Изобретение относится к обработке металлов давлением, а именно к способам изготовления поковок.
Известен способ получения поковок, включающий удаление при(йлльной и донной частей слитка fj .
Недостатком этого способа является то, что после удаления при&лльной части слитка с усадочной раковиной н теле поковки остается подраковинная зона слитка, засоренная ликватами. Это часто делает невозможным применение полученной таким способом поковки для изделий ответственного назначения.
Известен способ изготовления поковок, включающий удаление осевой дефектной зоны слитка выдавливанием ее в полость контейнера 2 ,
Однако такой способ обладает тем недостатком, что осевая дефектная зона слитка, наиболее засоренная ликватг1ми, удаляется неполностью, большая часть осевой зоны остается в теле поковки. Это также во многих случаях ограничивает применение описанного способа для поковок ответственного назначения.
Целью изобретения является Повышение качества получаемых поковок.
Эта цель достигается тем, что в способе изготовления поковок, включающем удаление осевой дефектной зоны слитка ;выдавливанием ее в полость контейнера, выдавливание осевой зоны осуществляют в две стадии, на первой из которых выдавливают в слитке прошивнем глухую полость с частичным удалением дефектной зоны в по -:10лость контейнера, а в процессе второй стадии осуществляют выдавливание полой части полученного полуфабриката путем ее осадки при неподвижном положении прсшивня, после чего
15 продолжают осадку полуфабриката при перемещении прошивня в противоположном направлении.
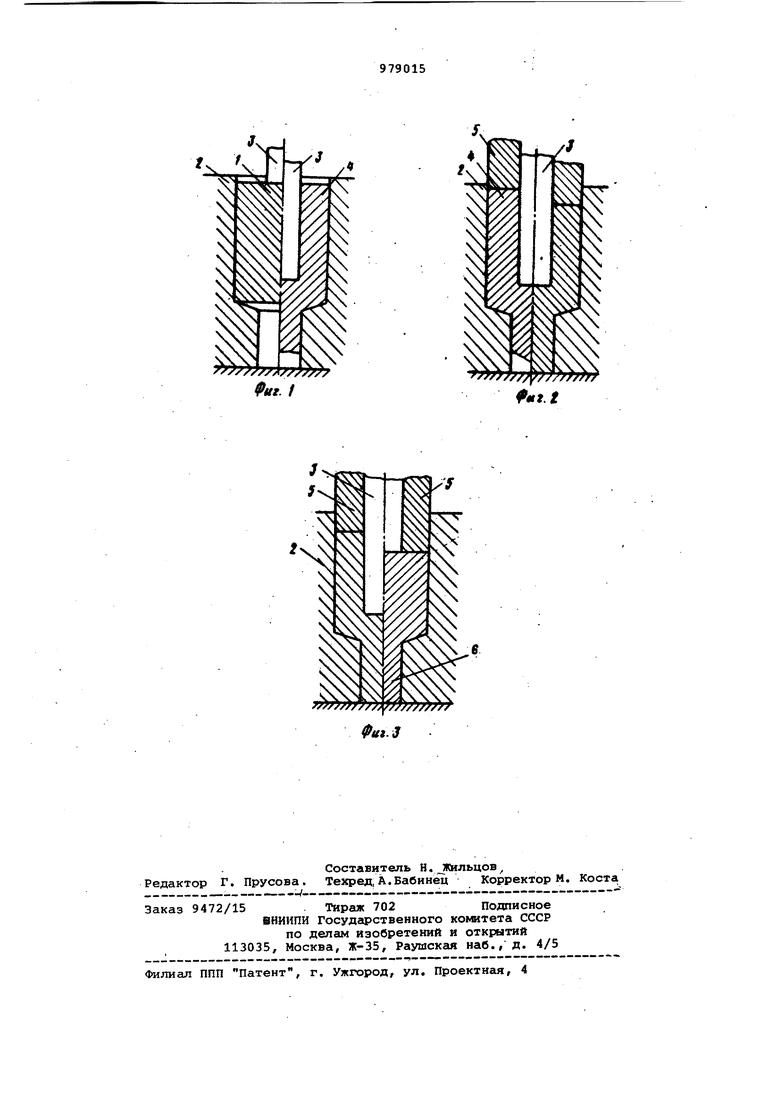
На фиг. 1 показана первая стадия выдавливания дефектной зоны слитка
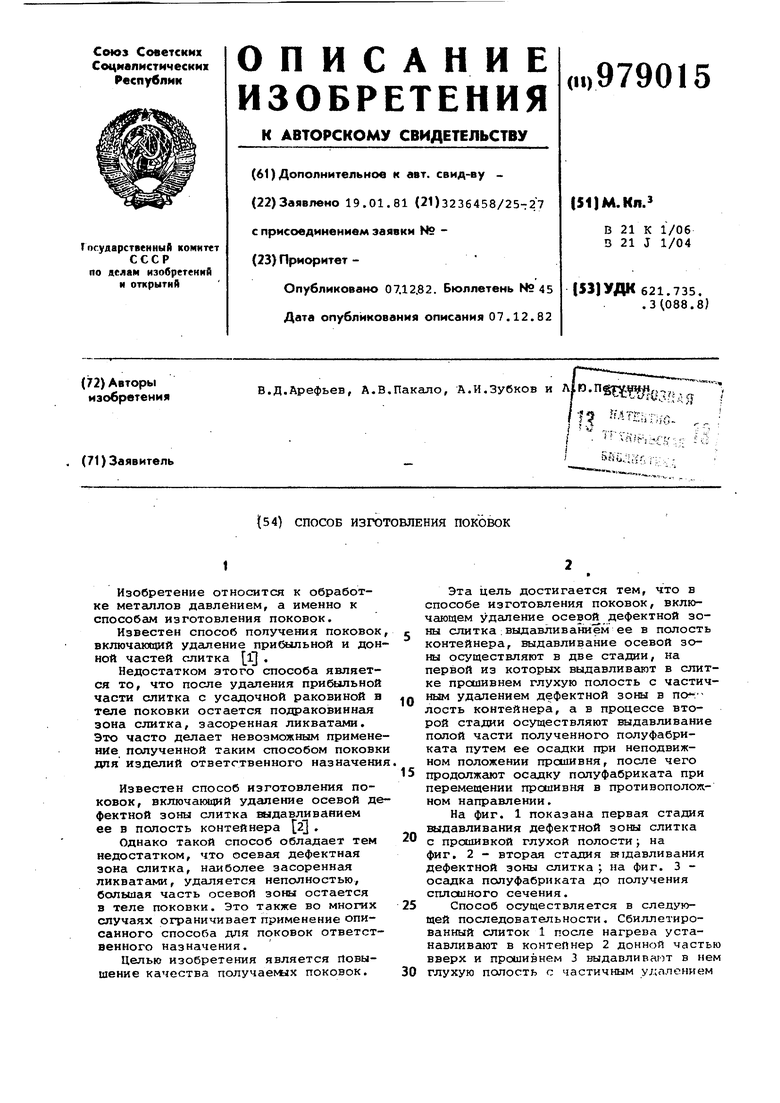
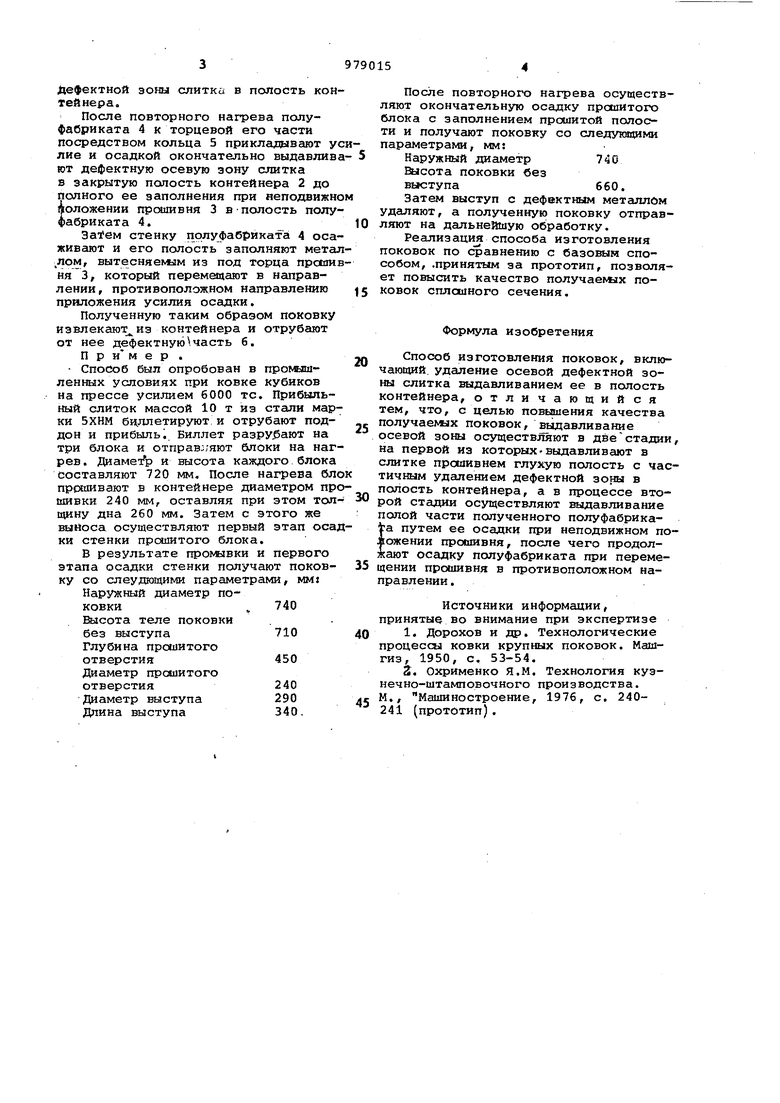
20 с прошивкой глухой полости; на фиг, 2 - вторг1Я стадия видавливания дефектной зоны слитка ; на фиг. 3 осадка полуфабриката до получения сплошного сечения.
25
Способ осуществляется в следующей последовательности. Сбиллетированный слиток 1 поспе нагрева устанавливают в контейнер 2 донной частью вверх и прошивнем 3 выдавливают в нем
30 глухую полость с частичным удалением Дефектной зоны слитка в полость кон тейнера. После повторного нагрева полуфабриката 4 к торцевой его части посредством кольца 5 прикладывают у лие и осадкой окончательно выдавлив гот дефектную осевую зону слитка в закрытую полость контейнера 2 до полного ее заполнения при неподвижн положении прошивня 3 в полость полу фабриката 4. стенку полуфабриката 4 оса живают и его полость заполняют мета лом, вытесняемом из под торца проши ня 3, который перемещают в направлении, противоположном направлению приложения усилия осадки. Полученную таким образом поковку извлекают из контейнера и отрубают от нее дефектную часть б. П р им е р . Способ был опробован в промышленных условиях при ковке кубиков на прессе усилием бООО тс. Прибыльный слиток массой 10 т из стали мар ки 5ХНМ бнллетируют и отрубают поддон и прибыльi Биллет разрубают на три блока и отправ:;яют блоки на наг рев. Диаметр и высота каждого блока составляют 720 мм. После нагрева бл прсяЕпивают в контейнере диаметром пр шивки 240 мм, оставляя при этом тол щину дна 260 мм. Затем с этого же выноса осуществляют первый этап оса ки стенки прошитого блока. В результате промывки и первого этапа осадки стенки получают поковку со слеудюцими параметрами, мм: Наружный диаметр поковки. 740 Высота теле поковки без выступа710 Глубина прошитого отверстия450 Диаметр прошитого отверстия240 Диаметр выступа 290 Длина выступа 340. После повторного нагрева осуществляют окончательную осадку прошитого блока с заполнением прошитой полости и получают поковку со следующими параметрами, мм: Наружный диаметр 740 Высота поковки без выступа660. Затем выступ с дефектным металлом удаляют, а полученную поковку отправляют на дальнейшую обработку. Реализации способа изготовления поковок по dpaBHemiro с базовым способом, .принятым за прототип, позволяет повысить качество получаемых поковок сплошного сечения. Формула изобретения Способ изготовления поковок, включающий удаление осевой дефектной зоны слитка выдавливанием ее в полость контейнера, отличающийся тем, что, с целью повьпиения качества получаемых поковок, выдавливание осевой зоны осуществляют в двестадии, на первой из которых-выдавливают в слитке прошивнем глухую полость с частичным удалением дефектной зоны в полость контейнера, а в процессе второй стадии осуществляют выдавливание полой части полученного полуфабриката путем ее осадки при неподвижном положении прошивня, после чего продолжают осадку полуфабриката при перемещении прошивня в противоположном направлении . Источники информации, принятые во внимание при экспертизе 1.Дорохов и др. Технологические процессы ковки крупных поковок. Машгиз, 1950, с. 53-54. 2.Охрименко Я.М. Технология кузнечно-штамповочного производства. М., Машиностроение, 1976, с. 240241 (прототип).
/. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |