Р1зобретение относится к способам получения биметаллического режуихего инструмента методом пластической доформации и может быть использовано для изготовления сложнофасонного инструмента типа метчиков, разверток, фрез, сверл с сердцевиной из углеродистой стали и режущими гранями из инструментальных сталей или сплавов.
Известен способ изготовления биметаллических изделий путем пластической деформации прокаткой в матрице заготовки, состоящей из основного материала и плакирующего инструментального 1.
Недостаток способа - высокий расход быстрорежущей стали.
Цель предложенного способа - экономия инструментального материала за счет его исиользования только на передней поверхности зубьев. Эта цель достигается тем, что в качестве заготовки берут заготовку из основного материала с продольными канавками по ее периметру в количестве, соответствующем числу зубьев режущего инструмента, в которых установлены секции из инструментального материала, а перед пластической деформацией заготовку ориентируют относительно матрицы, располагая секциями из инструментального материала напротив элементов матрицы, формирующих передние поверхности зубьез инструмента. При изготовлении инструмента с полным профилем зуба из инструментального материала ориентирование заготовки осуществляют путем расположения секций из инструментального материала симметрично относительно элементов матрицы, формирующих передние и задние иоверхности зубьев.
На переднем торце заготовки выполняют канавки или выступы для ориентации секций инструментального материала относительно формообразующих элементов матрицы.
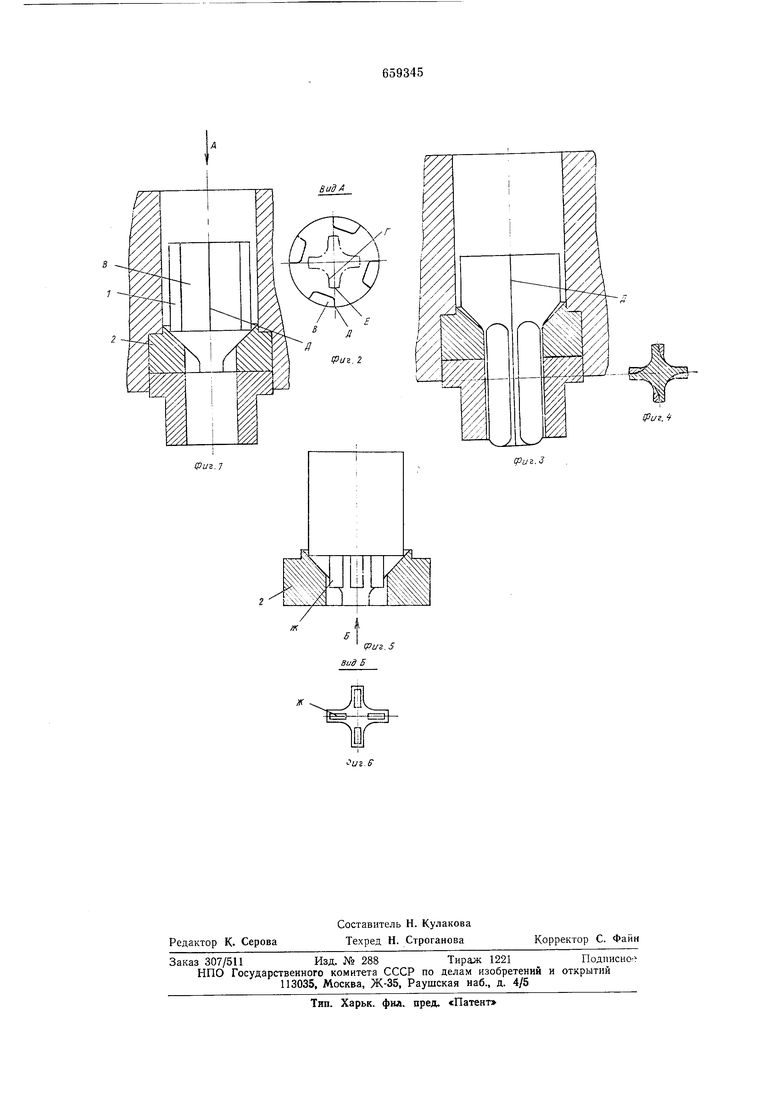
Сущность способа иллюстрируется чертежами, где на фиг. 1 дан общий вид; на фиг. 2 - вид по стрелке Л на фиг. 1; фиг. 3 - конкретный пример изготовления метчика; фиг. 4 - метчик; фиг. 5 - заготовка с выступами; фиг. 6 - вид по стрелке Б фиг. 5.
Для того, чтобы изготовить рел-сущий инструмент с инструментальным материалом на передней поверхности зубьев, ИСПОЛЬЗУЮТ заготовку J, состоящую из основного и секций В инструментального материала (см. фиг. 1), выполненных по числу зубьев изготавливаемого инструмента.
Перед деформацией заготовку 1 устанавливают на матрицу 2 так, чтобы секции инструментального материала В располагались иапротив поверхности Г матрицы, формирующей на инструменте переднюю поверхность. Боковая граничная линия раздела Д между основным и инструментальным материалом при этом расиолагается напротив точки Е профиля матрицы. На фиг. 3 показана заготовка метчика с плакирующим слоем инстру.чеитального материала на передней поверхности зубьев, получающаяся в результате выдавливания. Толщина плакирующего слоя получается за счет расположения боковой граничиой линии Д (фиг. 1) в плоскости, проходяией через центр матрицы и точку Е профиля. Смещая точку Е по профилю матрицы и располагая напротив нее граничную линию Д, можно получить любую необходимую толщину плакирующего слоя. То есть положение ТОЧ.КИ Е на профиле матрицы определяет границу предполагаемого раздела между основным и инструментальным материалом в готовом инструменте. Для того чтобы упростить способ угловой ориентации заготовки относительно матрицы, на переднем торце заготовки выполняют выступы Ж, которые входят в пазы профиля матрицы и таким образом определяют угловое расположение заготовки относительно матрицы. Пример. Для изготовления метчиков Ml6 из секционных би.металлических заготовок используют пруток диаметром 24 мм из стали 40Х. Ка наружной поверхности вдоль образующей фрезеруют 4 равнорасположенные канавки щ,ириной 8 мм, глубиной 4 мм. Затем канавки .наплавляют быстрорежущей сталью Р18. Наплавка производится в среде аргона с избыточным давлением 0,02-0,03 (предварительный вакуум в камере .Q мм ртутного столба), электрод вольфрамовый, присадочная проволо ;а 0 3-4 мм из стали Р18. Носле изотермического отжига пруток разрезается на заготовки длиной 30 мм. Горячее гидродинамическое выдавливание наплавленной биметаллической заготовки осуществляют на модернизированно.м кривощипном прессе типа К 117 с усилием iOO тс при степени деформации и Х100%, равной 75% (Fj и FZ - площадь попер ечного сечения заготовок до ,и после выдавливания). Нагрев заготовки перед выдавливанием 1090-1100°С (температура определяется фотопирометром на секциях из стали Р18). Для нагрева заготовки используется индукционная установка ИЗ-1. При достижеНИИ заданной температуры нагрева заготовка пинцетом переносится в контейнер и при установке ориентируется секциями наплавленного металла относительно матрицы в контейнере. Сверху на заготовку устанавливается графитная щайба и нроизводится горячее гидродинамическое выдавливание. Заготовка через матрицу выдавливается в масляную ванну. Затем цроизводится изотермический отжиг пресс.-изделий и разрезка на заготовки режущей части метчика необходимой длины. Полученная профильная заготовка метчика имеет слой быстрорежущей стали на передней граии профиля толщиной 2- 2,5 мм. Формула изобретения 1.Способ изготовления биметаллических изделий путем пластической деформации в матрице заготовки, состоящей из основного материала и плакирующего инструментального, отличающийся тем, что, с целью экономии инструментального материала, в качестве заготовки берут заготовку из осНОВ.НОГО материала с иродольными канавками цо ее периметру в количестве, соответствующем числу зубьев режущего инструмента, в которых установлены секции из инструментального материала, а перед пластической деформацией заготовку ориентируют относительно матрицы, располагая секциями из инструментального материала напротив элементов матрицы, формирующих передние поверхности зубьев инструмента. 2.Способ по п. 1, отличающийся тем, что ориентирование заготовки осуществляют путем расположепия секций из инструментального материала симметрично относительно элементов матрицы, формирующих передние и задние поверхности зубьев. 3.Способ по п. 1, отличающийся тем, что на переднем торце заготовки выполняют канавки или выступы для ориентации секций инструментального материала относительно формообразующих элементов матрицы. Источник информации, принятый во внимапие при экспертизе: 1. Чичканов А. И., Сапрунов Г. Р. «Изготовление инструментальной двухслойной стали с плакирующим слоем из высоколегироваиных сбуритных сталей в сб. «Производство и исследование быстрорежущих и щтамиовых сталей, М., «Металлургия 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического режущего инструмента | 1977 |
|
SU632488A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ диффузионной сварки металлов | 1980 |
|
SU884913A1 |
| Способ изготовления концевого режущего инструмента | 1990 |
|
SU1738467A1 |
| Способ изготовления составных дисков | 1986 |
|
SU1416239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
SU1804027A1 |
| Матрица для прессования изделий | 1981 |
|
SU1021487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПЛАСТИН ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323812C2 |
| Заготовка для биметаллического режущего инструмента | 1982 |
|
SU1424925A1 |
| Способ обработки инструмента из быстрорежущей стали | 1978 |
|
SU737479A1 |
г ж
сриг. S
