виде индуктора с центральным магнитр- проводом, наружный диаметр которого не превышает диаметра упомянутой полости. Для удаления готового изделия из рабочей зоны в штампе предусмотрен выталкиватель 10, связанный с толкателем пресса 11. Базовая вставка 8 дополнительного нагревателя 9 установлена на штоке 12 привода возвратно-поступательного перемещения. На внутренних поверхностях пуансонов б и 7 со стороны их рабочих торцев выполнены равномерно расположенные по окружности радиальные пазы, ширина которых В не превышает глубины проникновения электромагнитного поля в материал пуансонов, а глубина плавно изменяется в осевом направлении до максимального значения и определяется из расчетной зависимости. Пазы размещены с рассчитываемым по формуле угловым шагом и выполнены разновысокими. Высота дополнительного нагревателя 9 - Ндн соответствует удвоенной высоте пазов. 1 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
| Штамп для вытяжки полых деталей | 1990 |
|
SU1784354A1 |
Использование: в машино-, приборо- и авиастроении при производстве деталей с внутренним фланцем, преимущественно из трубчатых заготовок с внутренним диаметром больше 100 мм, Сущность изобретения: устройство содержит подвижную 1 и неподвижную 2 плиты, матрицу 3, охватывающий ее нагреватель 4, теплоизолятор 5, закрепленные соосно на соответствующих плитах кольцевые пуансоны 6 и 7, а также смонтированный на базовой вставке 8 и установленный в полости пуансонов концентрично матрице 3 дополнительный нагреватель 9 в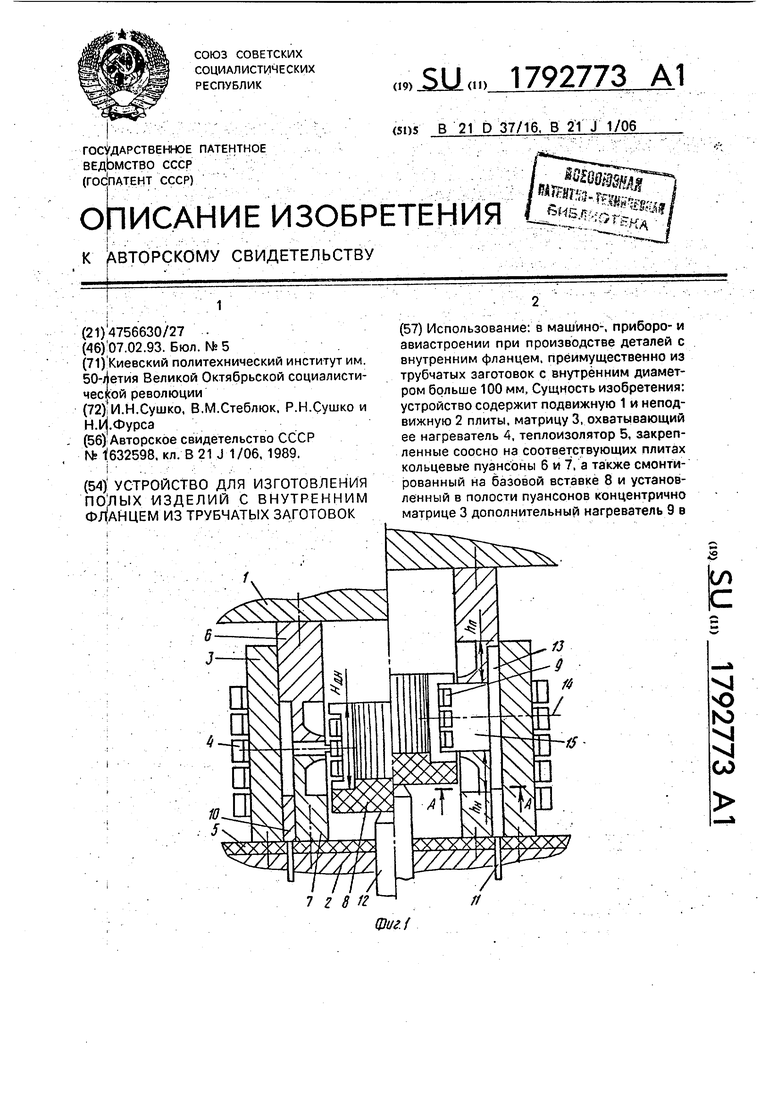
Изобретение относится к обработке металлов давлением, в частности к устройствам для штамповки деталей из трубчатых заготовок с нагревом очага деформации, и может быть использовано в машино-, при- боро- и авиастроении при производстве деталей с внутренним фланцем, преимущественно из трубчатых заготовок с внутренним диаметром больше 100 мм.
Известно устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок, содержащее- подвижную и неподвижную плиты, матрицу, охватывающий ее нагреватель, теплоизолятор, а также закрепленные соосно на соответствующих плитах два кольцевых пуансона.
Недостатком этого устройства является невозможность получения изделий с тонким широким фланцем из-за интенсивного теплоотвода от поверхности заготовки посредством теплопередачи пуансонам, который ведет к отклонению от оптимального температурного режима деформирования, и, как следствие, к снижению пластичности металла заготовки в очаге деформации, что, в свою очередь является причиной невозможности достижения больших степеней формоизменения за одну операцию.
Наиболее близким техническим решением к изобретению является устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок, содержащее подвижную и неподвижную плиты, матрицу, охватывающий ее нагреватель, теплоизолятор, закрепленные соосно на соответствующих плитах два кольцевых пуансона, а также смонтированный на базовой вставке и установленный в полости пуансонов концёнтрично матрице дополнительный нагреватель, выполненный в виде индуктора с центральным магнитопроводом, наружный диаметр которого не превышает диаметра упомянутой полости (авт.св. № 1632598, кл. В 21J 1/06. 1989). Недостатками этого устройства являются повышенный расход электроэнергии, обусловленный интенсивным нагревом пуансонов дополнительным нагревателем в процессе деформирования заготовки, а также пониженное качество изделий, обусловленное неравномерностью течения металла заготовки в очаге деформации, вызванной неравномерным в продольном сечении фланца температурным полем, создаваемым торцевыми рабочими поверхностями
пуансонов. Следует отметить, что интенсивность нагрева рабочих торцевых поверхностей пуансонов снижается в направлении от внутренних поверхностей пуансонов к их наружным поверхностям.
Цель изобретения - снижение энергозатрат и повышение качества деталей за счет оптимизации процесса нагрева заготовки.
Поставленная цель достигается тем,
что в устройстве для изготовления полых изделий с внутренним фланцем из трубчатых заготовок, содержащем подвижную и неподвижную плиты, матрицу, охватывающий ее нагреватель, теплоизолятор, закрепленные соосно на соответствующих плитах два кольцевых пуансона, а также смонтированный на базовой вставке и установленный в полости пуансонов концёнтрично матрице дополнительный нагреватель в виде индуктора с центральным магнитопроводом, наружный диаметр которого не превышает диаметра упомянутой полости, на внутренних поверхностях пуансонов со стороны их рабочих торцев выполнены равномерно расположенные по окружности радиальные пазы, при этом ширина упомянутых пазов не превышает глу- биньА проникновения электромагнитного поля| в материал пуансонов, их глубина плавко изменяется в осевом направлении до максимального значения, определяемо- го из| соотношения
11МЭКС Sn - Кр Д,
где чакс - максимальная глубина паза. :
:3П-толщина пуансона; А - глубина проникновения электромагнитного поля в материал пуансонов;
Кр - коэффициент пропорциональности, определяющий степень прозрачности nyah сона для электромагнитных волн в ра- диа; ьном направлении, величина которого мен.ше 1,0(КР 1,0); а размещены пазы с угловым шагом, определимым из соотношения .
1- - 2 arcsin В + V Д-у.
,4. . .2 ( Г +(макс )
где fe - ширина паза;
Ъиакс максимальная глубина паза;
г- радиус внутренних поверхностей пуансонов;
Д - глубина проникновения электромагнитного поля в материал пуансонов;
;КТ- коэффициент пропорциональности, определяющий степень прозрачности пуансон для электромагнитных волн в танген- циа льном направлении, величина которого
13 Л
у)ь
мейьше2,0(.0).
ны го
Вместе с тем, радиальные пазы выполне- эавновысокими, а высота дополнительно
нагревателя соответствует удвоенной высоте упомянутых пазов.
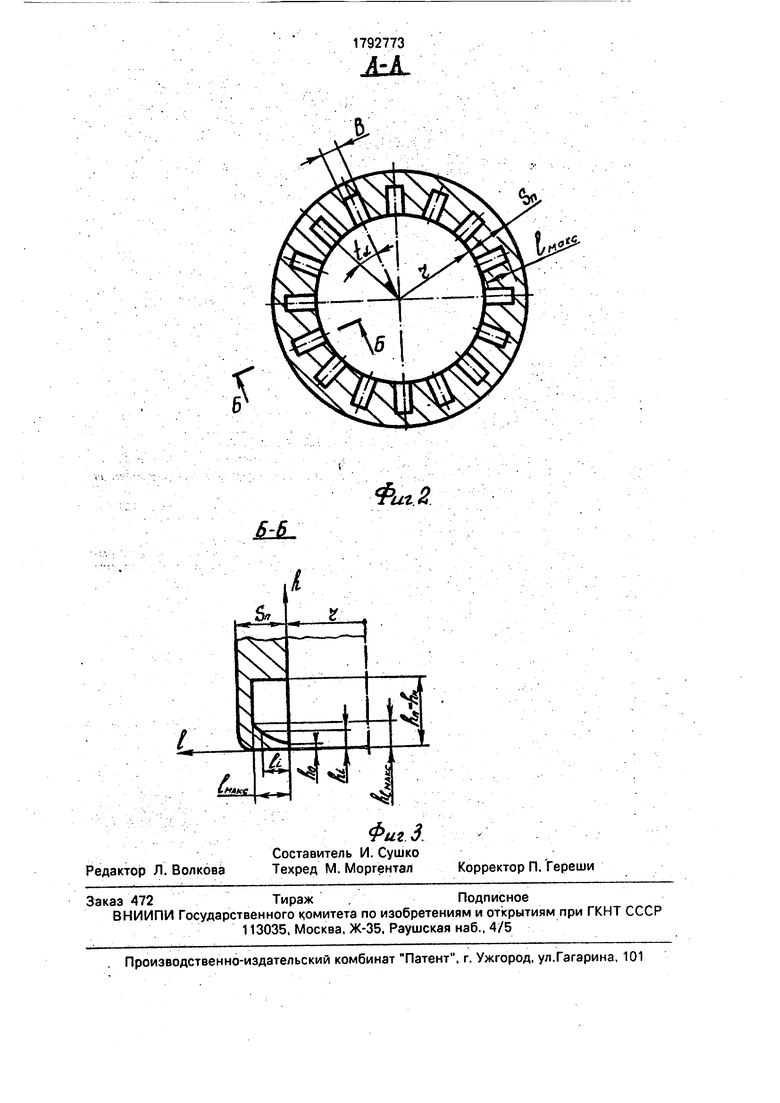
На фиг. 1 изображено предлагаемое ус- тро йство, общий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Ј на фиг. 2.
Устройство содержит подвижную 1 и не- подвижную 2 плиты, матрицу 3, охватывающий ее нагреватель 4, теллоизолятор 5, закрепленные на соответствующих плитах солено матрице 3 кольцевые пуансоны 6 и 7, а также смонтированный на базовой вставке 8 и установленный в полости пуан- cotjiOB б, 7 концентрично матрице 3 допол- ни{ельный нагреватель 9 в виде индуктора с центральным магнитопроводом, наружный диаметр которого не превышает диаметра упомянутой полости. Для удаления готового изделия из рабочей зоны в штампе предусмотрен выталкиватель 10, связанный с толкателем пресса 11. Базовая вставка 8 дополнительного нагревателя 9 установле
на на штоке 12 привода возвратно-поступательного перемещения (привод не показан). На внутренних поверхностях пуансонов 6,7 со стороны их рабочих горцев выполнены равномерно расположенные по окружности радиальные пазы, ширина которых В не превышает глубины проникновения электромагнитного поля в материал пуансонов, а глубина плавно изменяется в осевом направлении до максимального значения, определяемого из соотношения
макс Sn Кр Д где макс - максимальная глубина паза;
Sn - толщина пуансона;
Д- глубина проникновения электромагнитного поля в материал пуансонов;
Кр- коэффициент пропорциональности, определяющий степень прозрачности пуансона для электромагнитных волн в радиальном направлении, величина которого меньше 1,0 (Кр 1,0);
при этом пазы размещены с угловым шагом, определяемым из соотношения
25
, В + Кт Д t 2 arcsin-г-. м--г-.
ч2 ( Г + макс )
0
5
0
5
0
5
где В - ширина паза;
Ыакс - максимальная глубина паза;
г- радиус внутренних поверхностей пуансонов;
Д-глубина проникновения электромагнитного поля в материал пуансонов;
Кт - коэффициент пропорциональности, определяющий степень прозрачности пуансона для электромагнитных волн в тангенциальном направлении, величина которого меньше 2,0 (Кт 2,0).
Упомянутые радиальные пазы выполнены равновысокими
hn пн,
hn - высота пазов на подвижном пуансоне 6;
hH - высота пазов на неподвижном пуансоне 7.
Высота дополнительного нагревателя 9 (Ндн) соответствует удвоенной высоте этих пазов: Ндн пп + Нн.
Устройство работает следующим образом.
Трубчатую заготовку 13 устанавливают в нагретую до температуры деформации нагревателем 4 матрицу 3 на выталкиватель 10 и прижимают ее к последнему пуансоном 6 путем перемещения вниз плиты 1. Затем посредством штока 12 привода осевого перемещения устанавливают дополнительный нагреватель 9 в положении, при котором его горизонтальная плоскость
симметрии 14 совпадает с плоскостью симметрии формообразующей полости образованной-рабочими торцами пуансонов 6 и 7, после чего осуществляют нагрев заготовки 13дотемпературы деформации с двух сторон: снаружи путем теплопередачи от горячей матрицы 3, и изнутри - индукционными токами высокой частоты (ТВЧ), создаваемыми магнитным полем дополнительного нагревателя 9. По окончании нагрева заготовки, перемещая вниз плиту 1, осуществляют ее деформирование путем радиального выдавливания фланца с одновременным подогревом изнутри ТВЧ. При этом, перемещая дополнительный нагреватель 9 в направлении перемещения плиты 1, производят совмещение горизонтальной плоскости симметрии 14 дополнительного нагревателя 9 с плоскостью симметрии формирующегося фланца.
Благодаря наличию на внутренних поверхностях пуансонов б и 7 радиальных пазов вихревые индукционные токи, создаваемые магнитным полем нагревателя 9, не-заходят в образованные на указанных поверхностях (в результате выполнения пазов) выступы, что обусловливает уменьшение тепла, выделяющегося на внутренних поверхностях пуансонов, и, следовательно, снижение энергозатрат. Благодаря плавному увеличению глубины упомянутых пазов, в радиальном направлении прилегающих к рабочим торцам пуансонов 6, 7 зон, нагреваемых нагревателем 9, выравнивается температурное поле.
В качестве примера конкретного применения может служить устройство для изготовления полых деталей с наружным диаметром 300 мм, толщиной стенки 3 мм, высотой 100 мм, имеющих в средней части фланец шириной 20 мм и толщиной 4 мм. Штамп содержит дополнительный нагреватель в виде трехвиткового цилиндрического индуктора с С-образным магнитопроводом высотой НдН 40 мм (ширина паза составляет 28 мм, а ширина башмака - 6 мм). Частота питающего индуктор тока равна 8 кГц. Следует учесть, что для заготовок с внутренним диаметром больше 100 мм для нагрева изнутри применяют частоты 2,5...8 кНц, реже 10 кГц (при этом глубина проникновения электромагнитного поля Л в сталь составляет 5... 10 мм). Для частоты 8 кГц горячая глубина проникновения Дв материал пуансонов, выполненных из сплава ЖСб-К, равна 6,7 мм. Толщина пуансонов Sn 22 мм, радиус внутренних поверхностей г 125 мм. На внутренних поверхностях пуансонов со стороны их рабочих торцев выполнены равномерно расположенные по окружности радиальные пазы, ширина которых В 3,0 мм, а глубина плавно изменяется в осевом направлении (к недеформирующим торцам пу- ансонов) до максимального значения макс 5П - Кр А 22 - 0,,7 17 мм. Высоты участков, на которых выполнены пазы, равны:
hn пн Ндн/2 40/2 20 (мм). Пазы размещены с угловым шагом t, , равным:
„ , В + Кт Д 1« 2аГС5 П 2.(r-fUc)
-2nrr ln С 3 +( 1.7 ...1,95V 6.7) 2 аГСЗ|П 2-0.25 + 17)
t 5,8...6,4 (град.). Принимаем t 6°. Количество пазов равно 60°. Характер изменения глубины упомянутых пазов описывается степенной функцией вида:
. Сб.(|-Ь,)1/2,
где А- коэффициент теплопроводности материала пуансона;
а-коэффициент теплоотдачи; hi - текущая высота пуансона; Сб. значение аргумента функции Бесселя, описывающей распространение электромагнитных волн в цилиндрическихтелах, определяемое из соотношения
Тд/Тнп 1о(Сб),
где Тд - температура рабочего торца пуан- сона на уровне внутренней поверхности пуансона, равная температуре деформации;
Тип - температура рабочего торца пуансона на уровне наружной поверхности пуан- сона;
0 - символ бесселевой функции нулевого порядка первого рода.
В предположении, что Тд/Тнп 1.1 Y, значение аргумента функции Бесселя Y 10(Х), где X Сб, т.е. 1,1 (Сб). составляет величину, равную Сб 0,6.
. С учетом того, что для сплава ЖС6-К А 25 Вт/(м-К), а а 100...300 ВтДм2К), имеем.
50
8 Сб ( hi )1/2 0,6S25/(100...300)hi)1/2, fi (9,5...5.5)hi1/2.
Принимаем fi 7 hi1 2,
Текущая высота пуансона принимает значения от hi h0 до hi гимакс, где п0 - начальная (нулевая) высота пуансона, выбираемая из условия прочности на срез; h0 3...5 мм, принимаем h0 3,5 мм; Ьмакс высота, соответствующая максимальной глубине паза.
По сравнению с известным предла- rajewoe устройство позволяет снизить энергозатраты и повысить качество изготавливаемых изделий за счет снижеФормула изобретения
(макс Sn Кр А,
ния интенсивности нагрева кольцевых пуансонов и выравнивания температурного поля вдоль рабочих торцев последних.
где ыакс - максимальная глубина паза;
Sn - толщина пуансона;
А- глубина проникновения электромагнитного поля в материал пуансона;
Кр - коэффициент пропорциональности, определяющий степень.прозрачности пуансона в радиальном направлении, величина которого меньше 1.0 (Кр 1,0). а размещены пазы с угловым шагом, определяемым из следующего соотношения:
t, .2 arcsln
Оч
В + Кт А
2 ( Г + макс )
где В - ширина паза;
макс - максимальная глубина паза;
г - радиус внутренних поверхностей пуансонов;
А- глубина проникновения электромагнитного поля в материал пуансонов;
Кт - коэффициент пропорциональности, определяющий степень прозрачности пуансонов для электромагнитных волн в тангенциальном направлении, величина которого меньше2.0(.0).
1792773
JbA,
| Запор борта транспортного средства | 1977 |
|
SU632598A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I.....- ; | |||
