нид равномерности прогрева деформируемого участка. В процессе штамповки осуществляют двухсторонний нагрев заготовки 17 ло температуры деформа- ции. Снаружи нагрев осуществляют путем теплопередачи от горячей матрицы 3, изнутри - индукционными токами высокой частоты (ТВЧ) дополнительного нагревателя 10. В процессе деформирования дополнительный нагреватель 10 перемещается в направлении перемещения подвижного пуансона 6. При этом ось его симметрии, совпадающая с максимумом поверхностной плотности ТВ1-, совмещена с осью симметрии формообрэзуюцей полости 19, которая проходит через центр очага деформации и ось симметрии выдавливаемого Фланца. Это совмещение возможно благодаря одинаковой жесткости пружин 13 и 16. Устройство позволяет увеличить коэффициент использования металла и снизить трудоемкость изготовления деталей за счет сокращения количества переходов штамповки и доводочных операций. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1990 |
|
SU1763076A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
Изобретение относится к области обработки металлов давлением, в частности к штамповке деталей из трубчатых заготовок, и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей переменного сечения.
Цель изобретения - снижение энергозатрат и повышение качества изделий за счет обеспечения равномерности прогрева деформируемого участка.
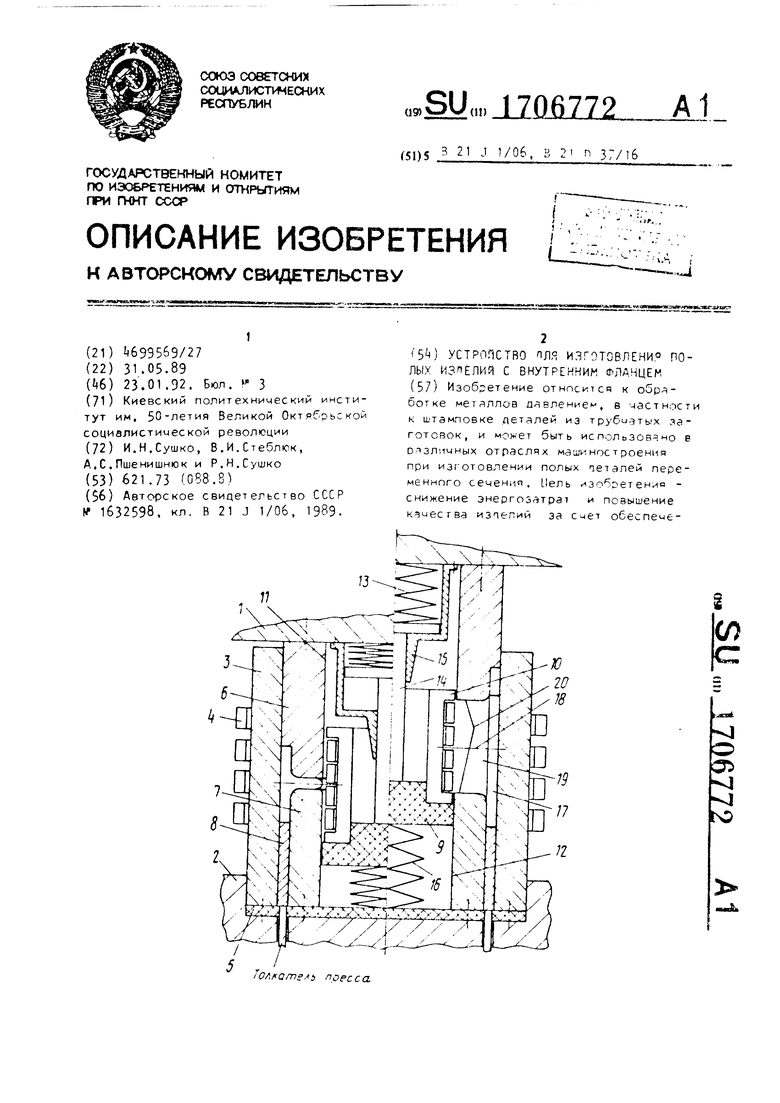
На чертеже изображено устройство, (справа - начало штамповки, слева - ее окончание).
Устройство содержит подвижную 1 и неподвижную 2 плиты, матрицу 3, нагреватель 4, теплоизолятор 5, закрепленные на соответствующих плитах подвижный 6 и неподвижный 7 кольцевые пуансоны, выталкиватель 8 , смонтированный на базовой вставке 9 и установленный соосно пуансонам 6 и 7 дополнительный нагреватель 10, выполненный в виде индуктора с маг- нитопроводом, охватывающим спираль последнего со стороны ее внутренней поверхности, наружным яиаметр которого не превышает пиаметра поверхности 11 и 12 полостей кольцевых пуансонов 6 и 7. дополнительный нагреватель 10 установлен с возможностью осевого смещения. Узел его смещения выполнен в виде подпружиненного пружиной 13 толкателя 1k, связанного с верхней плитой 1 и установленного в направляющей втулке 15 соосно пуансонам 6 и 7 с возможностью осевого перемещения и опирающегося на базовую вставку 9 дополнительного нагревателя 10, и пружины 16, установленной концентрич0
5
но пружине 13 толкателя И и под- Q пружинивающей базовую вставку 9 дополнительного нагревателя 10 на неподвижной плите 2.
Соотношение жесткостей пружин 13 и 16 составляет величину, равную 1,9. 5Устройство работает следующим образом.
Трубчатую заготовку 17 устанавливают в нагретую до температуры деформации нагревателем матрицу 3 на выталкиватель 8 и прижимают ее к выталкивателю 8 подвижным пуансоном 6 путем-перемещения вниз подвижной плиты 1. В момент окончания фиксации заготовки 1 в устройстве толкатель 1 узла смещения дополнительного нагревателя 10 соприкасается с базовой вставкой 9, при этом тополнительныЯ нагреватель 10 находится в положении, при котором ось его симметрии совмещена с осью 18 симметрии Формообра- зуюцей полости 19, образованном рабочими торцовыми поверхностями 20 кольцевых пуансонов 6 и 7 и рабочей поверхностью матрицы 3. атем осу- ,, ществляют двухсторонний нагрев заготовки 17 до температуры цеформации: снаружи - путем теплопередачи от горячей матрицы 3, а изнутри - индукционными токами высокой частоты (T8U) создаваемыми магнитным полем дополнительного нагревателя 10. По окончании нагрева заготовки осуществляют ее деформирование путем радиального выдавливания фланца воздействием пуансона 6 на торец заготовки 17 с од повременным подогревом ее изнутри ТВЧ. В процессе деформирования заготовки дополнительный нагреватель 10 под воздействием на базовую вставку
0
0
5
9 толкателя 1 перемещается, в направлении перемещения пуансона 6 таким образом, мто ось симметрии, совпадающая с максимумов поверхностной плотности ТЗЧ, постоянно совмещена с осью симметрии Формообразую- щей полости 13, совпадающей с осью, проходящей через центр очага деформации, и с осью симметрии вылавливаемого Фланца. Такое совмещение возможно благоааро разной деформации пружин 13 и 16. По окончании дефор- мирования подвижная плита 1 возвращается в исходное положение. Изделие удаляют из матрицы при помощи выталкивателя 8. Пополнительный нагреватель 10 под действием пружины 16 также устанавливается в пехотное положение .
Формула изобретения Устройство для изготовления полых изделий с внутренним фланцем, содержащее подвижную и неподвижную пли ты, матрицу, охватывающий ее нагре
10
15
20
25
ватель, теплоизоля ор, закрепленные соосно на соответствующих плитах два кольцевьх пуансона, а также смонти- . рованный на базовой вставке и установление - в полости пуансгнов кон- центрично матрице дополнительный нагреватель в виде индуктора с цент- рвль - ым ма гнит РОБО-,СМ , наружны диаметр которого не превышает диаметра упомянутой полости, отличающееся тем, что, с целью снижения энергозатрат и повышения качества изаелий за счет обеспечения равномерности прогрева ле ормируе- мого участка, оно снабжено узлом смещения дополнительного нагревателя, выполненного в виде центрального толкателя, закрепленного одним торцом на лоовижмой плите с помощью пружины и опирающегося другим торцом на базовую вставку, установленную на неполвижной плите с возможностью осевого смещения посредством пружины, при этом жесткости упомянутых пружин равны.
