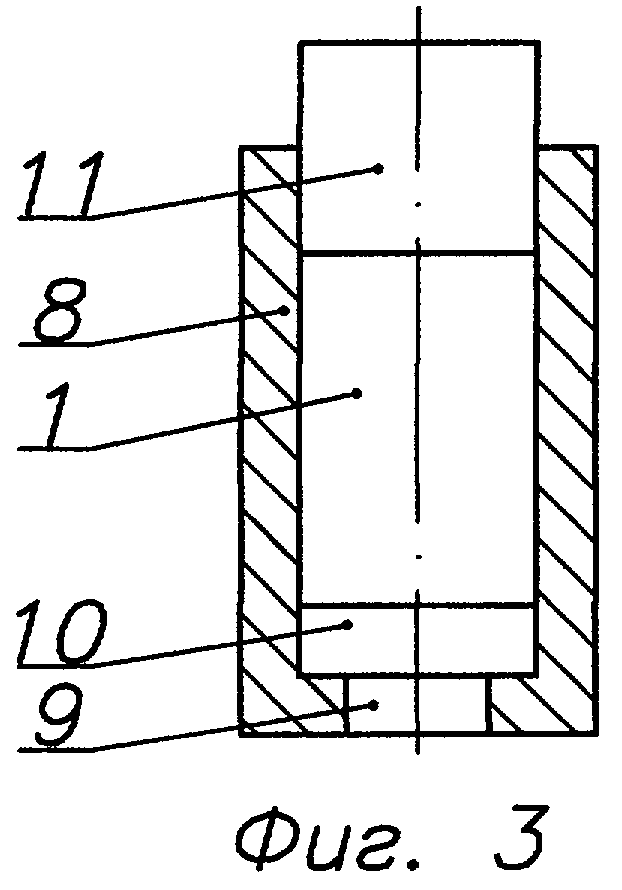
фиг.3 - заготовка в стакане после холодной осадки перед нагревом;
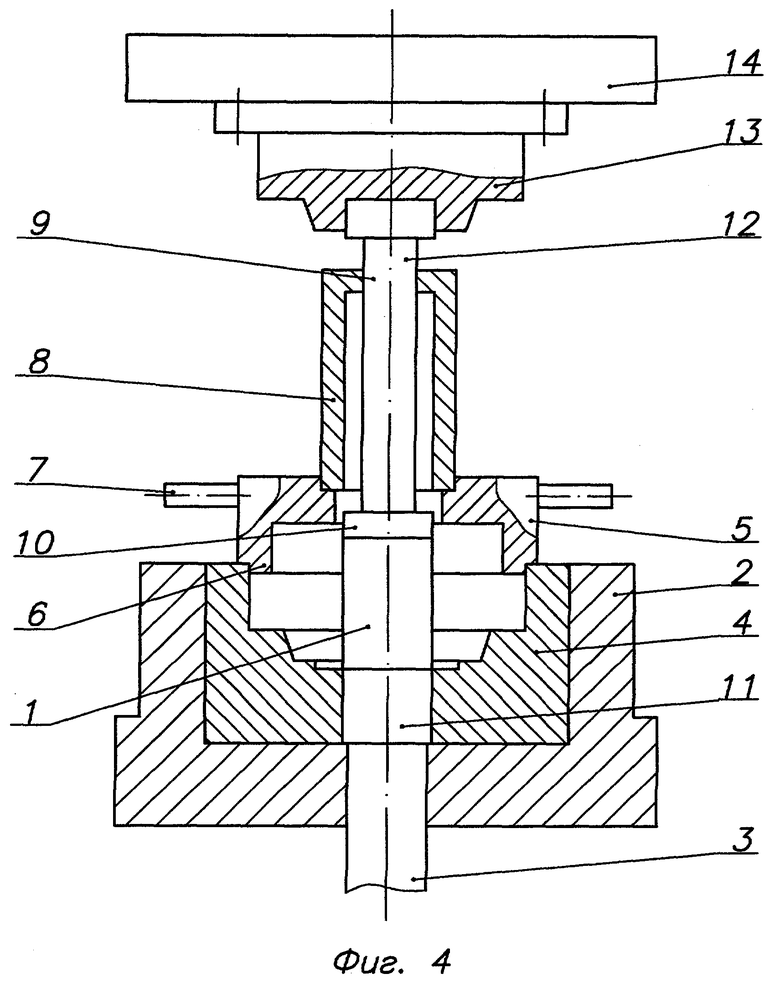
фиг.4 - перемещение заготовки из стакана в матрицу;
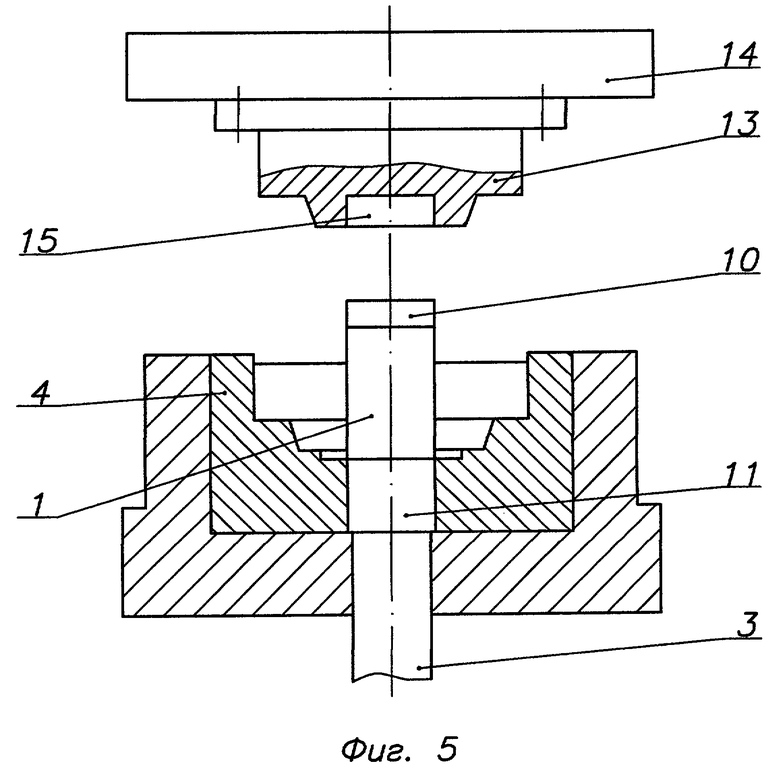
фиг.5 - заготовка в матрице перед деформированием;
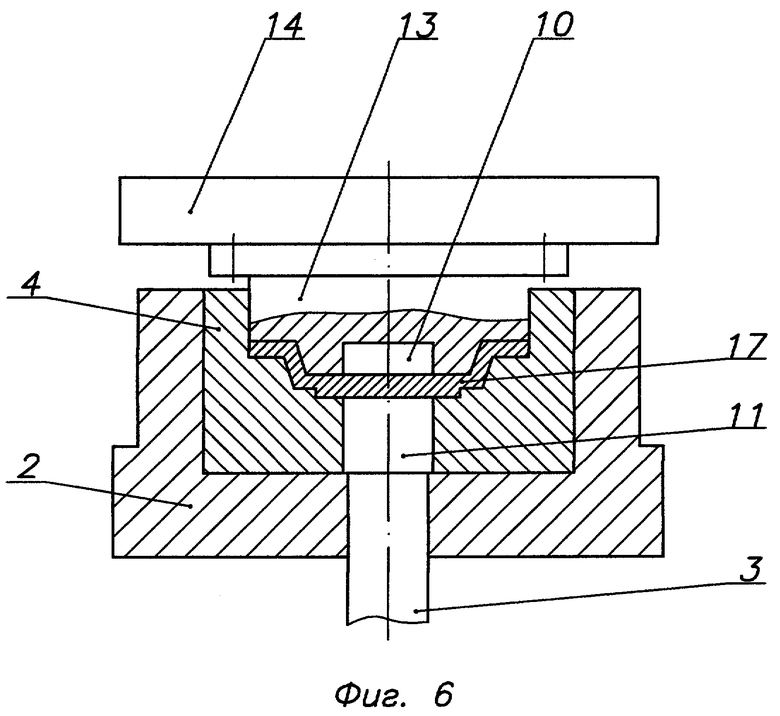
фиг.6 - окончание тиксоштамповки готового изделия.
Оборудование для тиксоштамповки готового изделия из цилиндрической заготовки 1 (см. фиг.1) содержит контейнер 2 с толкателем 3. В контейнер запрессована матрица 4. Устройство для подготовки цилиндрических заготовок к тиксоштамповке включает закрепленный на торце матрицы кольцевой упор 5 с центрирующим буртом 6 и рукоятками 7. На упоре установлен стакан 8 со сквозным осевым отверстием 9. В стакане размещены крышка 10, заготовка 1 (после холодной осадки и нагрева), а также плунжер 11. Соосно стакану над ним расположен выталкиватель 12. При этом пуансон 13 смонтирован на подвижной траверсе 14. В пуансоне и матрице выполнены расточки 15 и 16 по размерам (диаметр и высота) соответственно крышки и пуансона. Готовое изделие 17.
Сущность предложенного изобретения поясняется примером конкретного осуществления способа тиксоштамповки тормозного автомобильного диска из цилиндрической заготовки с глобулярной микроструктурой:
1. Размеры готового изделия: диаметр - 180 мм, высота - 25 мм.
2. Материал - алюминиевый сплав А/9.
3. Размеры заготовки: диаметр - 63 мм, высота - 83 мм.
4. Температура нагрева заготовки - 575°С.
5. Материал стакана, крышки и плунжера - титановый сплав.
6. Температура нагрева штампа - 450°С.
Заготовку 1 опускают в стакан 8 на крышку 10 и закрывают плунжером 11 (фиг.2). Выполняют холодную осадку заготовки до устранения зазора δ(фиг.3). Затем стакан с заготовкой переносят в электрическую печь и нагревают заготовку до твердожидкого состояния. На матрице 4 предварительно нагретого штампа размещают кольцевой упор 5 и устанавливают на него стакан 8 с нагретой заготовкой 1 и выталкивателем 12, расположенным в отверстии 9 (фиг.1). Поднимают толкатель 3 до соприкосновения с плунжером 11, а подвижную траверсу 14 опускают до взаимодействия пуансона 13 с выталкивателем 12. Синхронно опускают пуансон и толкатель, устанавливая заготовку в матрице. При этом плунжер 11 размещается в расточке 16 матрицы (фиг.4). Поднимают подвижную траверсу с пуансоном и удаляют из рабочей зоны кольцевой упор 5, стакан 8 и выталкиватель 12 - устройство подготовлено для деформирования (фиг.5). Опускают пуансон 13, размещая в его расточке 15 крышку 10, и деформируют заготовку 1. Поднимают траверсу с плунжером. Толкателем 3 удаляют готовое изделие 17 из матрицы 4, снимают с последнего крышку 10 и плунжер 11 (фиг.6). Процесс тиксоштамповки закончен.
Предложенный способ тиксоштамповки цилиндрических заготовок, при котором заготовку опускают в стакан, закрывают его и выполняют холодную осадку заготовки до устранения зазоров, затем заготовку в закрытом стакане нагревают, извлекают ее из стакана и устанавливают в матрицу, после чего деформируют пуансон, и устройство для тиксоштамповки цилиндрических заготовок, выполненное в виде стакана со сквозным осевым отверстием, на дне которого с внутренней стороны расположена крышка, а вверху установлен плунжер, при этом стакан снабжен выталкивателем, контактирующим через отверстие с крышкой, и кольцевым упором, взаимодействующим с торцем стакана и размещенным на матрице, кроме того на пуансоне и матрице выполнены расточки по размерам соответственно крышки и плунжера, позволяет повысить качество готового изделия:
- за счет исключения образования окисной пленки при нагреве заготовки, что обусловлено ее беззазорным размещением в закрытом стакане;
- путем сохранения температуры заготовки, так как ее транспортировка от нагревательной печи до матрицы штампа выполняется в закрытом стакане.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396142C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
Изобретения относятся к обработке давлением и могут быть использованы при производстве различных изделий из цилиндрических заготовок, преимущественно из алюминиевых сплавов. Подготовленную цилиндрическую заготовку деформируют в предварительно нагретом штампе, включающем пуансон и матрицу. Подготовку осуществляют путем беззазорного расположения заготовки в закрытом стакане, нагрева совместно с закрытым стаканом, извлечения из стакана и установки в матрицу штампа. Для беззазорного расположения в стакане заготовку устанавливают в стакан, который закрывают, после чего производят холодную осадку заготовки до устранения зазоров. Стакан имеет сквозное осевое отверстие. В стакане размещены плунжер и крышка, расположенная на дне стакана. Предусмотрены выталкиватель, который имеет возможность расположения в отверстии стакана в контакте с крышкой и взаимодействия с пуансоном, и кольцевой упор. Упор имеет возможность размещения на матрице и установки на него торца стакана. Пуансон и матрица выполнены с расточками, размеры которых соответствуют размерам крышки и плунжера. В результате обеспечивается повышение качества полученных изделий. 2 н.п. ф-лы, 6 ил.
1. Способ тиксоштамповки цилиндрических заготовок, включающий деформирование подготовленной цилиндрической заготовки в предварительно нагретом штампе, отличающийся тем, что деформирование осуществляют в штампе, включающем пуансон и матрицу, цилиндрической заготовки, подготовленной путем беззазорного расположения в закрытом стакане, нагрева совместно с закрытым стаканом, извлечения из стакана и установки в матрицу упомянутого предварительно нагретого штампа, при этом деформирование заготовки осуществляют пуансоном штампа после ее установки в матрицу, а беззазорное расположение заготовки в закрытом стакане обеспечивают путем установки заготовки в стакан, закрытия стакана и холодной осадки заготовки до устранения зазоров.
2. Устройство для подготовки цилиндрических заготовок к тиксоштамповке в штампе, включающем пуансон и матрицу, характеризующееся тем, что оно содержит стакан со сквозным осевым отверстием, размещенные в стакане плунжер и крышку, расположенную на дне стакана, выталкиватель, имеющий возможность расположения в сквозном осевом отверстии стакана в контакте с крышкой и взаимодействия с пуансоном штампа, и кольцевой упор, выполненный с возможностью размещения на матрице и установки на него торца стакана, при этом пуансон и матрица штампа выполнены с расточками, имеющими размеры, соответственно, крышки и плунжера.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТИПА ЧАСТИ КОЛЕСА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ДВИЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА, И КОЛЕСО | 2000 |
|
RU2248857C2 |
| АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ, ОБРАБОТАННЫЕ В ПОЛУТВЕРДОМ СОСТОЯНИИ | 1995 |
|
RU2119543C1 |
| Способ прессования тугоплавких металлов | 1980 |
|
SU863049A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |

