Изобретение относится к технологической оснастке для обработки металлов давлением и может использоват ь- ся для чистовой вырубки деталей из листового материала.
Цель изобретения - повышение стойкости.
На фиг. 1 показан штамп, исходное положение; на фиг. 2 - то же, перед началом второго перехода.
Штамп содержит неподвижную плиту 1, закрепленную на ней матрицу 2 с клиновидным ребром, оснащенным режущей кромкой, подвижную плиту 3, пуансон k, связанный с плитой 3 тягами 5. Пуансон имеет форму прямоугольного параллелепипеда. Двр противоположные грани 6 и 7 пуансона ограничивают участки 8 и 9, выполнен- ные из термоплэстичного материала, остальная часть пуансона выполнена из инструментальной стали. Пуансон имеет два сквозных паза 10, которые выходят на грани, перпендикулярные граням 6 и 7. Через один из пазов 10 проходит ось И, связывающая тяги 5 с пуансоном . С плитой 3 тяги 5 связаны осью 12, проходящей через пазы 13. Пазы 10 имеют идентичную дугооб- разную среднюю часть и прямолинейные участки 1k по концам. Длина каждого прямолинейного участка не менее радиуса оси 11. Расположены пазы 10 симметрично относительно центра граГраней, через которые они проходят ни 15 и 16 рабочие.
Штамп работает следующим образом.
Листовую заготовку укладывают на матрицу 2. При ходе подвижных частей штампа вниз пуансон Ц, висящий на ос 11, опускается на заготовку гранью из инструментального материала. При дальнейшем ходе пуансон k покоится н заготовке, а ось 11 перемещается в пазах 10 тяг 5. Ось 11, перемещаясь по фигурному пазу в пуансоне, переходит на горизонтальный участок паза.
После выбора зазора между пуансоном 1 и плитой 3 пуансон передает даление на заготовку. Ребро матрицы 2 вдавливается в заготовку, но так как пуансон k не доходит до матрицы, то полного разделения заготовки не происходит .
При обратном ходе подвижных часте штампа пуансон поворачивается вокруг оси 11 гранью 6 из термопластичной
массы вниз (фиг. 2). Ход повторяется. Осуществляется деформирование заготовки через термопластичную массу до полного отделения вырубаемой детали от отхода.
Для включения в работу граней 7 и 16 ось 11 переставляют в другой паз. Работа штампа производится аналогично описанной.
Радиус кривизны паза зависит от геометрических размеров тяги и пуансона. Он может быть найден через угол наклона тяги при переходе на прямолинейный участок паза. Этот угол должен быть больше аг-ctg f, где f - коэффициент трения внутри паза.
Использование в штампе пуансона из инструментального материала и термопластичной массы повышает его стойкость за счет исключения местного смя- тия термопластичной массы.
В результате штамп может найти широкое применение для получения листовых деталей толщиной от 2 до 10 мм из цветных металлов, сплавов и малоуглеродистой стали в условиях мелкосерийного и серийного производства.
Формула
зобретения
1. Штамп для чистовой вырубки, содержащий размещенную в неподвижной части матрицу с клиновидным ребром с режущей кромкой и связанный с подвижной частью пуансон, по меньшей мере часть которого выполнена из термопластичного материала, отличающийся тем, что, с целью повышения стойкости, он снабжен тягами и осью, связывающими пуансон с подвижной частью с возможностью поворота пуансон выполнен в виде прямоугольного параллелепипеда, из термопластичного материала выполнен участок, на котором расположена сг.на из граней пуансона, в последнем выполнен сквозной, выходящий на две взаимно параллельные и перпендикулярные упомянутой грани паз с дугообразным участком, обращенным выпуклой стороной к центру соответствующей грани, и прямолинейными участками по концам, имеющими длину, не меньшую радиуса оси, а ось закреплена на конце тяги и расположена в пазу пуансона с возможностью перемещения вдоль него.
2. Штамп по п. 1, отличающийся тем, что участки пуансонаt
на которых расположены грани, перпендикулярные грани на участке из термопластичного материала и граням с пазом, выполнены из инструментальной стали.
3. Штамп по п. 1, отличающийся тем, что участок пуансона,
противоположный участку из термоплас - тичной массы, также выполнен из термо пластичной массы, а на гранях, имеющих паз, выполнен дополнительный паз аналогичной формы и он расположен симметрично с имеющимися относительно центра гранями.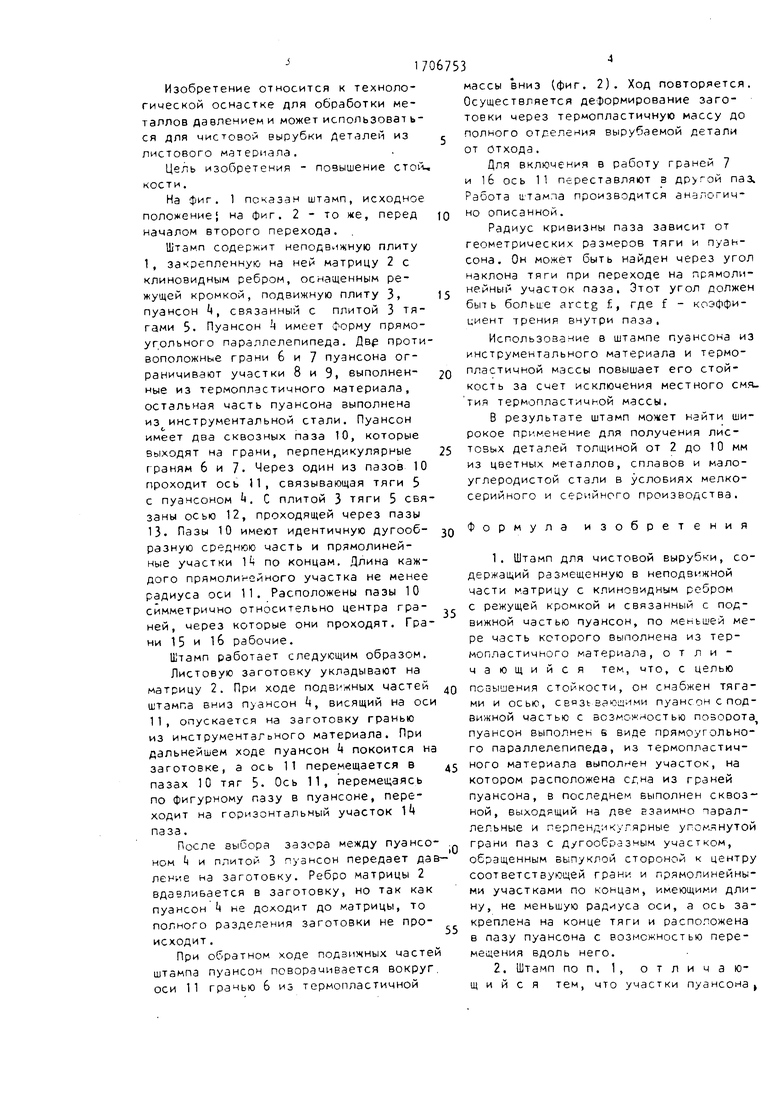
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для разделения листового материала | 1983 |
|
SU1183240A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU776715A1 |
| Приспособление к универсальному прессу | 1976 |
|
SU607746A1 |
| Штамп для пробивки-вырубки деталей из листового материала | 1989 |
|
SU1699687A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп для чистовой вырубки | 1976 |
|
SU673352A1 |
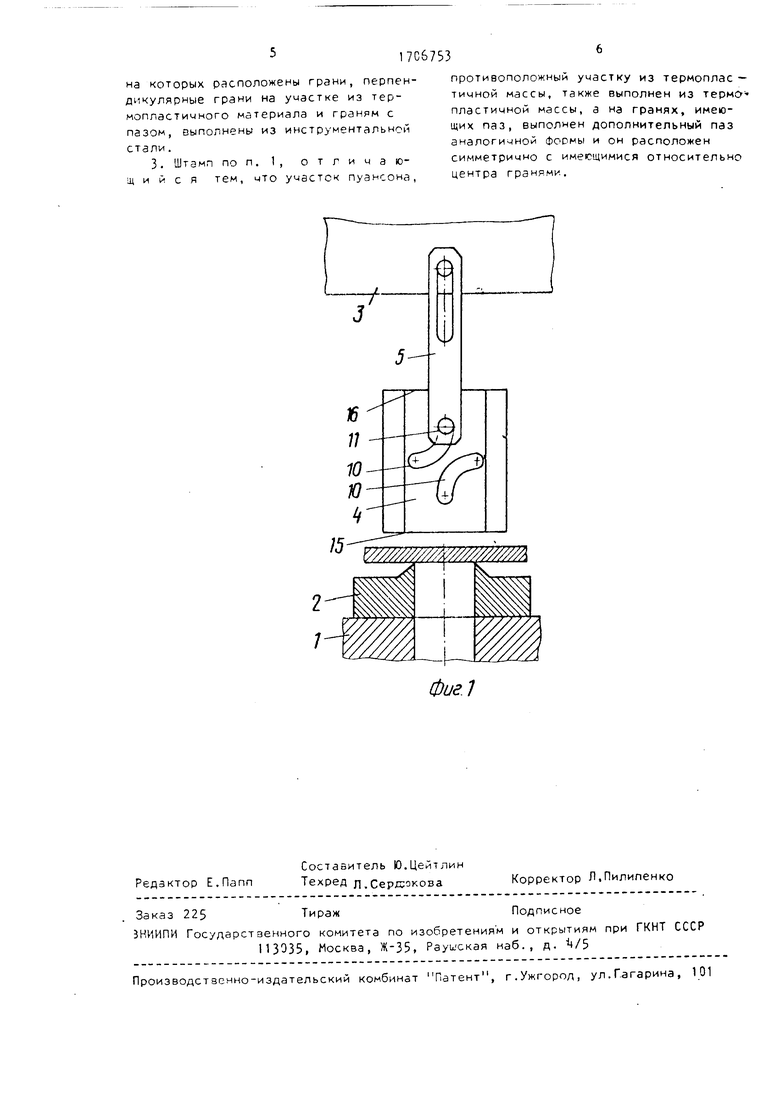
Изобретение относится к технологической оснастке для обработки металлов давлением и может использоваться для чистовой вырубки деталей из листового материала. Цель изобретения - повышение стойкости. Штамп содержит матрицу 2 с клиновидным реб- W ром и пуансон (П) k. П k связан тягой 5 с подвижной плитой (ПЛ) 3. Два противоположных конца П J выполнены из термопластичного MaTepnanav Остальная часть П k - из инструментальной стали. При ходе ПЛ 3 вниз П k соприкасается с заготовкой концом гранью из инструментальной стали. Ребро матрицы 2 внедряется в заготовку на часть ее толщины. При подъеме ПЛ 3 пуансон 4 поворачивается вокруг оси 11 на 90°. При следующем ходе ПЛ 3 вниз П А воздействует на заготовку гранью 6 из термопластичного материала и отделяет деталь от отхода. 2 з.п. ф-лы, 2 ил. 5 (Л С Юиг.2
Фиг Л
| Головка к агрегатам для обработки поверхности кабельных изделий | 1960 |
|
SU139350A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ( ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | |||
