Предлагаемое изобретение относится преимущественно к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей в среде защитного газа и под флюсом.
Известен сварочный материал (см. Патон Б.Е., Мусияченко В.Ф., Кирьяков В.М. и др. Авторское свидетельство СССР №1447619 от 08.10.1986 г. Опубликовано 30.12.1988 г. Бюл. №48). Указанный сварочный материал состоит из легированного стального сердечника и напыленного многослойного покрытия, в состав которого входят редкоземельные металлы и никель. Применение материала позволяет увеличить сопротивляемость высокопрочных сталей возникновению холодных трещин за счет измельчения микроструктуры при образовании интерметаллидов типа (РЗМ)n×Nim. Однако, указанный материал недостаточно эффективно влияет на модифицирование шва при сварке высокопрочных сталей. Кроме того, материал получают путем вакуумного напыления РЗМ, что ограничивает область применения материала и увеличивает его стоимость.
Известна сварочная проволока (см. Сидлин З.А., Строев B.C., Иванов В.А. и др. Сварочная проволока. Авторское свидетельство СССР №469565 от 05.09.1975 г. Опубликовано 05.05.1975 г. Бюл. №17). Состав проволоки содержит бор, лантан и церий, что позволяет измельчать дендритную микроструктуру, раскислять сварочную ванну и повышать пластичность сварочного шва. Однако указанная проволока предназначена для сварки коррозионно-стойких высоколегированных сплавов и не может применяться при сварке низколегированных высокопрочных сталей.
Известна наноструктурированная сварочная проволока (см. Паршин С.Г. Наноструктурированная сварочная проволока. Патент РФ №2538228 от 01.07.2013 г. Опубликовано 10.01.2015 г. Бюл. №1), которая принята за прототип. Указанная проволока состоит из металлического стержня, на поверхность которого нанесено нанокомпозиционное покрытие. Покрытие выполнено электролитическим способом и включает металлическую матрицу с распределенными в ней наноразмерными частицами фторида металла и редкоземельных металлов. Проволока по прототипу позволяет улучшить капельный перенос электродного металла и механические свойства сварных соединений. Однако указанная проволока недостаточно эффективно влияет на модифицирование микроструктуры при сварке легированных высокопрочных сталей, что не позволяет повысить пластичность и ударную вязкость сварных швов.
Техническим результатом предлагаемого изобретения является повышение механических свойств сварных соединений легированных высокопрочных сталей за счет комплексного модифицирования и рафинирования сварочной ванны путем нанесения на поверхность сварочной проволоки нанокомпозиционного покрытия, содержащего наноразмерные частицы фторида и борида редкоземельного металла.
Сущность предлагаемого изобретения заключается в том, что на поверхности металлического стержня размещают нанокомпозиционное покрытие, состоящее из металлической матрицы, наноразмерных частиц фторидов и боридов редкоземельных металлов с размером частиц менее 1000 нм. В отличие от прототипа нанокомпозиционное покрытие содержит наноразмерные частицы фторида редкоземельного металла и борида редкоземельного металла при следующем соотношении объемов матрицы и наноразмерных частиц в покрытии, %:
Металлическая матрица - 55-96
Наноразмерные частицы фторида редкоземельного металла - 3-20
Наноразмерные частицы борида редкоземельного металла - 1-25.
В качестве фторида редкоземельного металла могут применяться: фторид лантана, фторид иттрия, фторид церия, фторид тория. В качестве борида редкоземельного металла могут применяться: борид лантана, борид иттрия, борид церия, борид тория.
При объеме фторида редкоземельного металла менее 3% отсутствует воздействие нанокомпозиционного покрытия на процесс капельного перехода и удаление водорода, а при увеличении объема более 20% снижается стабильность горения дуги. При объеме борида редкоземельного металла менее 1% снижается влияние покрытия на процессы модифицирования и улучшения микроструктуры наплавленного металла, а при увеличении объема более 25% происходит ухудшение механических свойств наплавленного металла и электрической проводимости композиционного покрытия.
Такое сочетание известных и новых признаков позволяет улучшить механические свойства сварного шва легированных высокопрочных сталей. Это становится возможным, поскольку проволока содержит систему комплексных модификаторов, которые обладают модифицирующим и рафинирующим воздействием. Для улучшения механических свойств в расплавленную сталь необходимо вводить комплексные модификаторы, которые содержат систему элементов, в которую могут входить бор, редкоземельные металлы, титан, цирконий и щелочноземельные металлы, например: La-B, Ti-B-Ca, Mg-Zr-Се, La-B-Ca и др. (см. Задиранов А.Н., Кац A.M. Теоретические основы кристаллизации металлов и сплавов. Москва: РУДН, 2008. - 225 с.).
Введение комплексных модификаторов позволяет одновременно измельчать и рафинировать микроструктуру легированных сталей. Модификация (измельчение) зерна за счет введения модификаторов основана на изменении поверхностной энергии на границе кристалл-расплав, уменьшении поверхностного натяжения расплава и увеличения количества центров кристаллизации. Одновременное введение фторида и борида редкоземельного металла позволяет изменить свойства поверхности на границе твердой и жидкой фазы, а также образовать дополнительные центры кристаллизации за счет тугоплавких боридов и образующихся нитридов. Введение фторида редкоземельного металла позволяет уменьшить количество остаточного диффузионного водорода в сварочном шве за счет связывания водорода H2 в плазме сварочной дуги в нерастворимые в сварочной ванне соединения HF.
Рафинирование заключается в удалении оксидов и сульфидов железа: FeO, FeS из сварочной ванны путем металлургических реакций с переходными металлами. Указанные реакции позволяют уменьшить количество легкоплавких эвтектик и ликваций в наплавленном металле сварного шва, что снижает межкристаллитную и межзеренную химическую неоднородность и приводит к повышению прочности межзеренных границ. Измельчение зерна в результате введения модификаторов приводит к увеличению протяженности межзеренных границ и уменьшению их ширины, что также увеличивает прочность межзеренных границ.
Увеличение прочности межзеренных границ в результате модифицирования микроструктуры, уменьшение количества остаточных газов H2, N2, O2 и рафинирование сварочной ванны по извлечению оксидов и сульфидов железа позволяет повысить пластичность, ударную вязкость сварных швов и их сопротивляемость хрупкому разрушению и возникновению холодным трещинам.
Термодинамические расчеты фазового состава металлургических систем при помощи программы FACT (Facility for the Analysis of Chemical Thermodynamics) показывают, что в равновесной системе Fe-LaF3-LaB6 при температуре сварочной ванны 1000-3000 K образуется значительное количество свободного лантана La и бора B в конденсированной фазе, табл. 1.

Аналогичное образование свободных элементов РЗМ: церия Ce, иттрия Y, тория Th и бора B в конденсированной фазе, согласно расчетам, отмечается в системах: Fe-(РЗМ)F3-CeB6, Fe-(РЗМ)F3-YB6, Fe-(РЗМ)F3-ThB6, основу которых составляют тугоплавкие гексабориды: LaB6(Тпл=2715°C), СеВ6(Тпл=2190°C), YB6(Тпл=2600°C), ThB6(Тпл=2450°C).
Термодинамические расчеты показывают, что наличие в сварочной ванне La и В приводит к образованию нитридов LaN, BN в системе N2-LaF3-LaB6, которые имеют высокие температуры плавления: LaN(Тпл=2450°C), BN(Тпл=3000°C), табл. 2.

Аналогичное образование нитридов РЗМ: церия Се, иттрия Y, тория Th и бора B в конденсированной фазе, согласно расчетам, отмечается в системах: Fe-(РЗМ)F3-CeB6, Fe-(РЗМ)F3-YB6, Fe-(РЗМ)F3-ThB6. Нитриды церия, иттрия, тория также имеют высокие температуры плавления: CeN(Тпл=2570°C), YN(Тпл=2670°C), ThN(Тпл=2820°C) (см. Двойные и тройные карбидные и нитридные системы переходных металлов. Холлек X. /пер. с нем. Под ред. Левинского Ю.М., М.: Металлургия, 1988. - 319 с.).
Тугоплавкие нитриды редкоземельных металлов (РЗМ) и бора увеличивают количество центров кристаллизации в сварочной ванне, что приводит к модифицированию (измельчению) микроструктуры сварного шва.
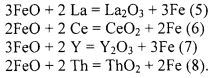
Наличие в сварочной ванне редкоземельного металла, например La, Се, Y, Th способствует интенсивным металлургическим реакциям по десульфурации - удалению сульфидов железа FeS путем связывания серы в тугоплавкие сульфиды редкоземельных металлов по реакциям:

Термодинамические расчеты констант равновесия металлургических реакций Kр показывают высокую вероятность указанных реакций по десульфурации в сварочной ванне при Т=1000-2000 K, табл. 3.
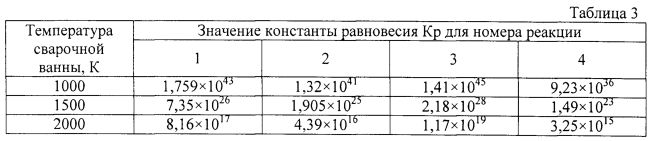
В результате реакций 1-4 в сварочной ванне уменьшается содержание легкоплавкого сульфида FeS(Тпл=1194°C) путем образования тугоплавких сульфидов РЗМ: La2S3(Tпл=2150°C), Ce2S3(Tпл=1890°C), Y2S3(Tпл=1925°C), Th2S3(Tпл=1950°C). Уменьшение растворенного сульфида FeS в сварочной ванне снижает концентрацию легкоплавких эвтектик при первичной кристаллизации, что снижает межкристаллитную и межзеренную химическую неоднородность. Это способствует увеличению прочности и пластичности металла сварного шва (см. Гуляев А.П. Металловедение. М.: Металлургия, 1986. - 272 с.).
Наличие в сварочной ванне редкоземельного металла позволяет интенсифицировать металлургические реакции по раскислению железа:
Термодинамические расчеты констант равновесия металлургических реакций Кр показывают высокую вероятность указанных реакций при Т=1000-2000 К, табл. 4.

В результате реакций раскисления образуются тугоплавкие оксиды РЗМ: La2O3(Тпл=2280°C), CeO2(Тпл=2600°C), Y2O3(Tпл=2430°C), ThO2(Тпл=3050°C). Образование оксидов РЗМ снижает концентрацию растворенного в сварочной ванне оксида железа FeO(Тпл=1377°C) и способствует увеличению дополнительных центров кристаллизации. Это также улучшает механические свойства сварного шва.
Одной из причин хрупкого разрушения и появления холодных трещин при сварке легированных высокопрочных сталей является наличие остаточного водорода и азота. Термодинамические расчеты показывают, что при дуговой сварке в диапазоне температур 1000-6000 K в газовой фазе при равновесной концентрации веществ в системах: H2-LaF3-LaB6, N2-LaF3-LaB6, парциальное давление молекулярного водорода и азота уменьшается, табл. 5.
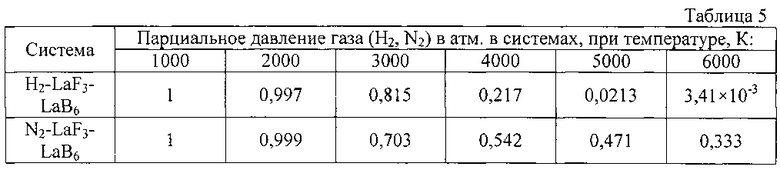
Аналогичное уменьшение парциального давления молекулярного водорода и азота происходит в системах: H2-(РЗМ)F3-CeB6, N2-(РЗМ)F3-CeB6; H2-(РЗМ)F3-YB6, N2-(РЗМ)F3-YB6; H2-(РЗМ)F3-ThB6, N2-(РЗМ)F3-ThB6. Согласно закону Сивертса растворимость молекулярного водорода и азота в сварочной ванне пропорциональна квадратному корню из парциального давления газа, поэтому уменьшение парциального давления газов Н2, N2 над сварочной ванной уменьшает концентрацию остаточных газов в сварном шве, что улучшает сопротивляемость хрупкому разрушению.
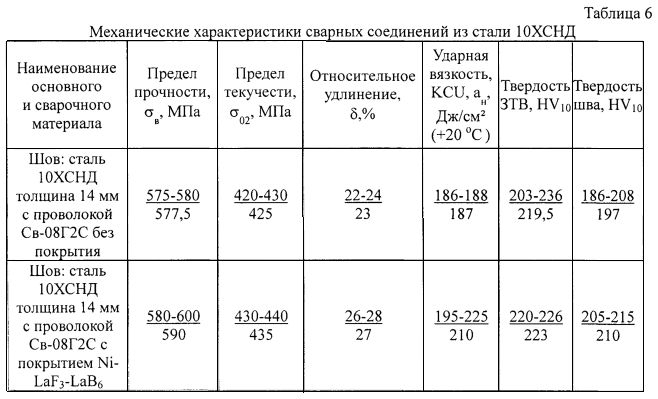
Примером применения предлагаемой проволоки является механизированная сварка пластин толщиной 14 мм из стали 10ХСНД в среде смеси: аргон 75% + CO2 25% с применением полуавтомата ESAB Origo MIG L405. Для получения проволок с нанокомпозиционными покрытиями использовали сварочную проволоку Св-08Г2С без покрытия диаметром 1,2 мм. Нанокомпозиционные покрытия наносили электрохимическим способом из коллоидных никельсодержащих электролитов с нанодисперсными частицами фторида лантана LaB6 и гексаборида лантана LaB6. Для механических испытаний образцов по ГОСТ 6996-66 применяли разрывную машину «Super L 60», маятниковый копер РН450, твердомер «DuraScan-20», табл. 6.
Таким образом, предлагаемая проволока обеспечивает технический эффект, который выражается в улучшении механических свойств сварных соединений высокопрочных сталей, может быть изготовлена и применена с использованием известных в технике средств, следовательно, она обладает промышленной применимостью.
Изобретение может быть использовано при дуговой сварке и наплавке металлических деталей из высокопрочных сталей в среде защитного газа и под флюсом. Проволока состоит из металлического стержня с нанокомпозиционным покрытием, состоящим из металлической матрицы и наноразмерных частиц фторидов и боридов редкоземельных металлов с размером частиц менее 1000 нм, при следующем соотношении объемов матрицы и наноразмерных частиц в покрытии, %: металлическая матрица 55-96, наноразмерные частицы фторида или смеси фторидов редкоземельного металла 3-20, наноразмерные частицы борида или смеси боридов редкоземельного металла 1-25. Сварочная проволока позволяет увеличить прочность, пластичность и ударную вязкость сварных швов высокопрочных сталей. 2 з.п.ф-лы, 6 табл.
1. Проволока для сварки и наплавки высокопрочных сталей, содержащая металлический стержень и электролитически нанесенное на него нанокомпозиционное покрытие, включающее металлическую матрицу с распределенными в ней наноразмерными частицами, отличающаяся тем, что нанокомпозиционное покрытие содержит наноразмерные частицы фторида или смеси фторидов редкоземельного металла и наноразмерные частицы борида или смеси боридов редкоземельного металла при следующем соотношении объемов матрицы и наноразмерных частиц в покрытии, %:
Металлическая матрица 55-96
Наноразмерные частицы фторида или смеси фторидов 3-20
Наноразмерные частицы борида или смеси боридов 1-25.
2. Проволока по п. 1, отличающаяся тем, что фторид редкоземельного металла выбран из группы, включающей фторид лантана, фторид иттрия, фторид церия.
3. Проволока по п. 1, отличающаяся тем, что борид редкоземельного металла выбран из группы, включающей борид лантана, борид иттрия, борид церия.
| НАНОСТРУКТУРИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538228C1 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| Электродная проволока | 1977 |
|
SU671960A1 |
| Грохот | 1988 |
|
SU1586790A1 |

