Изобретение относится к обработке металлов давлением, а именно к способам обратного выталкивания изделий с одновременной прошивкой дна заготовки.
Целью изобретения является повышение качества изделий за счет исключения образования внутренней поверхности изделия рисок и задиров.
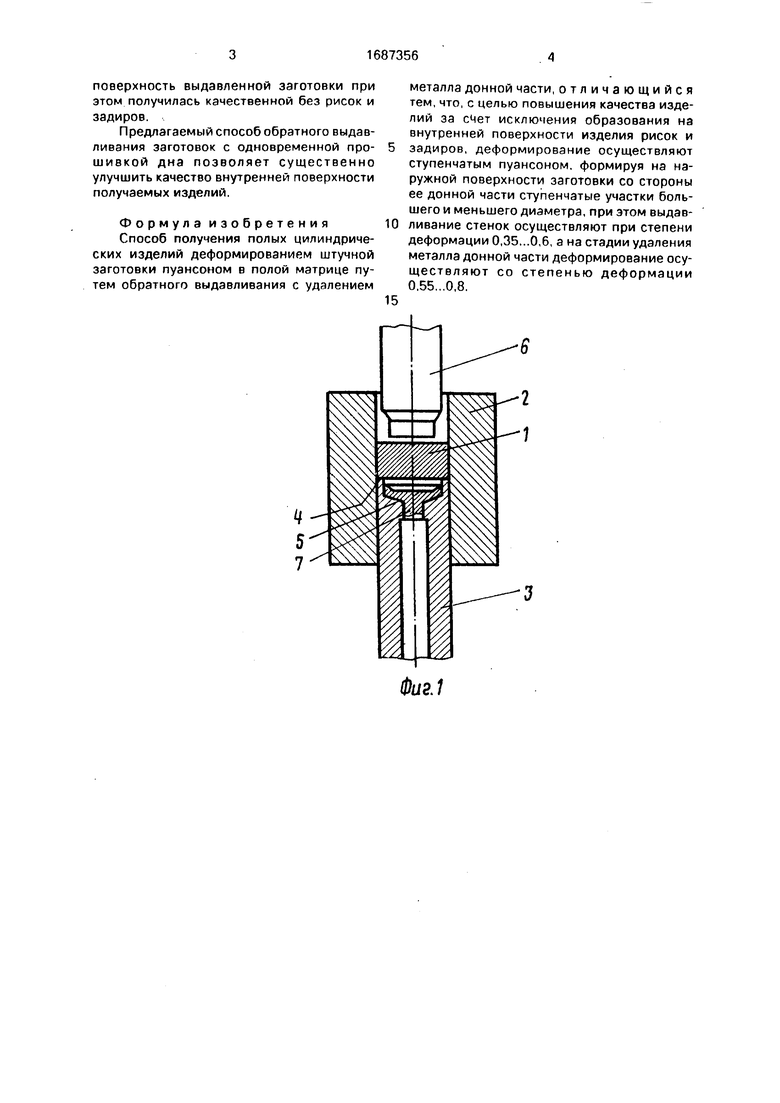
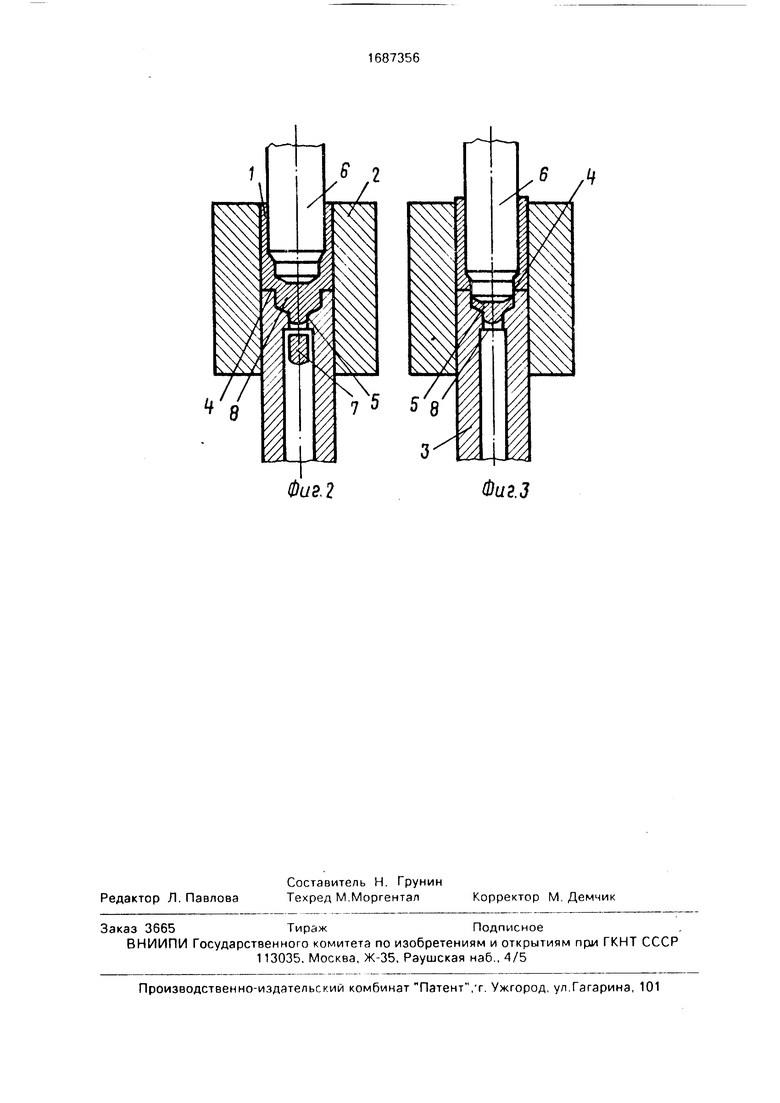
На фиг. 1 показана схема способа обратного выдавливания,исходное положение заготовки и пуансона; на фиг. 2 - схема способа обратного выдавливания, конечное положение пуансона при выдавливании сте- мок стакана; на фиг. 3 - стадия прошивки дна стакана, совмещенная с прямым выдавливанием металла от предыдущей заготовки.
Способ обратного гыдавливания с одновременной прошивкой дна заготовки осуществляют следующим образом.
Заготовка 1 устанавливается в матрицу 2 (фиг. 1) на выталкиватель 3, имеющий два отверстия 4 и 5. Диаметр отверстия 4 равен диаметру пуансона, а диаметр отверстия 5
выбирается с учетом того, чтобы степень деформации при прямом выдавливании металла была на 0,2...0,25 больше, чем при обратном выдавливании стенок стакана.
При деформировании .ступенчатый пуансон 6 внедряется в заготовку 1 и металл течет в зазор между пуансоном 6 и матрицей 2. При этом одновременно металл затекает в отверстие 4 выталкивателя 3 и давит на выдавленный металл 7 прошитого дна предыдущего изделия. После того как толщина дна и стенок выравнится, начинается прошивка дна. Пуансон 6 продолжает переме щение вниз, и металл 8 (фиг 2) находящийся под пуансоном 6, давит на ме талл 7 и выдавливает его принудительно через отверстие 5. Металл 8 заполняет объем отверстий 4 и 5 выталкивателя 3
Пример. Выдавливалась зчготовка из стали 08КП. Степень деформации при обратном выдавливании стенок равна 0 47 Степень деформации при принудительном выдавливании дна равна 071 Внутренняя
СО
о
00
VJ
CJ
ел о
поверхность выдавленной заготовки при этом получилась качественной без рисок и задиров.
Предлагаемый способ обратного выдавливания заготовок с одновременной прошивкой дна позволяет существенно улучшить качество внутренней поверхности получаемых изделий.
Формула изобретения Способ получения полых цилиндрических изделий деформированием штучной заготовки пуансоном в полой матрице путем обратного выдавливания с удалением
0
5
металла донной части, отличающийся тем, что, с целью повышения качества изделий за счет исключения образования на внутренней поверхности изделия рисок и задиров, деформирование осуществляют ступенчатым пуансоном, формируя на наружной поверхности заготовки со стороны ее донной части ступенчатые участки большего и меньшего диаметра, при этом выдавливание стенок осуществляют при степени деформации 0,35...0,6, а на стадии удаления металла донной части деформирование осуществляют со степенью деформации 0.55...0,8.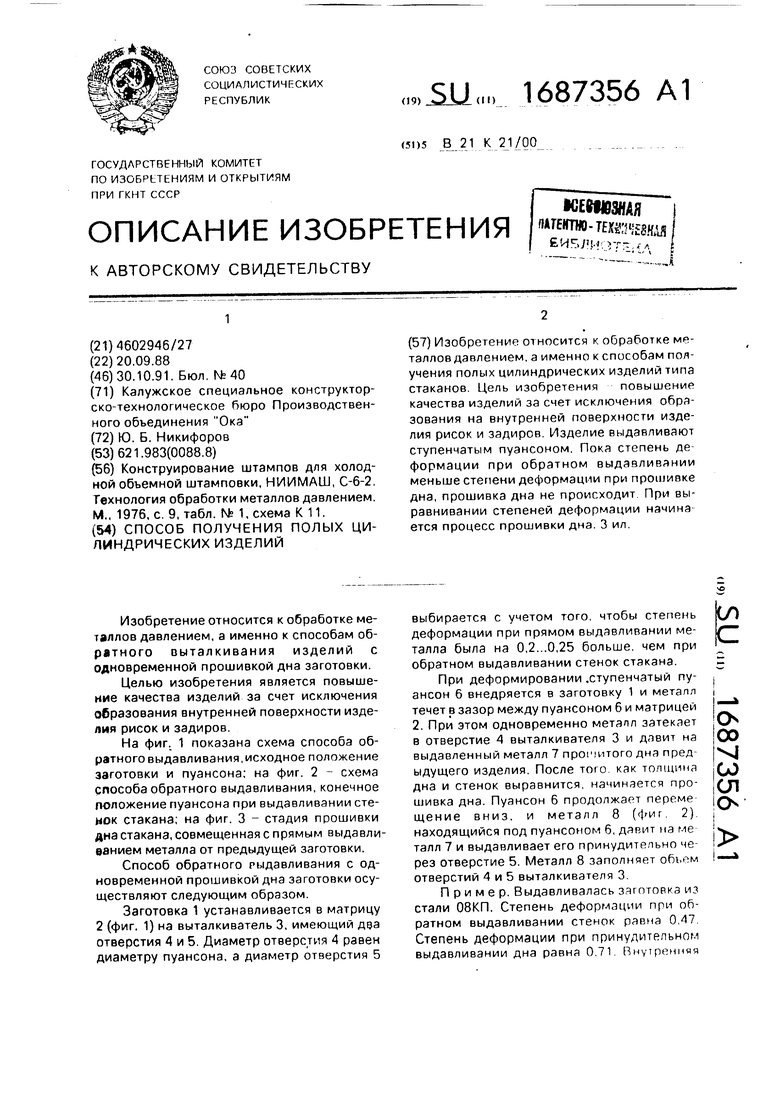
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| Способ получения полых изделий с фланцем | 1982 |
|
SU1038054A2 |
| Способ изготовления полых изделий коробчатой формы с разновысокими стенками | 1990 |
|
SU1731383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ЗОННЫМ ВЫДАВЛИВАНИЕМ | 2010 |
|
RU2493929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
Изобретение относится к обработке металлов давлением, а именно к способам получения полых цилиндрических изделий типа стаканов. Цель изобретения повышение качества изделий за счет исключения образования на внутренней поверхности изделия рисок и задиров. Изделие выдавливают ступенчатым пуансоном. Пока степень деформации при обратном выдавливании меньше степени деформации при прошивке дна, прошивка дна не происходит При выравнивании степеней деформации начинается процесс прошивки дна. 3 ил.
Фиг.1
0U8.2
Фиг.З
| Конструирование штампов для холодной объемной штамповки, НИИМАШ, С-6-2 | |||
| Технология обработки металлов давлением | |||
| М. | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
