СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления зеркалаТЕлЕСКОпА | 1979 |
|
SU804580A1 |
| Форма для изготовления зеркала телескопа | 1978 |
|
SU767037A1 |
| Форма для изготовления зеркала телескопа | 1976 |
|
SU656986A1 |
| Электропечь для получения крупногабаритных заготовок | 1980 |
|
SU903311A1 |
| Форма для изготовления зеркала телескопа | 1980 |
|
SU945094A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2020132C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЗЕРКАЛА ТЕЛЕСКОПА | 1970 |
|
SU288245A1 |
| Способ получения заготовок оптических деталей | 1979 |
|
SU950687A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ ОПТИЧЕСКИХ ЗЕРКАЛ | 2015 |
|
RU2591209C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО СИТАЛЛА | 2014 |
|
RU2569703C1 |
Изобретение относится к промышленности строительства, к устройствам для отлива и последующей термообработки крупногабаритных заготовок из ситаллов, в частности, для зеркала телескопа. С целью повышения качества заготовки зеркала за счет обеспечения равномерного растекания стекломассы от центра к краям заготовки и устранения запузыривания стекла платиновая фольга выполнена с выступами по периметру, поджатыми футеровкой обечайки. Центральная часть фольги размером не менее 0,08-0,25 диаметра формы снабжена до- полнительным платиновым экраном, герметично сваренным с фольгой с образованием сплошного воздушного теплоизоляционного слоя между фольгой и экраном. 2 ил.
Изобретение относится к промышленности строительства, к устройствам для отлива и последующей термообработки крупногабаритных заготовок из ситаллов, в частности, для зеркала телескопа и является усовершенствованием основного изобретения по авт. св. Nfe 804580.
Цель изобретения - повышение качества заготовки зеркала за счет обеспечения равномерного растекания стекломассы от центра к краям заготовки и устранение запузыривания стекла.
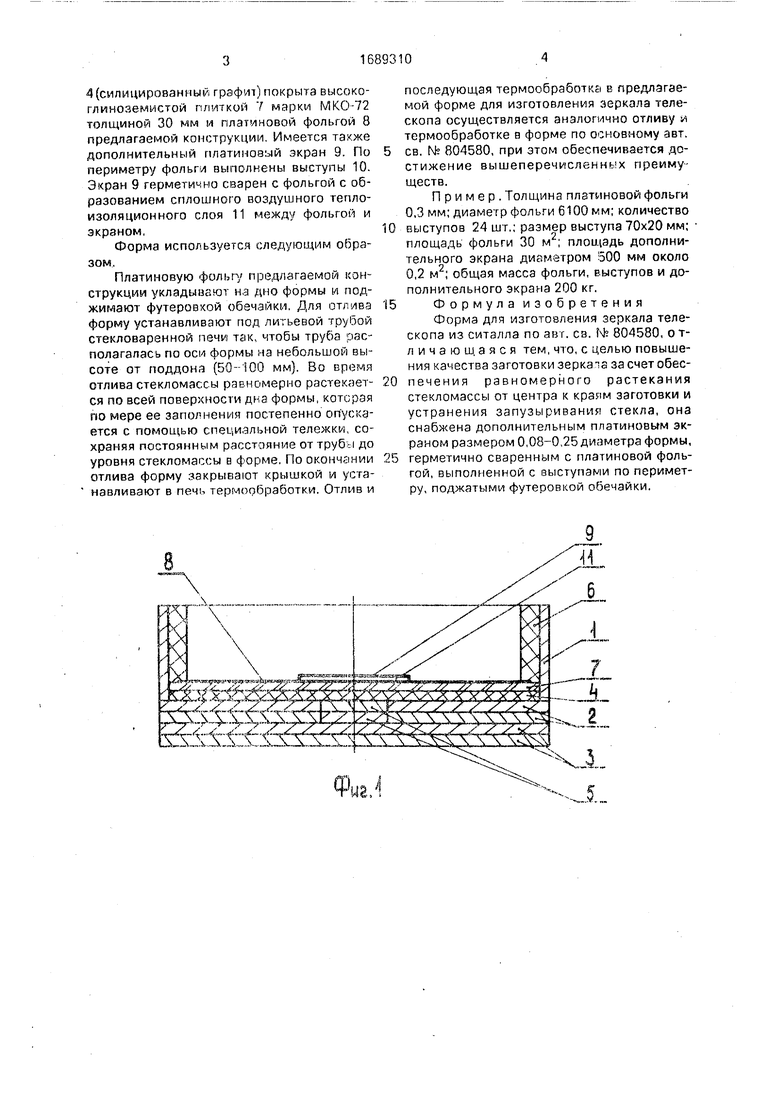
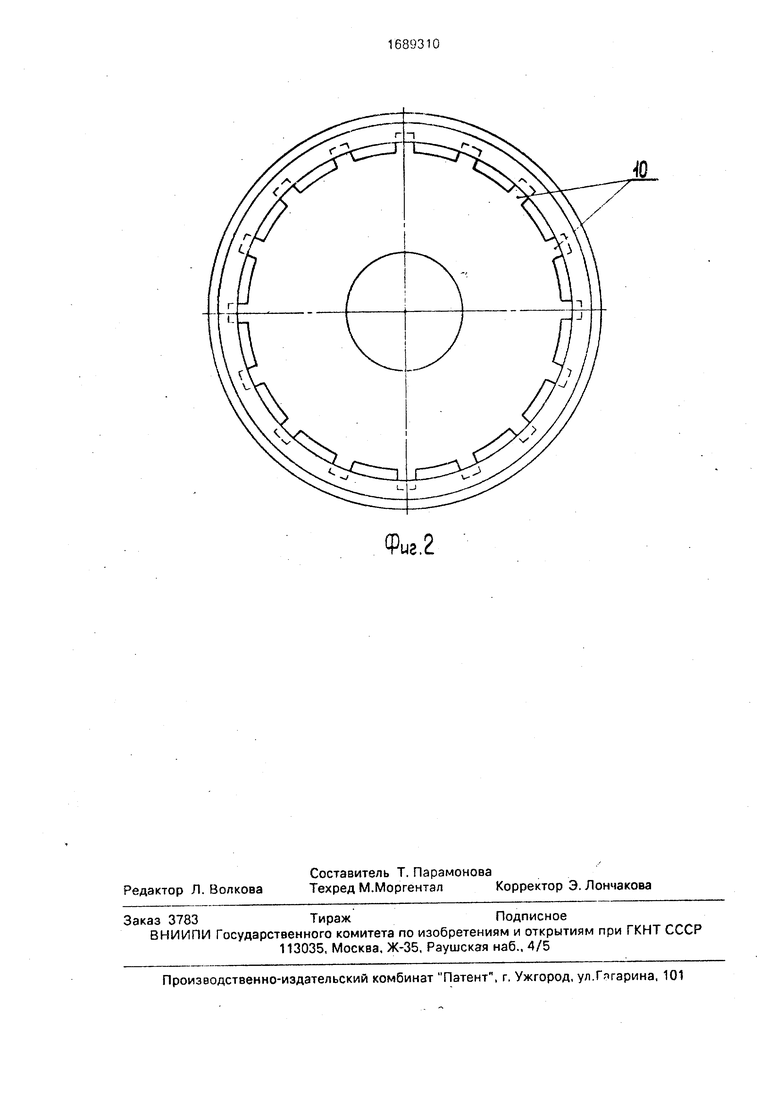
На фиг. 1 изображена предлагаемая форма, продольный разрез; на фиг. 2 - фольга, вид сверху.
Форма для отливки ситалловой заготовки зеркала телескопа состоит из цилиндрической обечайки 1, поддона, содержащего верхние разрезные стальные листы 2 и нижние чугунные цельные листы 3, и тонкой
огнеупорной футеровки 4 со шлифованной верхней поверхностью. Сборный поддон выполнен, например, из двух чугунных дисков толщиной 85 и 110 мм и двух разрезных стальных дисков (сталь Х18Н10Т) толщиной 50 мм в виде 12 секторов с центральным диском 5. Обечайка формы футерована легковесным шамотом 6 толщиной 150 мм. Огнеупорная футеровка поддона должна хорошо проводить тепло, поэтому толщина . должна быть небольшой - порядка 20-30 мм. Так, при отливе заготовок небольшого диаметра (1-3 м, 2-3 м) в качестве футеровки поддона выбран высокотеплопроводный си- лицированный графит в виде шлифованных плиток толщиной 30 мм. В формах, предназначенных для отлива крупных заготовок (3-6 м), центральная часть футеровки выполнена из огнеупора с малой теплопроводностью, например из глиноземистого огнеупора. Огнеупорная футеровка
о
00
ю со
ю
4(силицированныи графит) покрыта высоко- глиноземистой плиткой 7 марки МКО-72 толщиной 30 мм и платиновой фольгой 8 предлагаемой конструкции. Имеется также дополнительный платиновый экран 9. По периметру фольги выполнены выступы 10. Экран 9 герметично сварен с фольгой с образованием сплошного воздушного теплоизоляционного слоя 11 между фольгой и экраном.
Форма используется следующим образом.
Платиновую фольгу предлагаемой конструкции укладывают на дно формы и поджимают футеровкой обечайки. Для отлива форму устанавливают под литьевой трубой стекловаренной печи так, чтобы труба располагалась по оси формы на небольшой высоте от поддона (50-100 мм). Во время отлива стекломассы равномерно растекается по всей поверхности дна формы, которая по мере ее заполнения постепенно опускается с помощью специальной тележки, сохраняя постоянным расстояние от трубы до уровня стекломассы в форме. По окончании отлива форму закрывают крышкой и уста- 1 навливают в печь термообработки. Отлив и
8
Ф
последующая термообработка в предлагаемой форме для изготовления зеркала телескопа осуществляется анэлошчно отливу и термообработке в форме по основному авт.
св. N 804580, при этом обеспечивается достижение вышеперечисленных преиму ществ,
Пример. Толщина платиновой фольги 0,3 мм; диаметр фольги 6100 мм; количество
выступов 24 шг.; размер выступа 70x20 мм; площадь фольги 30 м2; площадь дополнительного экрана диаметром 500 мм около 0,2 м2; общая масса фольги, выступов и дополнительного экрана 200 кг,
Формула изобретения
Форма для изготовления зеркала телескопа из ситалла по анг, св. М 804580, о т- личающаяся тем, что, с целью повышения качества заготовки зерката засчетобеспеченил равномерного растекания стекломассы от центра к крачм заготовки и устранения запузыривания стекла, она снабжена дополнительным платиновым экраном размером 0,08-0 25 диаметра формы,
5 герметично сваренным с платиновой фольгой, выполненной с выступами по периметру, поджатыми футеровкой обечайки.
Фиг.2
| Форма для изготовления зеркалаТЕлЕСКОпА | 1979 |
|
SU804580A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
