Изобретение относится к технике изготовления абразивного инструмента и может быть использовано в области машиностроения для изготовления абразивных кругов для лепесткового полирования.
Целью изобретения является снижение шероховатости поверхности деталей из нержавеющих сталей путем введения в зону обработки веществ, способствующих адсорбционному и химическому пластифицированию и обеспечению высокого смазочного эффекта.
Способ заключается в том, что абразивный инструмент пропитывают импрегнато- ром - «Аламин С, который содержит 25% парафина и 75% меламина, модифицированного жирными кислотами.
Это кристаллическое вещество серого или желтоватого цвета с температурой плавления и температурой вспыщки / 179°С, обладает слабым, не вызывающим раздражения органов дыхания, запахом. Относится к 4-му классу опасности веществ. «Аламин С выпускается для нужд текстильной промыщленности.
Сравнение работоспособности кругов, пропитанных «Аламин С, производят с кругами, пропитанными хлорпарафином и импХлорпарафин
0,60
Состав, содержащий глицериновый ангидрид, глицерин, парафин
Предложенньй состав импрегнатора
Таким образом, шероховатость поверхности деталей из нержавеющей стали снизилась в 1,3-1,5 раза.
Формула изобретения
Способ изготовления абразивного инструмента, включающий пропитку импрегнаторегнатором, содержащим, .%: глицериновый ангидрид 30, глицерин 30, парафин 40. «Аламин С имеет следующий состав, мас.%:
Парафин25
Меламин, модифицированный жирными кислотами 75
Пропитка пяти плоскопараллельных кругов для лепесткового полирования 0200 мм из абразивной ленты на тканевой основе и зернистостью 14А8 осуществляется в расплаве импрегнаторов () методом свободного капиллярного поднятия с выдержкой 1 ч. Отмечено наличие тяжелых газообразных
выделений, раздражающих органы дыхания, при пропитке известными составами.
Полирование цилиндра 0 100 мм и длиной 500 мм из стали 12Х18Н9Т производится при установке в центрах, частоте вращения круга 1600 об/мин, частоте вращения детали 15 об/мин и усилии прижима круга Н. Продольная подача мм/мин осуществляется механическим перемещением инструментальной наладки. Исходная щеро- ховатость шлифованной поверхности составляет 1,257.
Результаты испытаний представлены в таблице.
0,69
0,55 0,39
0,56 0,60
0,53 0,51 0,37 0,45
ром, содержащим парафин, отличающийся тем, что, с целью снижения шероховатости обработанной поверхности деталей из нержавеющих сталей, в качестве импрегнатора, содержащего парафин, берут расплав «Аламин С.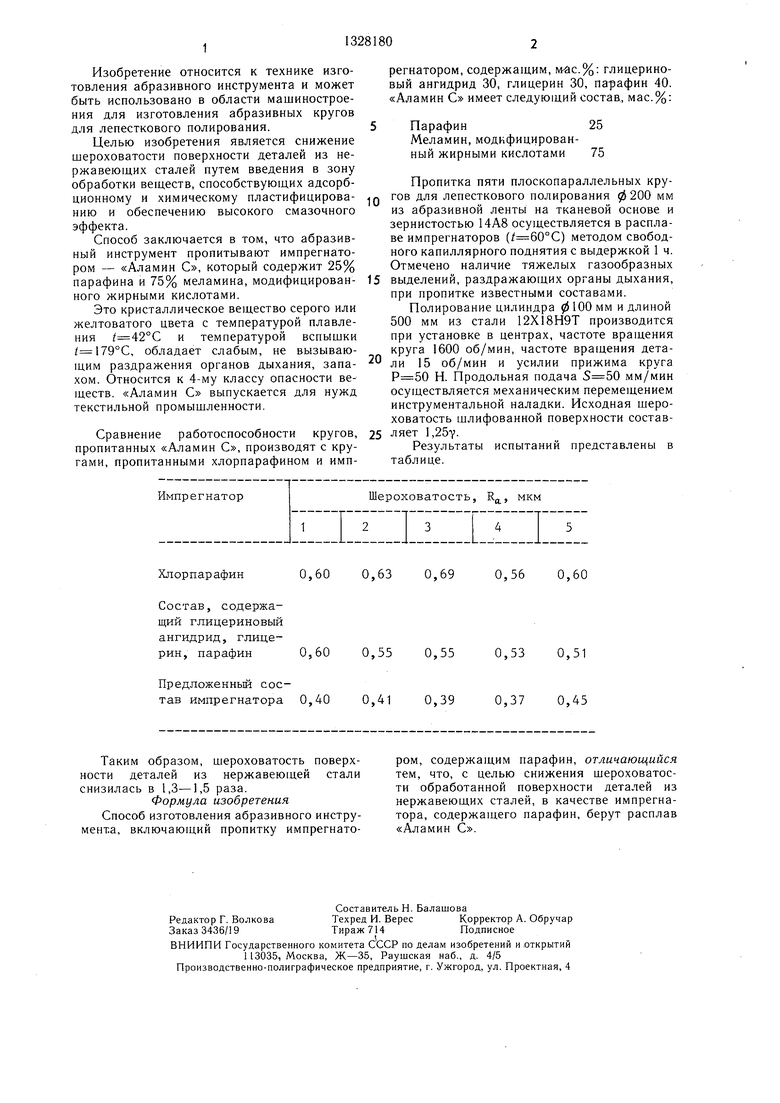
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Импрегнатор абразивного инструмента | 1983 |
|
SU1131892A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1980 |
|
SU921833A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| Импрегнатор абразивного инструмента | 1988 |
|
SU1553365A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
Изобретение относится к изготовлению абразивного инструмента и может быть использовано в области машиностроения. Целью изобретения является повышение качества обработанной поверхности деталей из нержавеющих сталей. Для достижения цели абразивный инструмент пропитывают в расплаве «Аламин С, содержа цем парафин и меламин, модифицированный жирными кислотами. Состав производится химической промышленностью для нужд тексти льного производства. 1 табл. со ю 00
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1971 |
|
SU419369A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
