(Л
С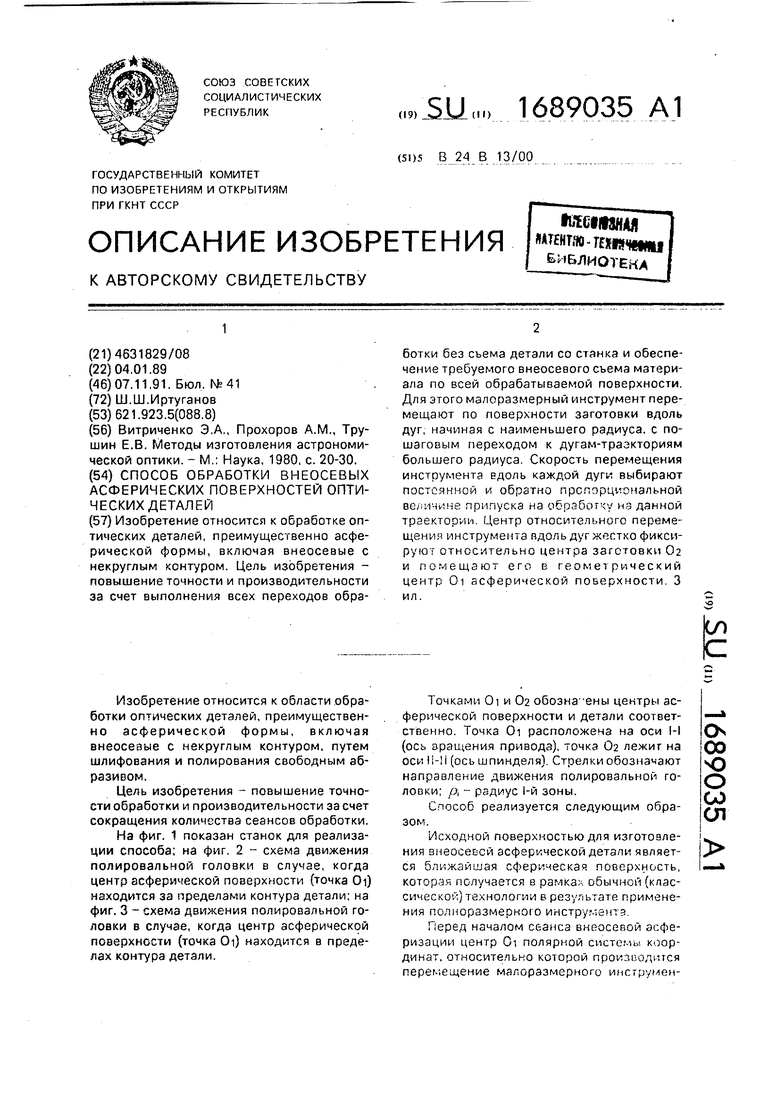
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ СОСТАВНОГО ЗЕРКАЛА | 2003 |
|
RU2243876C1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ удаления материала с поверхности оптических деталей для формирования оптических элементов с формой поверхности в виде внеосевого сегмента эллипсоида вращения | 2024 |
|
RU2838647C1 |
| Способ формирования на поверхности оптических элементов астигматизма и более высоких порядков полиномов Цернике с коэффициентами n=m (n≥2) | 2023 |
|
RU2810680C1 |
| Способ осесимметричной коррекции оптических деталей произвольной формы | 2022 |
|
RU2793080C1 |
| Способ обработки многогранных деталей | 1989 |
|
SU1703256A1 |
Изобретение относится к обработке оптических деталей, преимущественно асферической формы, включая внеосевые с некруглым контуром. Цель изобретения - повышение точности и производительное и за счет выполнения всех переходов обработки без съема детали со станка и обеспечение требуемого внеосевого съема материала по всей обрабатываемой поверхности. Для этого малоразмерный инструмент перемещают по поверхности заготовки вдоль дуг, начиная с наименьшего радиуса, с пошаговым переходом к дугам-тразкториям большего радиуса Скорость перемещения инструмента вдоль каждой дуги выбирают постоянной и обратно прстрциочальной ви припуска на у t, и.8о г-у н-з данной траектории Центр относительно/о перемещения инструмента вдоль дуг ХР.СТКО фиксирую г относи ельно центра заготовки 02 и помещают eri1 г.- геометрический центр Oi асферической поверхности 3 ил.
Изобретение относится к области обработки оптических деталей, преимуществен- но асферической формы, включая внеоселые с некруглым контуром, путем шлифования и полирования свободным абразивом.
Цель изобретения - повышение точности обработки и производительности за счет сокращения количества сеансов обработки
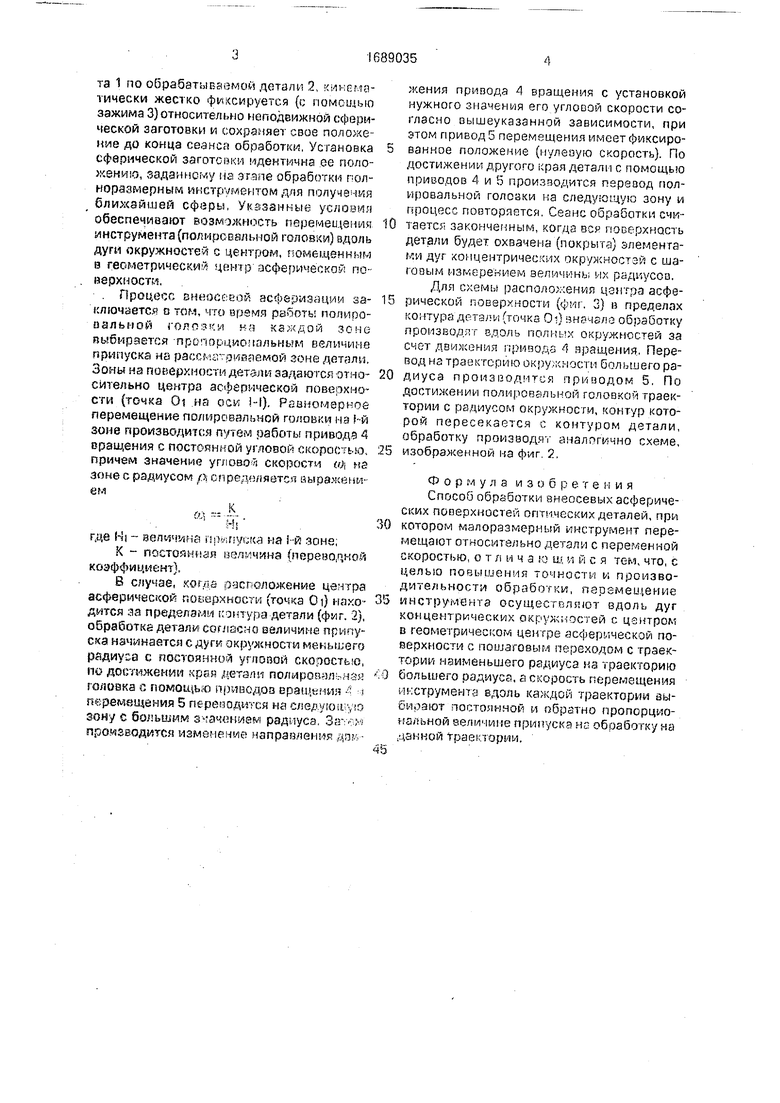
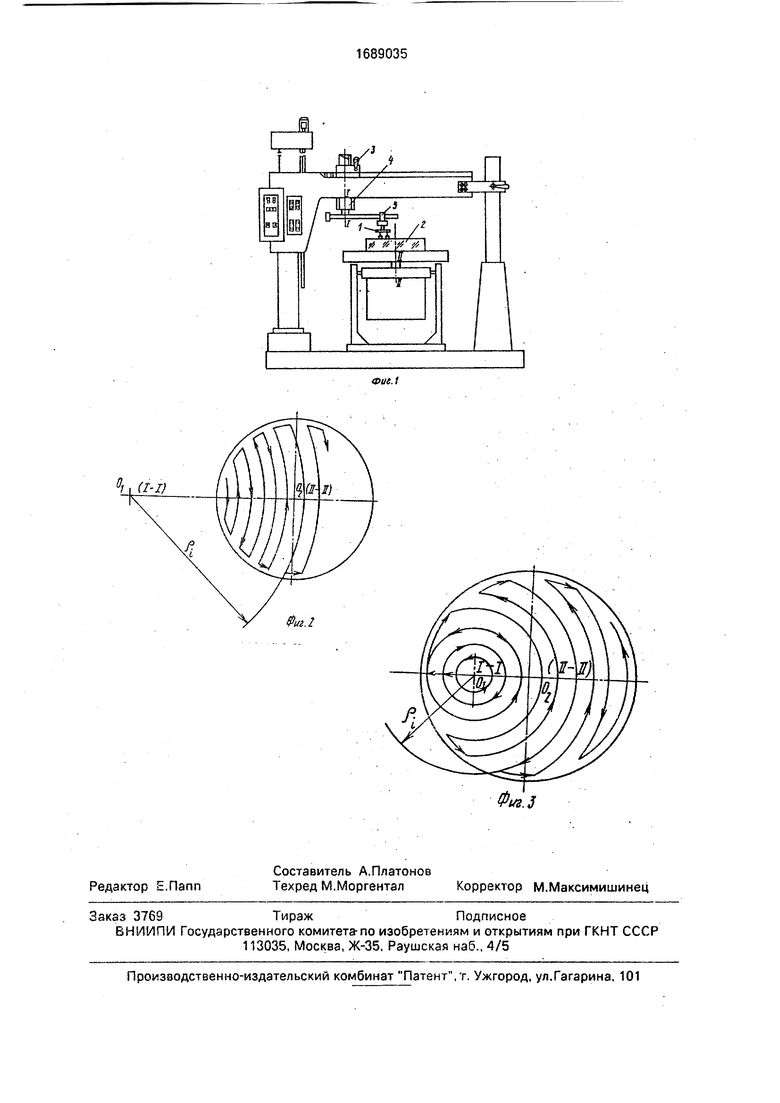
На фиг. 1 показан сганок для реализации способа; на фиг 2 - схема движения полировальной головки D случае, когдэ центр асферической поверхности (точка Oi) находится за пределами контура детали: нэ фиг, 3 - схема движения полировальной головки а случае, когда центр асферической пооерхнссги (точка Oi) находится в пределах контура детали.
Точками Oi и 02 обозна -ены центры асферической поверхности и детали стпенно. Точка Oi расположена нз оси 1-1 (ось вращения приводи), точка 02 лежит на оси (ось шпинделя) Стрелки обозначают направление движения полировальной го- лооки; /, - радиус 1-й зоны.
Способ реализуется следующим образом.
Исходной поверхностью для изготоэле- ния пнеосепсй асферической детали является ближайшая сфер.мескач поверхность, котор.чя получается и рамка обычний (классической) технологии F м,мте применения полноразмерного инстр/псмт
началом сеанса вноосепой ризации центр Ci полярной систем, коор- динат, относитепьно которой лроичьод.пся перемещение малоразмерное инсгруненО 00
ю о
со ел
та 1 по обрабатываемой детали 2, инемэ- тически жестко фиксируемся (; помощью зажима 3) относительно неподвижной сферической заготовки и сохраняет свое положение до конца сеанса обработки Уоановка сферической заготовки идентична ее положению, заданному на згапе обработки полноразмерным инструментом для получения ближайшей сферы, Указанные условия обеспечивают возможность перемещения инструмента(полировальной головки)вдоль дуги окружностей с центром, помещенным в геометрический центр асферической по верхиости.
Процесс внеосессй асфериэации заключается с том. что время работы полировальной (ояогн и на каждой зочс выбирается пропорциочальным величине припуска на рассматриваемой зоне детали Зоны на поверхности детали задаются относительно центра асферической поверхности (точка Oi на оси И). Равномерное перемещение полировальной головки на 1-й зоне производится путем работы привода Л вращения с постоянной угловой скоростью причем значение угловой скорости а) на зоне с радиусом /TS определяется выражением
- -К-,
Hi где Hi - величина припуска на 1-й зоне;
К - постоянная величина (переводной коэффициент).
8 случае, хоп(а расположение центра асферической поверхности (точка Ot) находится за пределами контура детали (фиг 2), обработка детали согласно величине припуска начинается с дуги окружности меньшего радиуса с постоянной угловой скоростью, по достижении края детали полиров-згн наг головка с помощью приводов вращиния . перемещения 5 переводится на следуюа ,tc зон/ с большим 3va4enneM радиуса производится изменение направпенич дщ
хения приводя л вращения с установкой нужного значения его угловой скорости согласно вышеуказанной зависимости, при этом привод 5 перемещения имеет фиксиро- ванное положение (и/левую скорость) По достижении друго о края детали с помощью приводов 4 и 5 производится перевод полировальной головки на следующую зону и процент повторяется. Сл-янс обработки счи
таргс законченным, когда ропррхнос1Ь детали будет охвачена (покрыт) элементами дуг концентрических окр/жноо ой с ша- гопым измерением .гимны и р диусоа.
Для схемы располо енил цснгпа асферической поверхности (ч .и, 3) в пределах .олтура , Oi) чн,- tano обработку произьо/ 1 в,попь пплш-х /жностей за c-i.:i ДЕН i..4i o/4fj l вращения. Пере- под но тргнч r( pin t K jy /нос i ii бплыиею радиуса пропзводмтья приводом Б По достижении полмрсп;ш,ной головкой траектории с рэдиуом окружности, контур которой пересекается с контуром детали, обработку производя i диалогично схрме,
изображенной на фиг
Формула изобретения Способ обработки внеосевых асферических поверхностен оптических деталей, при
котором малоразмерный инструмент перемещают относительно детали с переменной скоростью о т i и ч -з к ц., и и с я тем, что, с целью повышения томности и производительности оброоогчи, перемещение
инструмента осуществляют вдол1, дуг концентрически , окружное ей с центром в геометрическом центре асферической поверхности с пошаговым переходом с траектории наименьшого радиуса на траекторию
{.олыиего рыдиуся, Р скорость перемещения
струмент з вдоль каждой траектории постоянной и обратно пропирциои. ьной припуска на обоаботк/ ны
ч -|Ш Ой Tpaei ;ории
.Н,
Фиг 2
| Витриченко Э.А., Прохоров A.M., Трушин Е.В | |||
| Методы изготовления астрономической оптики | |||
| - М.: Наука, 1980, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
