Изобретение относится к сварочному производству, в частности к способам дуговой сварки плавящимся и неплавящимся электродом с использованием модифицирующих флюсов.
Цель изобретения - сокращение выгорания модифицирующих добавок, снижение неблагоприятного воздействия на процесс горения дуги и улучшение внешнего вида шва.
Способ осуществляется следующим образом.
Флюс в виде пасты наносят на фронтальную поверхность деталей на расстоянии от стыка 0,3-0,45 ширины сварного шва и процесс сварки осуществляют в среде защитного газа,
При сварке указанным способом отсутствует непосредственный контакт сварочной дуги с нанесенной модифицирующей
флюс-пастой, вследствие чего модифицирующие добавки, входящие в состав флюса, практически не выгорают. Модифицирующие добавки попадают в расплав сварочной ванны при подплавлении последним краев нанесенной флюс-пасты. Так как расплав ванны возле линии сплавления имеет сравнительно низкую температуру и находится в неперегретом состоянии, то модификаторы, восстановленные из флюса, находятся в активном состоянии и благоприятствуют эффективному измельчению металла сварного шва. Эффект модифицирования наблюдается по всему сечению шва вследствие естественной циркуляции расплава сварочной ванны, приводящей к равномерному распределению модификаторов по объему жидкого металла.
Отсутствие непосредственного контакта сварочной дуги с нанесенной флюс-пасО 00
XI
00
ю о
той поиводит к тому, что отсутствует вредное воздействие компонентов флюса на протекание дугового процесса, и сварочная дуга горит стабильно.
При случайном смещении дуги в попе- речном направлении эффект модифицирова- ния сохраняется, так как флюс-паста наносится симметрично по обе стороны от стыка.
Пример. Производили сварку сплава АМгЗ толщиной 2,0 мм по флюсу и в среде аргона на автомате АДСВ-2 с использованием проволоки Св АМгЗ диаметром 1,6 мм.
В качестве флюсов при сварке алюминиевых сплавов использовали флюсы ТФА- 4 и ТФА-6. Флюс ТФА-4 в качестве модифицирующих добавок содержит фтор- цирконат калия и фторборат калия, а флюс ТФА-6 - фторцирконат калия.
При использовании флюсов в виде паст их замешивали в этиловом спирте в соотношении 1:2. Приготовленную флюс-пасту наносили при помощи волося.юй кисточки на фронтальную поверхность образцов на различном расстоянии от края стыка с таким расчетом, чтобы при сварке края флюс-пасты обязательно подплавлялись расплавом ванны вдоль линии сплавления.
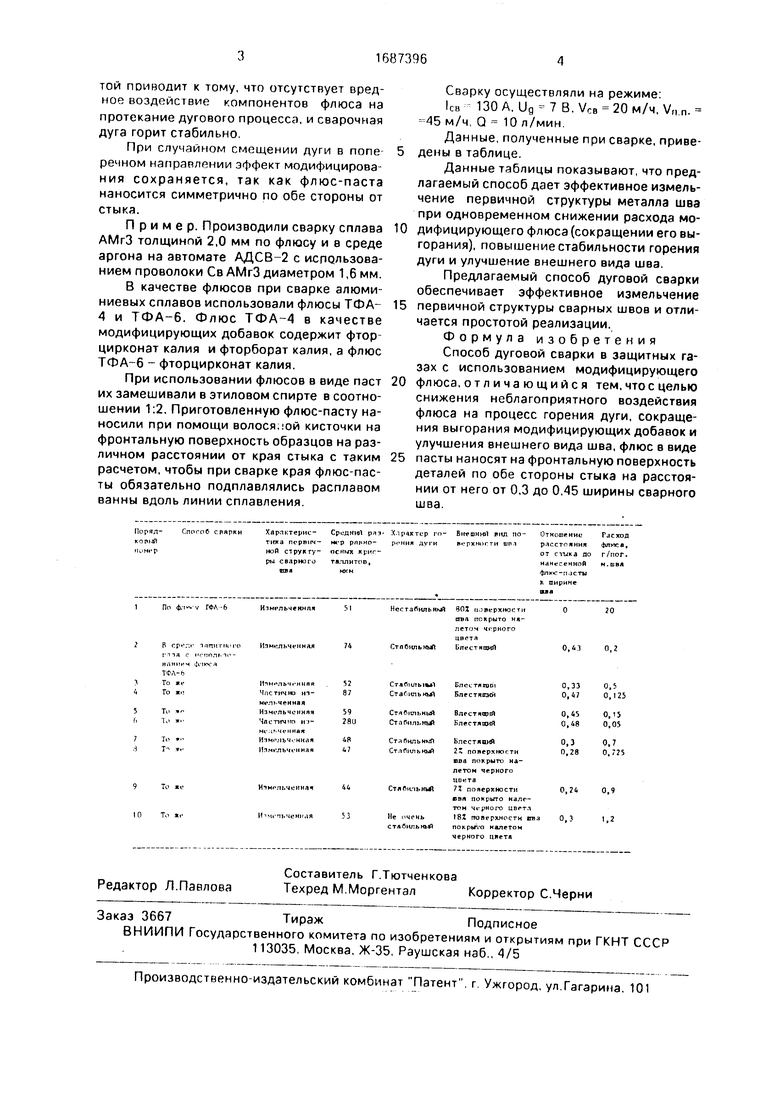
Сварку осуществляли на режиме:
ICB - 130 A. Ug 7 В. VCB 20 м/ч, V,, „. 45 м/ч, л/мин.
Данные, полученные при сварке, приведены в таблице.
Данные таблицы показывают, что предлагаемый способ дает эффективное измельчение первичной структуры металла шва при одновременном снижении расхода модифицирующего флюса (сокращении его выгорания), повышение стабильности горения дуги и улучшение внешнего вида шва.
Предлагаемый способ дуговой сварки обеспечивает эффективное измельчение первичной структуры сварных швов и отличается простотой реализации.
Формула изобретения
Способ дуговой сварки в защитных газах с использованием модифицирующего флюса, от л и ч а ю щи и с я тем, что с целью снижения неблагоприятного воздействия флюса на процесс горения дуги, сокращения выгорания модифицирующих добавок и улучшения внешнего вида шва, флюс в виде пасты наносят на фронтальную поверхность деталей по обе стороны стыка на расстоянии от него от 0,3 до 0,45 ширины сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ | 2014 |
|
RU2574930C2 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2188105C1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| СВАРОЧНАЯ ПРОВОЛОКА С НАНОКОМПОЗИЦИОННЫМ ПОКРЫТИЕМ ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2015 |
|
RU2603936C1 |
Изобретение относится к сварочному производству, в частности к способам дуговой сварки в защитных газах с использованием модифицирующих флюсов. Цель изобретения - сокращение выгорания модифицирующих добавок, снижение неблагоприятного воздействия на процесс горения дуги и улучшение внешнего вида шва. Перед сваркой флюс в виде пласты наносят на,фронтальную поверхность деталей по обе стороны стыка на расстоянии от него от 0,3 до 0,45 ширины сварного шва. Сварку ведут в защитных газах. Предлагаемый способ сварки позволяет измельчить первичную структуру металла при малом расходе модификатора. 1 табл.
| Алов А.А., Бобров Г.В | |||
| Модифицирование металла шва при сварке алюминия | |||
| - Сварочное производство, № 9, 1959, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
