Изобретение относится к устройст вам для отлива и последующей термообработки крупногабаритных заготово из ситалла, в частности зеркал теле скопа . Известна форма для изготовления зеркала телескопа, которая содержит футерованные шамотнь кирпичом.поддон и обечайку. Поддон выполнен полым с верхней цельнолитой плитсл и нижней сварной рамой, цилиндричес кая обечайка состоит из нескольких металлических секторов, скрепленных между собой болтами ij. Наиболее близким по технической сущности и достигаемому результату к изобретению является форма для изготовления зеркала телескопа .из ситалла, содержащая футерованные ог упором обечайку и поддон, выполненный из металлических дисков 2 j. Эти форл« имеют ряд существенных недостатков. Их конструкция исходит из условия равномерного распределения и отдачи тепла при отжиге и остывании. Однако центр форма всегда перегревается, что вызывает нежелательную деформацию плиты поддона и неблагоприятное воздействие этой деформации на заготовку. Особенно хорошо должен быть организован отвод тепла при охлаждении после отлива крупных ситалловых заготовок с целью избежания процессов самопроизвольной кристаллизации. Кроме того, качество огнеупорного покрытия под- . дона не обеспечивает гладкую поверхность этого покрытия, что необходимо при отливе ситалловых заготовок, которые дают большую усадку в процессе ситаллизации, и поэтому, заготовка должна хорошо скользить по поддону. Цель изобретения - повышение качества заготовки зеркала за счет обеспечения скольжения ее по поддону и предупреждения последнего от перегрева и деформации. Цель достигается тем, что в форме для изготовления зеркала телескопа из ситалла, содержащей футерованные огнёупором обечайку и поддон, выполненный из металгчческих дисков, верхние диски поддона выполнены стальными и П9 периферии из отдельных cescToров, а поверхность огнеупора шлифованной. Причем, в зависимости от цели обеспечения изготовления заготовки зеркгша диаметпом от 1 до 6 м, в качестве огнеупора выбран силицированный графит, центральная часть футеровки поддона выполнена из огнеупора с малой теплопроводностью и покрыта платиновой фольгой. Силицированный графит периферийной части футеровки покрыт на 2/3:1 диаметра плиткой глиноземистого огнеупора и платиновой фольгой, поджатой по периметру. На фиг.1 изображена конструкция
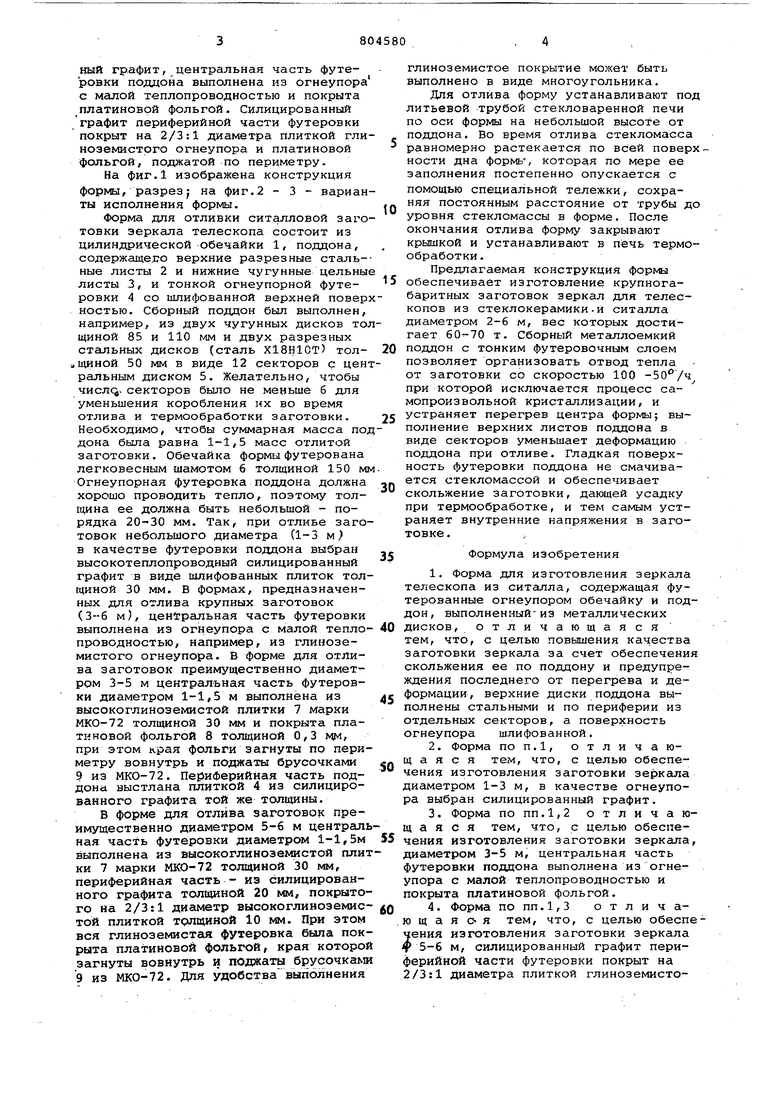
форки, разрез; на фиг.2 - 3 - варианты исполнения формы.
Форма для отливки ситалловой заготовки зеркала телескопа состоит из цилиндрической обечайки 1, поддона, содержащего верхние разрезные сталь-ные листы 2 и нижние чугунные цельные листы 3, и тонкой огнеупорной футеровки 4 со шлифованной верхней поверх ностью. Сборный поддон был выполнен, например, из двух чугунных дисков толщиной 85 и 110 мм и двух разрезных стальных дисков (сталь Х18Н10Т) тол 1диной 50 мм в виде 12 секторов с центральным диском 5. Желательно, чтобы числс. секторов было не меньше б для уменьшения коробления их во время отлива и термообработки заготовки. Необходимо, чтобы суммарная масса под дона была равна 1-1,5 масс отлитой заготовки. Обечайка формы футерована легковесным шамотом 6 толщиной 150 мм Огнеупорная футеровка поддона должна хорошо проводить тепло, поэтому тол1цина ее должна быть небольшой - порядка 20-30 мм. Так, при отливе заготовок небольшого диаметра (1-3 м в качестве футеровки поддона выбран высокотеплопроводный силицированный графит в виде шлифованных плиток толщиной 30 мм. В формах, предназначенных для отлива крупных заготовок (3-6 м), цен5 ральная часть футеровки выполнена из огнеупора с малой теплопроводностью, например, из глиноземистого огнеупора. В форме для отлива заготовок преимущественно диаметром 3-5 м центральная часть футеровки диаметром 1-1,5 м выполнена из высокоглиноземистой плитки 7 марки МКО-72 толщиной 30 мм и покрыта платиновой фольгой 8 толщиной 0,3 мм, при этом края фольги загнуты по периметру вовнутрь и поджаты брусочками 9 из МКО-72. Периферийная часть поддона выстлана плиткой 4 из силицированного графита той же толщины.
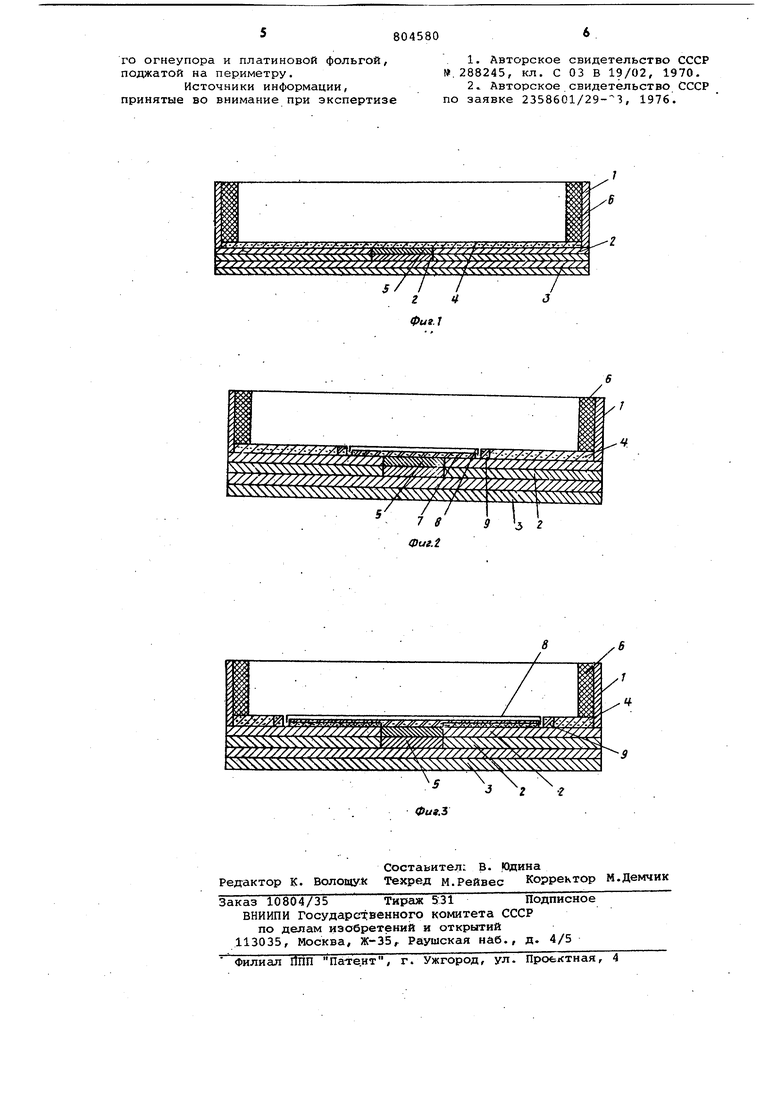
В форме для отлива заготовок преимущественно диаметром 5-6 м центргшьная часть футеровки диаметром 1-1,5м выполнена из высокоглиноэемистой плитки 7 марки МКО-72 толйщной 30 мм, периферийная часть - из силицированного графита толщиной 20 мм, покрытого на 2/3:1 диаметр высокоглиноземистой плиткой толщиной 10 мм. При этом вся глиноземистая футеровка была покрыта платиновой фольгой, края которой загнуты вовнутрь и поджаты брусочками 9 из МКО-72. Для удобствавыполнения
глиноземистое покрытие может быть выполнено в виде многоугольника.
Для отлива форму устанавливают по литьевой трубой стекловаренной печи по оси формы на небольшой высоте от поддона. Во время отлива стекломасса равномерно растекается по всей поверности дна формь, которая по мере ее заполнения постепенно опускается с помощью специальной тележки, сохраняя постоянным расстояние от трубы д уровня стекломассы в форме, После окончания отлива форму закрывают крышкой и устанавливают в печь термообработки.
Предлагаемая конструкция обеспечивает изготовление крупногабаритных заготовок зеркал для телескопов из стеклокерамики.и ситалла диаметром 2-6 м, вес которых достигает т. Сборный металлоемкий поддон с тонким футеровочным слоем позволяет организовать отвод тепла от заготовки со скоростью 100 при которой исключается процесс самопроизвольной кристаллизации, и устраняет перегрев центра формы; выполнение верхних листов поддона в виде секторов уменьшает деформацию поддона при отливе. Гладкая поверхность футеровки поддона не смачивается стекломассой и обеспечивает скольжение заготовки, дающей усадку при термообработке, и тем самым устраняет внутренние напряжения в заготовке . ,
Формула изобретения
1.Форма для изготовления зеркала телескопа из ситалла, содержащая футерованные огнеупором Обечайку и поддон, выполненный из металлических дисков, отличающаяся тем, что, с целью повышения качества заготовки зеркала за счет обеспечени скольжения ее по поддону и предупреждения последнего от перегрева и деформации, верхние диски поддона выполнены стальными и по периферии из отдельных секторов, а поверхность огнеупора шлифованной.
2.Форма ПОП.1, отлича ющ а я с я тем, что, с целью обеспечения изготовления заготовки зеркала диаметром 1-3 м, в качестве огнеупора выбран силицированный графит.
3.Форма по пп.1,2 отлича а я с я тем, что, с целью обеспечения изготовления заготовки зеркала диаметром 3-5 м, центральная часть футеровки поддона выполнена из огнеупора с малой теплопроводностью и покрыта платиновой фольгой.
4.Форма по пп.1,3 отличаю щ а я с- я тем, что, с целью обеспчения изготовления заготовки зеркала 4 5-6 м, силицированный графит периферийной части футеровки покрыт на 2/3:1 диаметра плиткой глиноземистого огнеупора и платиновой фольгой, поджатой на периметру.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР .288245, кл. С 03 В 19/02, 1970.
2 Авторское свидетельство СССР по заявке 2358601/29-- 3, 1976.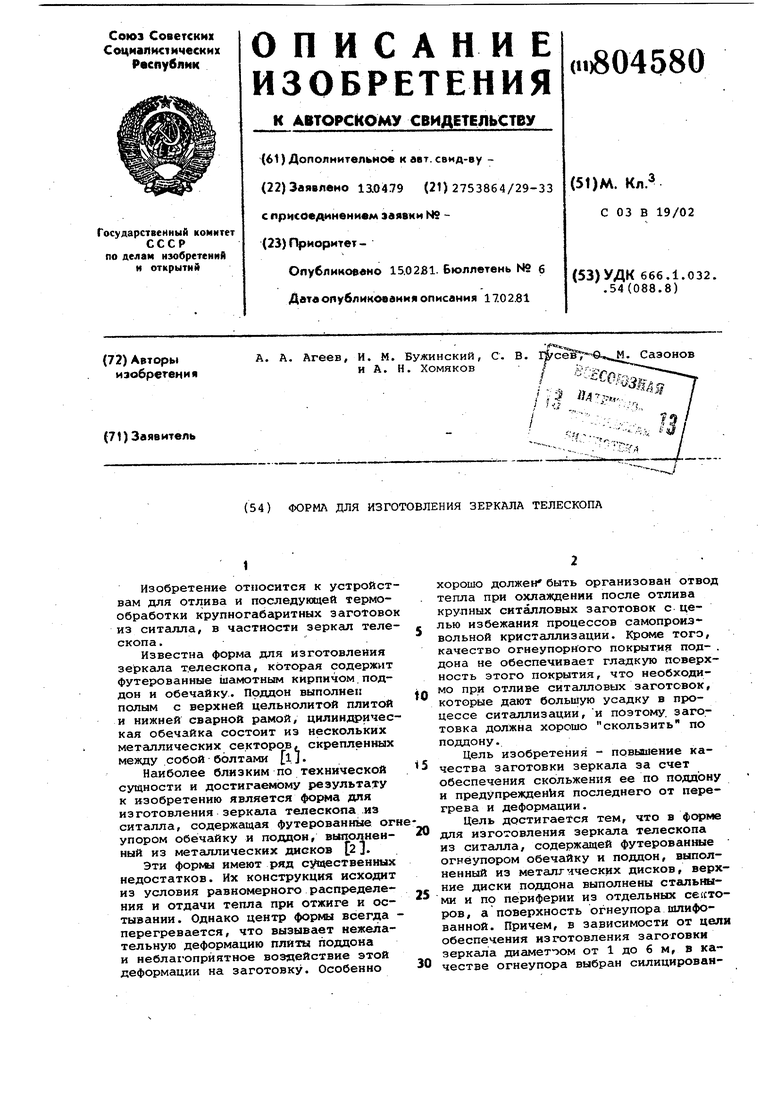
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления зеркала телескопа | 1988 |
|
SU1689310A2 |
| Форма для изготовления зеркала телескопа | 1976 |
|
SU656986A1 |
| Электропечь для получения крупногабаритных заготовок | 1980 |
|
SU903311A1 |
| Форма для изготовления зеркала телескопа | 1980 |
|
SU945094A2 |
| Форма для изготовления зеркала телескопа | 1978 |
|
SU767037A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЗЕРКАЛА ТЕЛЕСКОПА | 1970 |
|
SU288245A1 |
| КОМПОЗИЦИЯ УГЛЕРОДНОЙ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ SiC/C/Si КЕРАМИКИ И СПОСОБ ПОЛУЧЕНИЯ SiC/C/Si ИЗДЕЛИЙ | 2014 |
|
RU2573146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНЫХ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2111721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ ОПТИЧЕСКИХ ЗЕРКАЛ | 2015 |
|
RU2591209C1 |
| УГЛЕРОДСОДЕРЖАЩАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ РЕАКЦИОННО-СВЯЗАННОГО КАРБИДА КРЕМНИЯ | 2012 |
|
RU2514041C2 |
/
х
