Изобретение относится к обработке металлов давлением, в частности к технологии изготовления изделий коробчатой формы штамповкой выдавливанием.
Известен способ изготовления указанных изделий выдавливанием из прямоугольной заготовки. Выдавленные по этому способу коробки обычно имеют неравномерные по высоте стенки, что обусловлено различным сопротивлением течению металла на прямолинейных участках и в угловых элементах. Это вызывает необходимость назначения увеличенного припуска на высоту стенок. При этом для изготовления разновысоких коробчатых изделий необходимо выдавить деталь со стенками, превышающими по высоте размер наибольшей стенки, а меньшую получать обрезкой до требуемого размера, что сопровождается существенными отходами металла.
Известен также способ выдавливания, позволяющий уменьшить неравномерность стенок по высоте и изготавливать коробки с разновысокими стенками за счет приложения на соответствующих участках активных и дополнительных сил трения.
1
100
со
00
;СО
Недостатком данного способа является то, что он дает незначительный эффект по изменению соотношения высот стенок коробчатого изделия, не превышающий 5- 10%. Таким образом, данным способом невозможно изготавливать коробчатые изделия, стенки которых по высоте различаются более чем на 10%, например, детали типа экранов с так называемыми крепежными клеммами.
Известные способы обладают существенным недостатком, заключающимся в резком росте усилия деформирования при уменьшении толщины донной части, что делает их практически непригодными для изготовления коробчатых изделий с тонким дном.
Цель изобретения - расширение номенклатуры изготавливаемых изделий и повышение их качества.
Указанная цель достигается тем, что согласно способу, включающему изготовление коробчатых изделий выдавливанием, в процессе выдавливания температуру выталкивателя и тех стенок матрицы, в контакте с которыми оформляются более высокие стенки изделия, поддерживают на уровне температуры горячей деформации материала заготовки, а пуансон и остальные стенки матрицы поддерживают в холодном состоянии, обеспечивая во время выдавливания нагрев до температуры горячей деформации приконтактных слоев заготовки от выталкивателя и горячих стенок матрицы.
Благодаря такому дифференцированному нагреву, в заданных участках заготовки повышается пластичность металла и облегчается его течение в зазор между пуансоном и матрицей.
Кроме того, обеспечивается изготовление коробчатых изделий со стенками, отличающимися по высоте более чем на 10%, снижается усилие деформирования при уменьшении толщины донной части и, таким образом, изготавливаются коробки с достаточно тонким дном (3-5 мм); используются помимо прямоугольной многоугольные формы заготовок и поперечных сечений матрицы (с прямо- и криволинейными образующими стенок).
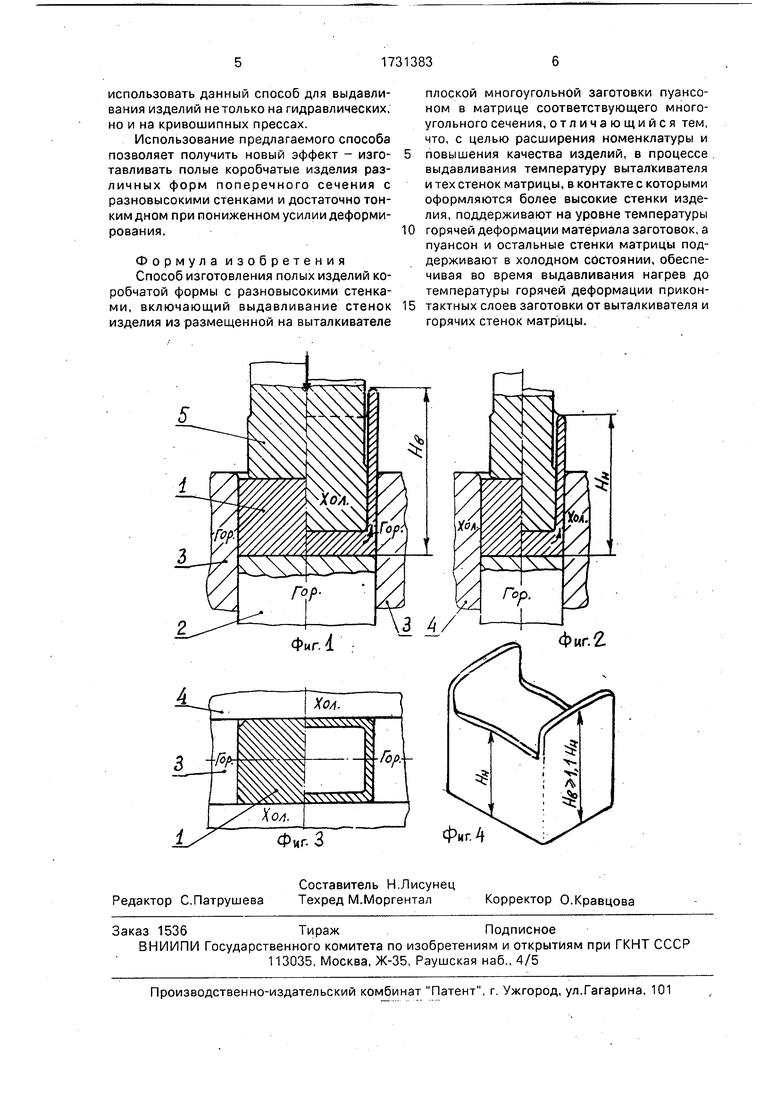
На фиг.1 представлена схема выдавливания по предлагаемому способу, осевое сечение по высоким стенкам; на фиг.2 - то же, сечение по низким стенкам; на фиг.З - то же, вид в плане; на фиг.4 - вид полого изделия коробчатой формы с разновысокими стенками, изготовленного по предлагаемому способу.
Способ реализуется следующим образом.
Прямо- или многоугольную заготовку 1 укладывают на горячий выталкиватель 2 в составную матрицу с рабочей полостью соответствующего поперечного сечения,.у которой части 3, образующие более высокие стенки, поддерживают на уровне температуры горячей деформации обрабатываемого материала, а части 4 матрицы, формирующие более низкие стенки, и пуансон 5 под0 держивают в холодном состоянии. Охлаждение холодных частей матрицы и пуансона осуществляется, например, циркулирующей в каналах и полостях жидкостью. Нагрев частей 3 матрицы и выталкивателя 2
5 осуществляется встроенными электронагревателями до температур на контактной поверхности 450-500°С (не показаны). Температуру можно контролировать встроенными термопарами. От кратковременного
0 контакта с горячим выталкивателем и горячими частями матрицы заготовка нагревается и пластичность металла в ее соответствующих приконтактных зонах резко возрастает. Температура заготовки в зо5 нах, контактирующих с холодными частями матрицы и с охлаждаемым пуансоном, существенно не повышается и пластичность металла в этих зонах практически не изменяется.
0При движении пуансона вниз происходит пластическая деформация заготовки, у которой в разных частях температура, а следовательно, и пластичность различные. Сопротивление деформированию в зазор
5 между пуансоном и горячими частями матрицы значительно ниже, чем в зазоре между пуансоном и холодными частями. Поэтому выдавливаемые стенки имеют различную высоту.
0 Способ предназначен для выдавливания полых коробчатых изделий из деформируемых сплавов цветных металлов, например, на основе алюминия, температура горячей деформации которых не превы5 шает теплостойкость штамповых сталей для холодного объемного деформирования (550-600°С). При нагреве до температурь Т 300°С пластичность алюминия и его СПЛЭВОЕ повышается, а сопротивление деформиро0 ванию значительно снижается, что приводит к уменьшению технологического усилия.
Благодаря высокой теплопроводности алюминия и сплавов на его основе разогрев
5 до этих температур приконтактных объемов заготовки (соответствующих стенок и донной части) от контакта с рабочими частями штампа, нагретыми до температур горячей деформации, пооисходит очень быстро (вс время операционного цикла), что позволяет
использовать данный способ для выдавливания изделий нетолько на гидравлических, но и на кривошипных прессах.
Использование предлагаемого способа позволяет получить новый эффект - изготавливать полые коробчатые изделия различных форм поперечного сечения с разновысокими стенками и достаточно тонким дном при пониженном усилии деформирования.
Формула изобретения Способ изготовления полых изделий коробчатой формы с разновысокими стенками, включающий выдавливание стенок изделия из размещенной на выталкивателе
0
5
плоской многоугольной заготовки пуансоном в матрице соответствующего многоугольного сечения, отличающийся тем, что, с целью расширения номенклатуры и повышения качества изделий, в процессе выдавливания температуру выталкивателя и тех стенок матрицы, в контакте с которыми оформляются более высокие стенки изделия, поддерживают на уровне температуры горячей деформации материала заготовок, а пуансон и остальные стенки матрицы поддерживают в холодном состоянии, обеспечивая во время выдавливания нагрев до температуры горячей деформации прикон- тактных слоев заготовки от выталкивателя и горячих стенок матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания изделий коробчатой формы | 1977 |
|
SU623627A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Способ выдавливания изделий | 1977 |
|
SU627898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
Использование: технология штамповки выдавливанием полых тонкостенных изделий многоугольного (в частности, прямоугольного) сечения с разновысокими стенками из пластичных металлических материалов (преимущественно алюминиевых сплавов). Сущность изобретения: плоскую прямо- или многоугольную исходную заготовку укладывают на горячий выталкиватель в составную матрицу, поперечное сечение которой соответствует форме заготовки, и осуществляют выдавливание стенок изделия посредством пуансона. Стенки матрицы, в контакте с которыми оформляются более высокие стенки изделия, а также выталкиватель нагреты до температуры горячей деформации материала заготовки (например, до 450-500°С) и посредством встроенных нагревателей эта температура поддерживается в процессе выдавливания. Остальные стенки матрицы (формирующие более низкие стенки изделия) и пуансон поддерживаются в холодном состоянии путем принудительного охлаждения. В результате при выдавливании температура, а следовательно, и пластичность материала в разных частях заготовки различна. Сопротивление деформированию в зазоре между пуансоном и горячими стенками матрицы значительно ниже, чем в зазоре между пуансоном и холодными стенками матрицы. Поэтому выдавливаемые стенки коробчатого изделия будут иметь различную высоту. 4 ил. ё
| Способ выдавливания изделий | 1977 |
|
SU627898A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
