Изобретение относится к металлургии, а именно к технологии производства крупных слитков методом полунепрерывного литья и отливки в изложницы.
Цель изобретения - повышение качества слитка за счет сосредоточения ликвации в головной части слитка и удешевление производства слитков.
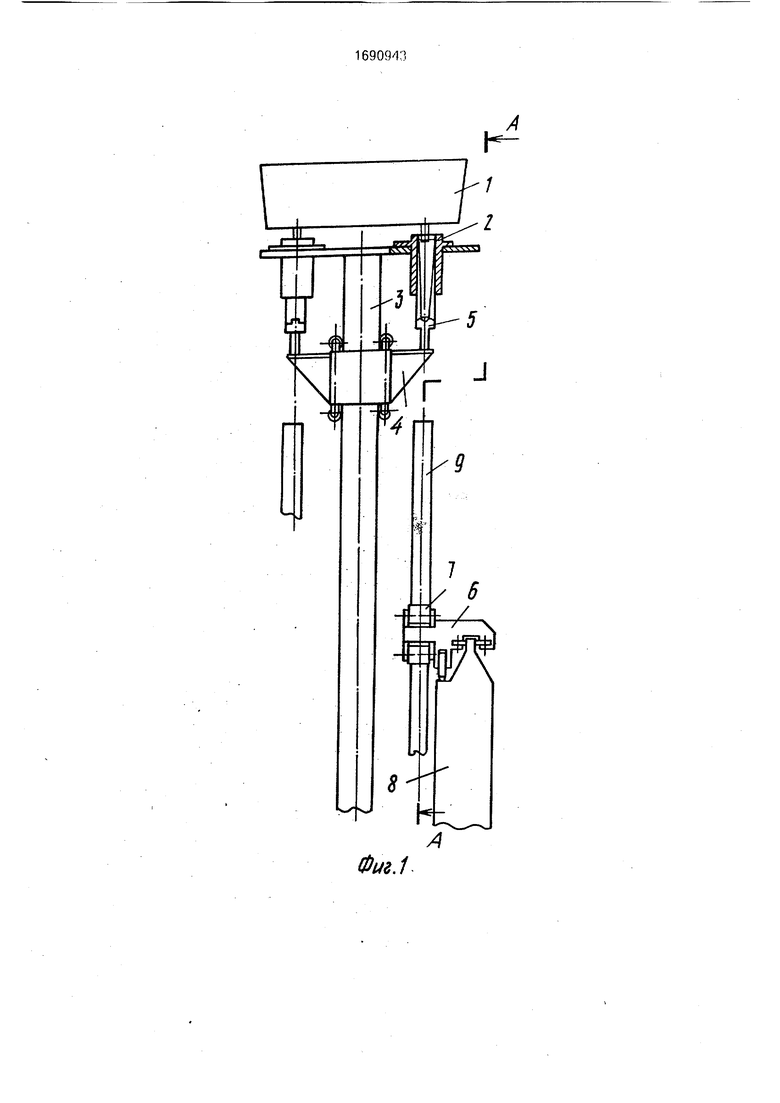
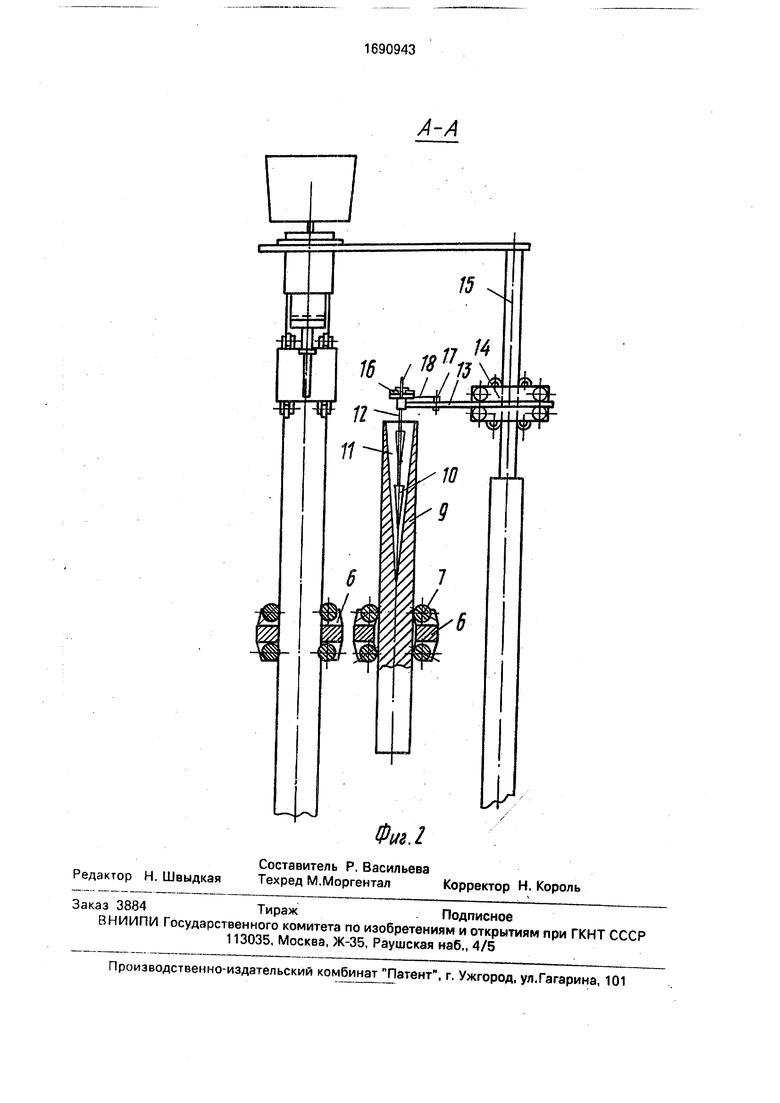
На фиг. 1 изображено устройство для осуществления способа, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Установка для производства крупных слитков состоит из промежуточного ковша 1, расположенных под ним двух вертикальных сквозных кристаллизаторов 2 и установленной с возможностью вертикального перемещения по колонне 3 тележки 4 с двумя поддонами 5.
Дополнительно установка снабжена отводящими тележками 6 с эксцентриковыми подхватами 7 - по две на каждый кристаллизатор 2, причем тележки 6 установлены с возможностью горизонтального перемещения на соответствующем стенде 8 и предназначены для отведения слитков 9 к устройствам введения холодильника 10 в жидкую фазу 11 слитка 9. Устройство введения холодильника 10 в жидкую фазу 11 слитка 9 включает в себя подвеску 12, служащую для удержания, перемещения и вращения холодильника 10, штангу 13, служащую для удержания подвески 12, тележку 14 горизонтального перемещения штанги 13, установленную на дополнительной колонне 15 с возможностью вертикального перемещения по указанной колонне, шпиндель 16 для захвата, удержания и вращения подвески 12, его привод 17 вращения через цепную передачу 18.
Способ осуществляют следующим образом.
О
ю о ю
w
Разливку с помощью ковша 1 начинают при введенных снизу в полости кристаллизаторов 2 с помощью тележки 4 поддонов 5. Извлечение из кристаллизаторов 2 формируемых слитков 9 производят опусканием тележки 4 с поддонами 5. После окончания отливки слиток 9 гележкой 4 выводят из кристаллизаторов и захватывают эксцентриковыми зажимами 7 тележек 6.
Сформированный слиток 9, удерживав- мый эксцентриковыми зажимами 7 отводящей тележки б, отводят в сторону от кристаллизатора 2 к холодильнику, закрепленному на зажатой в зажимном устройстве шпинделя 16 подвеске 12. Холодильник 10 с помощью горизонтально перемещаемой штанги 13 и вертикально перемещаемой тележки 14 вводят в жидкую фазу 11 слитка 9 и вращением шпинделя 16 от привода 17 через передачу 18 его вращают в жидкой фазе 11 слитка 9.
Первоначально холодильник 10 вводят в жидкую фазу 11 на максимально возможную глубину и в дальнейшем по мере затвердевания слитка подъемом тележки 14 его поднимают к отметке уровня жидкой фазы в слитке, однако при этом холодиль- , ник 10 из жидкой фазы не извлекают и к концу затвердевания слитка располагают его несколько ниже указанного уровня, что- бы над ним мог сформироваться пораженный ликвациями и подлежащий удалению участок слитка - 1-2% от массы слитка.
При полунепрерывной отливке широких слитков - слябов или при отливке листо- вых слитков в изложницах возвратно-поступательными перемещениями штанги 13с помощью соответствующего устройства тележки 14 введенному твердому металлу сообщают дополнительные го- ризонтальные перемещения, благодаря чему в процесс теплообмена между холодильником и жидким металлом вовлекается большее количество жидкого металла, лучше осуществляется отсос ликватов из зоны смыкания фронтов кристаллизации на дне жидкой лунки. По мере сокращения объема жидкой фазы 11 размах горизонтальных возвратно-поступательных перемещений холодильника сокращают.
После вмораживания холодильника 10 и нижней части подвески 12 в тело слитка 9 зажимное устройство шпинделя 16 освобождают от подвески 12, готовый слиток 9 удаляют из тележки 6, а в зажимном устройстве шпинделя 16 устанавливают и закрепляют очередную подвеску 12 с холодильником 10. Наличие у каждого кристаллизатора по две тележки 6 с соответствующими устройствами введения холодильника позволяет производить отливку очередного слитка во время обработки твердым металлом ранее отлитого слитка 9 или даже двух слитков 9, обработка одного из которых только начата, а другого подходит к концу, что уменьшает простои основного оборудования.
Таким образом, данный способ обеспечивает получение качественных крупных слитков с высоким процентом выхода годного металла при отсутствии энергозатрат.
Формула изо бретения
1.Способ производства крупных слитков, включающий формирование слитка, ввод в жидкую фазу слитка вращаемого холодильника и его перемещение в горизонтальной плоскости, отличающийся тем, что,„с целью улучшения качества слитка за счет сосредоточения ликвации в головной части слитка и удешевления производства слитков, холодильнику сообщают вертикальное перемещение со скоростью затвердевания слитка.
2.Способ поп. 1, отличающийся тем, что холодильнику в горизонтальной плоскости сообщают возвратно-поступательное перемещение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063295C1 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| ПОЛУНЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ЗАГОТОВКИ | 2015 |
|
RU2675880C2 |
| СПОСОБ ЛИТЬЯ И ЛИТЕЙНАЯ УСТАНОВКА С НЕПОСРЕДСТВЕННЫМ ОХЛАЖДЕНИЕМ СЛИТКОВ | 2020 |
|
RU2809422C2 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| Способ отливки слитков на вертикальных установках полунепрерывной разливки | 1980 |
|
SU952418A1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
Изобретение относится к металлургии, а именно к технологии производства крупных слитков методом полунепрерывного литья и отливки в изложницы. Цель - повышение качества слитка за счет сосредоточения ликвации в головной части слитка и удешевление производства слитков. В кристаллизатор в жидкую фазу слитка вводят холодильник, вращая его, и одновременно с вращением его поднимают со скоростью вертикального затвердевания слитка и производят возвратно-поступательное перемещение холодильника в горизонтальной плоскости. 1 з. п. ф-лы, 2 ил.
1 Ь0691
Фиг. I
Составитель Р. Васильева Редактор Н. Швыдкая Техред М.Моргентал
А-А
Корректор Н. Король
| Способ обработки металла при непрерывной разливке | 1984 |
|
SU1369863A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
