Изобретение относится к обработке металлов давлением, а именно к способам получения полых цилиндри- .. ческих изделий с внутренним фланцем.
Цель изобретения - повышение качества получаемых изделий за .счет создания в выдавливаемом фланце температурного поля, симметричного относительно его горизонтальной плос- - кости.
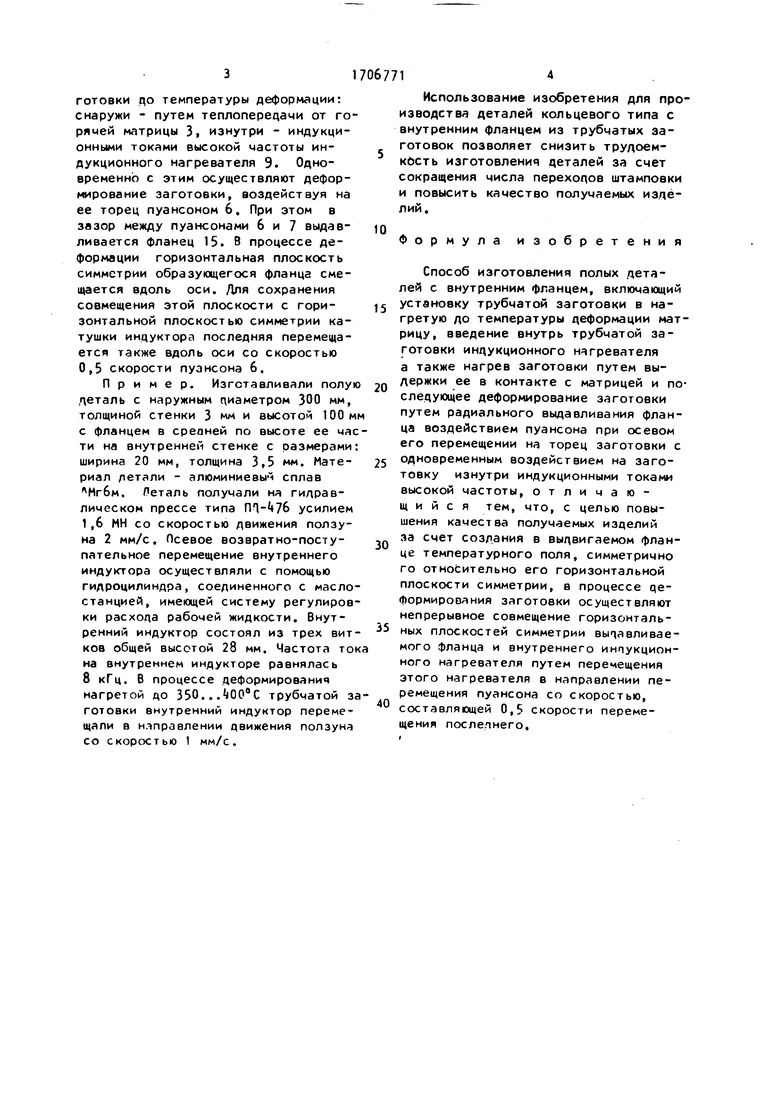
На чертеже представлено устройство для осуществления способа (справа - исходное положение заготовки в штампе, слева - конечное положение элементов штампа после леформации заготовки), осевое сечение.
Способ изготовления полых деталей с внутренним фланцем может быть осуществлен в устройстве, которое состоит из верхней подвижной 1 и . нижней неподвижной 2 плит, матрицы 3, нагревателя , теплоизолятооа 5, верхнего 6 и нижнего 7 кольцевых пу
ансонов, закрепленных на соответствующих плитах, выталкивателя 8 и индукционного нагревателя 9, смонтированного концентрично матрице 3 на базовой вставке 10 и установленного на штоке 11 нижнего привода (не показан). Наибольший диаметр индукционного нагревателя 9 меньше диаметра внутренних Поверхностей 12 и 13 кольцевых пуансонов 6 и 7.
Способ осуществляют следующим образом.
Трубчатую заготовку И устанав- - ливают в нагретую нагревателем k матрицу 3, с опорой на выталкиватель 8. Верхним кольцевым пуансоном 6 заготовку прижимают к выталкивателю 8 и внутрь ее вводят индукционный нагреватель, останавливая его в положении, при котором горизонтальные плоскости симметрии катушки и заготовки совмещаются. После этого осуществляют двухсторонний нагрев заО5
vj J
готовки до температуры деформации: снаружи - путем теплопередачи от горячей матрицы 3, изнутри - индукционными токами высокой частоты индукционного нагревателя 9. Одновременно с этим осуществляют деформирование заготовки, воздействуя на ее торец пуансоном 6. При этом в зазор между пуансонами 6 и 7 выдавливается фланец 15. В процессе деформации горизонтальная плоскость симметрии образующегося фланца смещается вдоль оси. Для сохранения совмещения этой плоскости с горизонтальной плоскостью симметрии катушки индуктора последняя перемещается также вдоль оси со скоростью 0,5 скорости пуансона 6.
Пример. Изготавливали полую деталь с наружным диаметром 300 мм, толщиной стенки 3 мм и высотой 100мм с фланцем в средней по высоте ее части на внутренней стенке с размерами: ширина 20 мм, толщина 3,5 мм. Материал летали - алюминиевым сплав Мг6м. деталь получали на гидравлическом прессе типа усилием 1,6 МН со скоростью движения ползуна 2 мм/с. Осевое возвратно-поступательное перемещение внутреннего индуктора осуществляли с помощью гидроцилиндра, соединенного с масло- станцией, имеющей систему регулировки расхода рабочей жидкости. Внутренний индуктор состоял из трех витков общей высотой 28 мм. Частота ток на внутреннем индукторе равнялась 8 кГц. В процессе деформирования нагретой до 350...00вС трубчатой заготовки внутренний индуктор перемещали в направлении движения ползуна со скоростью 1 мм/с.
5
0
5
0
5
0
Использование изобретения для производства деталей кольцевого типа с внутренним фланцем из трубчатых заготовок позволяет снизить трудоемкость изготовления деталей за счет сокращения числа переходов штамповки и повысить качество получаемых изделий.
Формула изобретения
Способ изготовления полых деталей с внутренним фланцем, включающий установку трубчатой заготовки в нагретую до температуры деформации матрицу, введение внутрь трубчатой заготовки индукционного нагревателя а также нагрев заготовки путем выдержки ее в контакте с матрицей и последующее деформирование заготовки путем радиального выдавливания фланца воздействием пуансона при осевом его перемещении на торец заготовки с одновременным воздействием на заготовку изнутри индукционными токами высокой частоты, отличающийся тем, что, с целью повышения качества получаемых изделий за счет создания в выдвигаемом фланце температурного поля, симметрично го относительно его горизонтальной плоскости симметрии, в процессе деформирования заготовки осуществляют непрерывное совмещение горизонтальных плоскостей симметрии вычавливае- мого фланца и внутреннего инпукцион- ного нагревателя путем перемещения этого нагревателя в направлении перемещения пуансона со скоростью, составляющей 0,5 скорости перемещения последнего.
jvfc
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
Изобретение относится к обработке металлов давлением, а именно к способам получения полых деталей с внутренним флэнцем. Цель изобретения - Повышение качества получаемых изделий. Трубчатую заготовку устанавливают в нагретую матрицу, прижимают кольцевым пуансоном, вводят внутрь индуктор высокой частоты и дополнительно подогревают ее изнутри. При этом осуществляют деформирование заготовки, а внутренний индуктор перемещают в направлении движения ползуна пресса со скоростью 0,5 от скорости ползуна. 1 ил.
Томатель пресса
w
SSSSS5 ;
11 Ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ( СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЧЕТА- ЛЕЙ С ВНУТРЕННИМ ФЛАНЦЕМ | |||
